高效排烟防火阀及其生产工艺的制作方法
1.本技术涉及消防设备技术领域,尤其是涉及一种高效排烟防火阀及其生产工艺。
背景技术:
2.排烟防火阀是一种消防部件,一般安装在机械排烟系统的管道上,平时呈开启状态,发生火灾时开启排烟,当排烟管道内烟气温度达到280摄氏度时关闭,并在一定时间内满足漏烟量和耐火完整性要求,起隔烟阻火作用。
3.相关技术中申请号为201810708656.7的中国专利,提出了一种便于安装的消防用排烟防火阀,包括安装壳体、中间转动连接轴、密封扇叶、熔断装置、手动旋转装置和可调安装板,可调安装板安装在安装壳体的上下两端,可调安装板和安装壳体通过焊接方式进行固定连接。可调安装板是由安装固定孔、内伸缩安装板、外伸缩板套、紧固螺母和u型孔组成的,首先通过外伸缩板套把可调安装板焊接在安装壳体上,这样当排烟管道的口径与预期不一样的时候,就可以通过调节内伸缩板和外伸缩板套的相对位置,然后把排烟防火阀的口径调节到和现有的排烟管道的口径一样大小,然后使用紧固螺母进行固定,这时再通过安装固定孔把排烟防火阀安装在排烟管道上,从而使得排烟管道可以适应不同口径的排烟管道。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:将排烟防火阀安装在排烟管道上,由于可调安装板与排烟防火阀长度方向垂直,当排烟管道的开口端端面与排烟管道的长度方向不垂直时,排烟防火阀的一端与一侧的排烟管道安装固接后,排烟防火阀另一端的端面无法与另一侧的排烟管道的开口端紧密贴合,导致排烟管道内的烟雾会从排烟管道开口端端面与可调安装板之间的间隙中溢出,使得排烟防火阀与排烟管道之间的密封效果差。
技术实现要素:
5.为了改善排烟防火阀与排烟管道之间的密封效果差的问题,本技术提供一种高效排烟防火阀及其生产工艺。
6.第一方面,本技术提供一种高效排烟防火阀,采用如下的技术方案:一种高效排烟防火阀,包括方形的壳体、扇叶、熔断装置、旋转装置和设置在所述壳体两端的多个l型的可调安装板,所述可调安装板包括第一安装板和第二安装板,所述壳体的两端分别对应两个所述第一安装板和两个所述第二安装板,所述第一安装板和所述第二安装板沿所述壳体周向方向交错设置,所述第一安装板沿所述壳体长度方向滑移设置在所述壳体上,所述第二安装板转动连接在所述壳体上,所述壳体上设置有用于将所述第一安装板和所述第二安装板锁止在所述壳体上的锁止件,所述可调安装板远离所述壳体的端面上设置有用于填塞所述可调安装板与排烟管道开口端端面之间间隙的密封件。
7.通过采用上述技术方案,将扇叶转动安装在壳体内,将熔断装置和旋转装置固接在壳体上,将第一安装板滑移连接在壳体上,将第二安装板转动连接在壳体上;根据排烟管
道开口端的形状,驱使第一安装板在壳体上滑移,同时驱使第二安装板在壳体上转动,使得第一安装板和第二安装板分别与排烟管道开口端的四个端壁贴合适配,接着使用锁止件将第一安装板和第二安装板锁止在壳体上,然后将第一安装板和第二安装板安装固定在排烟管道的开口端上;密封件可对可调安装板与排烟管道开口端端面之间的间隙进行填塞,尽可能避免排烟管道内的烟雾从排烟管道开口端端面与可调安装板之间的间隙中溢出,保障了排烟防火阀与排烟管道之间的密封效果。
8.可选的,所述可调安装板的一个侧壁与所述壳体周壁平行设置,所述壳体上固接有转轴,所述第二安装板与所述转轴转动连接,所述第二安装板的长度尺寸大于所述壳体的宽度尺寸,两个所述第一安装板与两个所述第二安装板共同围合成闭合环状框。
9.通过采用上述技术方案,转轴将第二安装板转动连接在壳体上,根据排烟管道开口端端部的形状转动第二安装板,使得第二安装板与排烟管道的开口端端壁贴合适配,由于第二安装板的长度尺寸大于壳体的宽度尺寸,故第二安装板在转动后,位于第二安装板两端的两个第一安装板均与第二安装板的侧壁抵接,使得两个第一安装板与两个第二安装板共同围合成闭合环状框,尽可能减少排烟管道内的烟雾从第一安装板与第二安装板的接缝中溢出,提高排烟防火阀与排烟管道之间的密封效果。
10.可选的,所述第二安装板上开设有圆弧槽,所述锁止件通过所述圆弧槽将所述第二安装板锁止在所述壳体上。
11.通过采用上述技术方案,根据排烟管道开口端端部的形状转动第二安装板,使得第二安装板与排烟管道的开口端端壁贴合适配,然后通过锁止件与圆弧槽的搭配使用,使得第二安装板被快速锁止在壳体上,圆弧槽的设置为第二安装板转动后仍可被锁止件锁止在壳体上提供条件。
12.可选的,所述可调安装板与所述壳体周壁平行的侧壁上设置有阻燃海绵,所述阻燃海绵位于所述可调安装板与所述壳体之间。
13.通过采用上述技术方案,阻燃海绵可对可调安装板与壳体之间的间隙进行填塞,尽可能阻挡排烟管道内的烟雾以及烟雾中的火星通过可调安装板与壳体之间的间隙溢出。
14.可选的,所述密封件设置为耐高温的气囊,所述气囊上固接有连接块,所述可调安装板与所述壳体周壁垂直的侧壁上开设有用于连接所述连接块的连接槽;所述壳体周壁上设置有水箱,所述水箱上连通有导水管,所述导水管远离所述水箱的一端穿设所述连接块与所述气囊连通,所述导水管上设置有用于控制水流通断的水泵。
15.通过采用上述技术方案,将气囊上的连接块卡接到可调安装板的连接槽内,使得气囊被稳定安装在可调安装板上,启动水泵,使得水箱内的水通过导水管流至气囊内,使得气囊对可调安装板与排烟管道开口端端面之间的间隙进行填塞,尽可能避免排烟管道内的烟雾从排烟管道开口端端面与可调安装板之间的间隙中溢出,保障了排烟防火阀与排烟管道之间的密封效果。当排烟管道中的烟雾内夹杂有火星时,气囊内盛装有水,可延长气囊在高温环境下的耐受性。同时当烟雾流至气囊处时,气囊内的水会对气囊周边的烟雾进行降温,尽可能避免因烟雾温度高而影响可调安装板与排烟管道连接处的密封性。
16.可选的,所述壳体内设置有与所述水泵电连接的温感器。
17.通过采用上述技术方案,温感器可对壳体内排放的烟雾的温度进行监测,当烟雾
中的火星含量大时,气囊容易被烧破,导致气囊内的水浸漫到排烟管道内,同时温感器监测到温度高于预定值时,温感器通过控制水泵工作,使得水箱内的水通过导水管排放至被烧破的气囊处,并浸漫到排烟管道内,将排烟管道内的火星浇灭。
18.可选的,所述连接块上开设有安装槽,所述安装槽与所述气囊连通设置,所述安装槽内设置有总管道,所述总管道与所述导水管连通,所述总管道上设置有多个用于喷水的喷水头。
19.通过采用上述技术方案,总管道被稳定安装在安装槽内,导水管与总管道连通,导水管将水箱内的水导流至总管道内,当气囊被烧破后,总管道内的水经由喷水头喷出,将排烟管道内的火星浇灭。
20.第二方面,本技术提供一种高效排烟防火阀的生产工艺,采用如下的技术方案:s1,壳体制作:将钢带卷逐步展开且压平,按照设计要求将钢带弯折成方框形,接着将钢带两端铆接在一起,制成首尾相连的方形壳体;s2,安装扇叶、熔断装置和旋转装置:将扇叶上焊接转杆,将转杆的两端通过转动轴承转动连接在壳体上,然后将熔断装置和旋转装置通过铆钉铆接在壳体上;s3,安装气囊:将气囊上的连接块卡接到可调安装板的连接槽内,使得气囊被稳定安装在可调安装板上;s4,安装可调安装板:将第一安装板滑移连接在壳体上,将第二安装板转动连接在壳体上,使用锁止件将第一安装板和第二安装板锁止在壳体上;s5,气囊与水箱连通:导水管的一端与水箱连通,另一端插接到气囊内与气囊连通。
21.通过采用上述技术方案,制作工艺简单,而且大部分操作可以通过机械设备或人手工操作来实现,同时该方法中采用到的零配件都是常规物件,制作成本较低,制得的高效排烟防火阀既可适配不同开口端端面的排烟管道,同时也能将排烟管道内的火星浇灭。
22.综上所述,本技术包括以下至少一种有益技术效果:1.转轴将第二安装板转动连接在壳体上,根据排烟管道开口端端部的形状转动第二安装板,使得第二安装板与排烟管道的开口端端壁贴合适配,由于第二安装板的长度尺寸大于壳体的宽度尺寸,故第二安装板在转动后,位于第二安装板两端的两个第一安装板均与第二安装板的侧壁抵接,使得两个所述第一安装板与两个所述第二安装板共同围合成闭合环状框,尽可能减少排烟管道内的烟雾从第一安装板与第二安装板的接缝中溢出,提高排烟防火阀与排烟管道之间的密封效果;2.气囊对可调安装板与排烟管道开口端端面之间的间隙进行填塞,尽可能避免排烟管道内的烟雾从排烟管道开口端端面与可调安装板之间的间隙中溢出,保障了排烟防火阀与排烟管道之间的密封效果;3.当排烟管道中的烟雾内夹杂有火星时,气囊内盛装有水,可延长气囊在高温环境下的耐受性;当气囊被烧破后,气囊内的水浸漫到排烟管道内,将排烟管道内的火星浇灭;4.高效排烟防火阀的生产工艺简单,而且大部分操作可以通过机械设备或人手工操作来实现,同时该方法中采用到的零配件都是常规物件,制作成本较低,制得的高效排烟防火阀既可适配不同开口端端面的排烟管道,同时也能将排烟管道内的火星浇灭。
附图说明
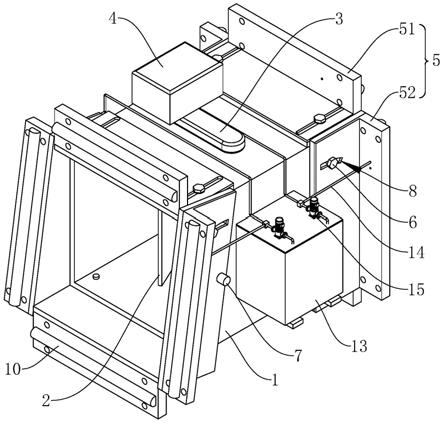
23.图1是本技术实施例的整体结构示意图。
24.图2是本技术实施例中壳体、扇叶、熔断装置、旋转装置、水箱、水泵和温感器的结构示意图。
25.图3是本技术实施例中第二安装板、锁止件、转轴、圆弧槽、阻燃海绵和气囊的结构示意图。
26.图4是本技术实施例中第一安装板、锁止件、阻燃海绵和气囊的结构示意图。
27.图5是本技术实施例中第一安装板、阻燃海绵、气囊、连接块、总管道和喷水头的剖视结构示意图。
28.图6是本技术实施例中高效排烟防火阀的生产工艺的流程示意图。
29.附图标记:1、壳体;2、扇叶;3、熔断装置;4、旋转装置;5、可调安装板;51、第一安装板;52、第二安装板;6、锁止件;7、转轴;8、圆弧槽;9、阻燃海绵;10、气囊;11、连接块;12、连接槽;13、水箱;14、导水管;15、水泵;16、温感器;17、安装槽;18、总管道;19、喷水头;20、安装孔;21、滑槽。
具体实施方式
30.以下结合附图1-6对本技术作进一步详细说明。
31.本技术实施例公开一种高效排烟防火阀。
32.参照图1和图2,高效排烟防火阀包括方形的壳体1、扇叶2、熔断装置3、旋转装置4和设置在壳体1两端的多个l型的可调安装板5,壳体1由钢材质制成,按照设计要求将钢带弯折成方框形,接着将钢带两端铆接在一起,制成首尾相连的方形壳体1。扇叶2位于壳体1内,扇叶2设置有多个,多个扇叶2间隔设置,扇叶2通过转杆转动连接在壳体1内,多个扇叶2可对壳体1的口径进行遮挡,以阻挡烟雾在排烟管道内的流通。熔断装置3和旋转装置4均通过铆钉铆接在壳体1外周壁上。可调安装板5将壳体1两端分别与排烟防火阀两端的排烟管道连接,实现对排烟防火阀的稳定安装。
33.正常状态下,扇叶2未对壳体1的口径进行遮挡,排烟管道两端的空气可经排烟防火阀进行气体交换;当发生火灾时,火灾过程中产生的烟雾流经排烟防火阀内,由于烟雾中带有火星,火星使得熔断装置3被熔断,使得旋转装置4启动,旋转装置4驱使扇叶2转动,多个扇叶2对壳体1的口径进行遮挡,以阻挡烟雾在排烟管道内的流通。
34.参照图1和图2,可调安装板5可调安装在壳体1上,且可调安装板5的一个侧壁与壳体1周壁平行设置,另一个侧壁与壳体1周壁垂直设置,可调安装板5包括第一安装板51和第二安装板52,壳体1的两端分别对应两个第一安装板51和两个第二安装板52,第一安装板51和第二安装板52沿壳体1周向方向交错设置,第一安装板51沿壳体1长度方向滑移设置在壳体1上,第二安装板52转动连接在壳体1上。根据排烟管道开口端端部的形状,驱使第一安装板51滑移,驱使第二安装板52转动,使得第一安装板51和第二安装板52均与排烟管道的开口端端壁贴合适配,使得排烟防火阀可与不同端口形状的排烟管道进行稳定连接。
35.参照图1和图2,壳体1上设置有用于将可调安装板5锁止在壳体1上的锁止件6,在本技术实施例中,锁止件6设置为锁紧螺栓,壳体1上开设有供锁紧螺栓穿设的安装孔20,锁紧螺栓的螺纹部螺接有螺母,可调安装板5通过锁紧螺栓被快速锁紧在壳体1上。
36.参照图1和图3,第二安装板52与壳体1周壁平行的侧壁上粘接有阻燃海绵9,阻燃海绵9位于第二安装板52与壳体1之间,阻燃海绵9可对第二安装板52与壳体1之间的间隙进行填塞,尽可能阻挡排烟管道内的烟雾以及烟雾中的火星通过第二安装板52与壳体1之间的间隙溢出。
37.参照图1和图3,壳体1上焊接固定有转轴7,第二安装板52与转轴7转动连接。第二安装板52上开设有圆弧槽8,圆弧槽8对应的圆心位置与转轴7位置重合。锁紧螺栓依次穿设圆弧槽8和安装孔20,将第二安装板52快速锁止在壳体1上。
38.参照图1和图4,第一安装板51与壳体1周壁平行的侧壁上也粘接有阻燃海绵9,阻燃海绵9位于第一安装板51与壳体1之间,阻燃海绵9可对第一安装板51与壳体1之间的间隙进行填塞,尽可能阻挡排烟管道内的烟雾以及烟雾中的火星通过第一安装板51与壳体1之间的间隙溢出。
39.参照图1和图4,第一安装板51上贯穿开设有滑槽21,滑槽21沿第一安装板51滑移方向延伸设置,锁紧螺栓依次穿设滑槽21和安装孔20,将第一安装板51快速锁止在壳体1上。
40.参照图1,第二安装板52的长度尺寸大于壳体1的宽度尺寸,故第二安装板52在转动后,位于第二安装板52两端的两个第一安装板51均与第二安装板52的侧壁抵接,使得两个第一安装板51与两个第二安装板52共同围合成闭合环状框,尽可能减少排烟管道内的烟雾从第一安装板51与第二安装板52的接缝中溢出,提高排烟防火阀与排烟管道之间的密封效果。
41.参照图1和图5,可调安装板5远离壳体1的端面上设置有用于填塞可调安装板5与排烟管道开口端端面之间间隙的密封件,密封件设置为耐高温的气囊10,气囊10上固接有连接块11,连接块11由橡胶材质制成,连接块11与气囊10一体成型,气囊10沿可调安装板5长度方向设置。可调安装板5与壳体1周壁垂直的侧壁上开设有用于连接连接块11的连接槽12。在将气囊10安装在可调安装板5上时,先将连接块11卡接在连接槽12内,此时气囊10在连接块11与连接槽12的连接作用下嵌设安装在可调安装板5上,且气囊10远离可调安装板5的一侧位于连接槽12外。
42.参照图1和图5,连接块11上开设有安装槽17,安装槽17与气囊10连通设置,且安装槽17沿气囊10长度方向延伸设置。安装槽17内固接有总管道18,总管道18沿安装槽17长度方向设置,总管道18上焊接有多个用于喷水的喷水头19,多个喷水头19均朝壳体1内倾斜设置。
43.参照图1和图5,壳体1周壁上通过螺钉固接有水箱13,水箱13上连通有导水管14,导水管14远离水箱13的一端穿设可调安装板5和连接块11与总管道18连通,导水管14上设置有用于控制水流通断的水泵15。
44.参照图2和图5,壳体1内通过螺钉固接有与水泵15电连接的温感器16。温感器16可对壳体1内排放的烟雾的温度进行监测,当烟雾中的火星含量大时,气囊10容易被烧破,导致气囊10内的水浸漫到排烟管道内,同时温感器16监测到温度高于预定值时,温感器16通过控制水泵15工作,使得水箱13内的水通过导水管14排放至被烧破的气囊10处,并浸漫到排烟管道内,将排烟管道内的火星浇灭。
45.本技术实施例一种高效排烟防火阀的实施原理为:根据排烟管道开口端端部的形
状驱使第一安装板51在壳体1上滑移,同时驱使第二安装板52在壳体1上转动,使得第一安装板51和第二安装板52分别与排烟管道开口端的四个端壁贴合适配,接着使用锁止件6将第一安装板51和第二安装板52锁止在壳体1上,然后将第一安装板51和第二安装板52通过螺钉安装固定在排烟管道的开口端上。
46.启动水泵15,水泵15通过导水管14将水箱13内的水导流至气囊10内,装有水的气囊10对可调安装板5与排烟管道开口端端面之间的间隙进行填塞,尽可能避免排烟管道内的烟雾从排烟管道开口端端面与可调安装板5之间的间隙中溢出,保障了排烟防火阀与排烟管道之间的密封效果。
47.当排烟防火阀内烟雾中的火星含量大时,气囊10容易被烧破,导致气囊10内的水浸漫到排烟管道内,同时温感器16监测到温度高于预定值时,温感器16通过控制水泵15工作,使得水箱13内的水通过导水管14排放至被烧破的气囊10处,并浸漫到排烟管道内,将排烟管道内的火星浇灭。
48.本技术实施例还公开一种高效排烟防火阀的生产工艺。
49.参照图6,基于上述的高效排烟防火阀,该高效排烟防火阀的生产工艺包括以下步骤:s1,壳体1制作:将钢带卷逐步展开且压平,按照设计要求将钢带弯折成方框形,接着将钢带两端铆接在一起,制成首尾相连的方形壳体1;s2,安装扇叶2、熔断装置3和旋转装置4:将扇叶2上焊接转杆,将转杆的两端通过转动轴承转动连接在壳体1上,然后将熔断装置3和旋转装置4通过铆钉铆接在壳体1上;s3,安装气囊10:将气囊10上的连接块11卡接到可调安装板5的连接槽12内,使得气囊10被稳定安装在可调安装板5上;s4,安装可调安装板5:将第一安装板51滑移连接在壳体1上,将第二安装板52转动连接在壳体1上,使用锁止件6将第一安装板51和第二安装板52锁止在壳体1上;s5,气囊10与水箱13连通:导水管14的一端与水箱13连通,另一端插接到气囊10内与气囊10连通。
50.本技术实施例一种高效排烟防火阀的生产工艺的实施原理为:高效排烟防火阀的生产工艺简单,而且大部分操作可以通过机械设备或人手工操作来实现,同时该方法中采用到的零配件都是常规物件,制作成本较低,制得的高效排烟防火阀既可适配不同开口端端面的排烟管道,同时也能将排烟管道内的火星浇灭。
51.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1