一种球面螺钉调整装置的制作方法
1.本实用新型涉及机械设备技术领域,尤其涉及一种球面螺钉调整装置。
背景技术:
2.摩根五代高速线材粗轧轧机有纵向机组和横向机组,每架有2根轧辊、4个轧辊轴承座和8个球面螺钉;球面螺钉是旋进轴承座端盖的螺纹孔中,利用调整垫来调整球面螺钉旋出的长度,对整个轧辊起到支撑、限位和调整的作用,保证每架轧机的两个轧辊的轧槽在一个平面上,避免出现轧辊轧槽错位而导致堆钢事故和不合格产品;
3.目前,摩根五代高速线材粗轧轧机轧辊轴承座的球面螺钉具有以下缺点:
4.一、由于球面螺钉负荷过大或频繁调整,导致球面螺钉的使用周期仅为30天左右,需定期更换球面螺钉,增加了维修工作量;
5.二、用于安装球面螺钉的轴承座端盖上的螺纹孔在使用过程中非常容易出现螺纹失效的问题,导致磨损的球面螺钉无法拆下来,最终只有对轴承座端盖或整体轧辊轴承座进行报废处理,降低了轴承座端盖和轴承座本体的使用寿命,增加了备件成本;
6.三、球面螺钉端部由于尺寸变形在机架中安装存在卡阻现象,影响正常生产工作;
7.因此,本领域的技术人员致力于开发一种减少维修工作量、延长轴承座端盖和轴承座本体的使用寿命、降低备件成本的球面螺钉调整装置。
技术实现要素:
8.有鉴于现有技术的上述缺陷,本实用新型所要解决的技术问题是球面螺钉的使用周期短,维修工作量大;轴承座端盖和轴承座本体的使用寿命短、备件成本高;球面螺钉由于端部变形导致安装卡阻,降低生产进度。
9.为实现上述目的,本实用新型提供了一种球面螺钉调整装置,包括螺杆、螺套;所述螺杆拧入螺套中;
10.所述螺杆一端为六边形,另一端为圆柱体;
11.进一步地,所述六边形为球面结构;
12.进一步地,所述六边形宽为30~50mm;
13.进一步地,所述六边形厚度为13~15mm;
14.进一步地,所述圆柱体有外螺纹;
15.进一步地,所述圆柱体直径为14~18mm;
16.进一步地,所述圆柱体长度为40~60mm;
17.进一步地,所述圆柱体一端有倒角,另一端连接六边形;
18.所述螺套一端为空心六边形,另一端为空心圆柱体;
19.进一步地,所述螺套长度为70~80mm;
20.进一步地,所述空心六边形为球面结构;
21.进一步地,所述空心六边形宽度为30~50mm;
22.进一步地,所述空心六边形厚度为13~15mm;
23.进一步地,所述空心圆柱体外直径为22~30mm;
24.进一步地,所述空心圆柱体有内螺纹;
25.进一步地,所述空心圆柱体内直径为14~18mm;
26.进一步地,所述内螺纹螺距为1.5~2.5mm;
27.进一步地,所述内螺纹长度为55~65mm;
28.在本实用新型的较佳实施方式中,所述六边形宽为40mm;
29.在本实用新型的较佳实施方式中,所述六边形厚度为14mm;
30.在本实用新型的较佳实施方式中,所述圆柱体直径为16mm;
31.在本实用新型的较佳实施方式中,所述圆柱体长度为50mm;
32.在本实用新型的较佳实施方式中,所述螺套长度为75.76mm;
33.在本实用新型的较佳实施方式中,所述空心六边形宽度为40mm;
34.在本实用新型的较佳实施方式中,所述空心六边形厚度为14mm;
35.在本实用新型的较佳实施方式中,所述空心圆柱体外直径为27.5mm;
36.在本实用新型的较佳实施方式中,所述空心圆柱体内直径为16mm;
37.在本实用新型的较佳实施方式中,所述内螺纹螺距为2mm;
38.在本实用新型的较佳实施方式中,所述内螺纹长度为59mm;
39.在本实用新型的另一较佳实施方式中,为了更好地延长备件使用寿命,将轴承座端盖上原有螺纹改为通孔设计;
40.在本实用新型的另一较佳实施方式中,所述螺杆的外螺纹与螺套的内螺纹相匹配;
41.采用以上方案,本实用新型公开的球面螺钉调整装置,具有以下技术效果:
42.1、本实用新型的球面螺钉调整装置,通过螺套来引导螺纹使球面螺钉完成精准定位,更好地对整个轧辊起到支撑、限位和调整的作用,防止受轴向负荷时产生轴向移动,增加了球面螺钉的使用周期,减少了维修工作量;
43.2、本实用新型的球面螺钉调整装置,通过改变球面螺钉安装方式,延长了轴承座端盖和轴承座本体的使用寿命,降低了备件成本;
44.3、本实用新型的球面螺钉调整装置,螺钉顶部的球面设计,消除了机架中安装的卡阻现象,提高了生产进度;
45.综上所述,本实用新型的球面螺钉调整装置减少了维修工作量;延长了轴承座端盖和轴承座本体的使用寿命、降低了备件成本;消除了机架中安装的卡阻现象,提高了生产进度。
46.以下将结合附图对本实用新型的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本实用新型的目的、特征和效果。
附图说明
47.图1是本实用新型的一个较佳实施方式的球面螺钉调整装置的螺杆的主视图;
48.图2是本实用新型的一个较佳实施方式的球面螺钉调整装置的螺杆的俯视图;
49.图3是本实用新型的一个较佳实施方式的球面螺钉调整装置的螺套的主视图;
50.图4是本实用新型的一个较佳实施方式的球面螺钉调整装置的螺套的俯视图;
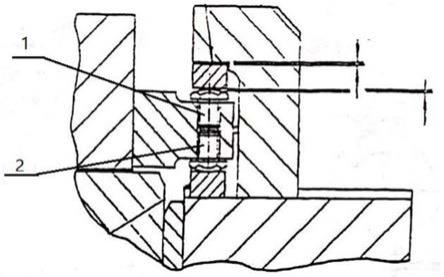
51.图5是本实用新型的一个较佳实施方式的球面螺钉调整装置的安装结构局部放大示意图;
52.图中,1、螺杆;2、螺套。
具体实施方式
53.以下参考说明书附图介绍本实用新型的多个优选实施例,使其技术内容更加清楚和便于理解。本实用新型可以通过许多不同形式的实施例来得以体现,本实用新型的保护范围并非仅限于文中提到的实施例。
54.在附图中,结构相同的部件以相同数字标号表示,各处结构或功能相似的组件以相似数字标号表示。附图所示的每一组件的尺寸和厚度是任意示出的,本实用新型并没有限定每个组件的尺寸和厚度。为了使图示更清晰,附图中有些地方适当夸大了部件的厚度。
55.如图1和3所示,一种球面螺钉调整装置,其包括螺杆1、螺套2;所述螺杆1拧入螺套2内;所述螺杆2一端为六边形,另一端为圆柱体;所述六边形为球面结构;所述圆柱体有外螺纹;所述圆柱体一端有倒角,另一端连接六边形;所述螺套2一端为空心六边形,另一端为空心圆柱体;所述空心六边形为球面结构;所述空心圆柱体有内螺纹;
56.在本实用新型的具体实施方式中,
57.六边形宽为40mm,厚度为14mm;
58.圆柱体直径为16mm,长度为50mm;
59.螺套长度为75.76mm;
60.空心六边形宽度为40mm,厚度为14mm;
61.空心圆柱体外直径为27.5mm,内直径为16mm;
62.内螺纹螺距为2mm,长度为59mm;
63.如图3所示,
64.将一对球面螺钉一个做成螺杆1,另一个做成螺套2,螺杆1和螺套2均为球面结构,螺杆1垂直接触螺套2,拧入1~2螺距时确认对准螺孔后继续拧入,组装好之后将球面螺钉固定在轴承座端盖上的通孔内,由两个单独配件完成螺纹配合安装;当需要对轧辊进行轴向定位时,按照轧辊轴承座调整标准旋转球面螺钉至合适位置,在球面螺钉的螺杆1和螺套2上加好调整垫,由螺杆1与螺套2螺纹孔相配合,拧紧螺杆1即可实现精准的轴向定位。在粗轧机轧辊安装过程中,改进后的球面螺钉调整装置更好地保证了轧辊的轴线应互相平行,确保轧辊的中心线在一个平面内。
65.经检测,在实施过程中,本实用新型的球面螺钉调整装置,通过螺套来引导螺纹使球面螺钉完成精准定位,防止受轴向负荷时产生轴向移动,增加了球面螺钉的使用周期,减少了维修工作量;通过改变球面螺钉安装方式,延长了轴承座端盖和轴承座本体的使用寿命,降低了备件成本;螺钉顶部的球面设计,消除了机架中安装的卡阻现象,提高了生产进度。
66.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术无需创造性劳动就可以根据本实用新型的构思做出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可
以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1