螺线管装置的制作方法
1.本实用新型涉及一种螺线管装置(solenoid device)。
背景技术:
2.已知有一种组装于车辆的悬架装置(suspension device)的衰减力调整式油压缓冲器(例如,参照专利文献1)。专利文献1所述的缓冲器包括绕线管(bobbin)、缠绕于绕线管的磁线(magnet wire)、固定于绕线管的一对端子(terminal)、以及包括两根导线的线束(harness)。并且,经由一对端子之中的一个端子,将磁线的一侧与两根导线之中的一根导线电性连接。而且,经由另一个端子,将磁线的另一侧与另一根导线电性连接。
3.[现有技术文献]
[0004]
[专利文献]
[0005]
[专利文献1]日本专利特开2014
‑
29177号公报
技术实现要素:
[0006]
[实用新型所要解决的问题]
[0007]
导线优选为压接于端子。然而,在为通过嵌入成形而将端子固定于绕线管的缓冲器的情况下,难以进行压接。因此,例如使用比压接更费功夫(复杂)的焊接来代替压接,从而产生缓冲器的组装作业性降低的问题。
[0008]
本实用新型的目的在于提供一种能够简化组装工序的螺线管装置。
[0009]
[解决问题的技术手段]
[0010]
本实用新型的螺线管装置的一个实施例包括:绕线管,沿轴方向呈筒状,包括轴方向上的至少一侧经扩径的法兰部、以及相对于所述法兰部设置在轴方向一侧且沿所述绕线管的径向延伸的桥接部;绕组,沿所述绕线管的圆周方向缠绕;第一端子,相对于所述法兰部配置于轴方向一侧,电性连接所述绕组的一端部;第二端子,相对于所述法兰部配置于轴方向一侧,电性连接所述绕组的另一端部;以及线束,包括第一导线及第二导线,所述第一导线相对于所述第一端子配置于轴方向一侧,并经由所述第一端子与所述绕组的一端部电性连接,所述第二导线相对于所述第二端子配置于轴方向一侧,并经由所述第二端子与所述绕组的另一端部电性连接,并且所述桥接部对所述第一导线的一端部及所述第二导线的一端部在彼此相反方向上从径向内侧向外侧进行导引。在所述绕线管设置突出部,所述突出部从桥接部向轴方向一侧突出,且位于所述第一导线的一端部与所述第二导线的一端部之间。在所述第一端子,设置:第一绕组连接部,在径向外侧对所述绕组的一端部,以从轴方向另一侧跨越所述法兰部而朝向轴方向一侧引导的状态进行固定;以及第一导线连接部,在径向内侧对所述第一导线的一端部,以从径向内侧朝向外侧引导的状态进行固定。在所述第二端子,设置:第二绕组连接部,在径向外侧对所述绕组的另一端部,以从轴方向另一侧跨越所述法兰部而朝向轴方向一侧引导的状态进行固定;以及第二导线连接部,在径向内侧对所述第二导线的一端部,以从径向内侧朝向外侧引导的状态进行固定。
[0011]
根据本实用新型的一个实施例的螺线管装置,所述第一绕组连接部及所述第二绕组连接部分别是经塑性变形的部分。
[0012]
根据本实用新型的一个实施例的螺线管装置,所述第一绕组连接部及所述第二绕组连接部分别呈板状,是围绕与轴方向平行的轴弯折而塑性变形的部分。
[0013]
根据本实用新型的一个实施例的螺线管装置,所述第一导线连接部及所述第二导线连接部分别是经塑性变形的部分。
[0014]
根据本实用新型的一个实施例的螺线管装置,所述第一导线连接部及所述第二导线连接部分别呈筒状,是朝向所述筒状的中心轴侧压碎而塑性变形的部分。
[0015]
根据本实用新型的一个实施例的螺线管装置,所述突出部配置在所述螺线管的中心轴所穿过的位置。
[0016]
根据本实用新型的一个实施例的螺线管装置,所述突出部具有相对于所述螺线管的中心轴倾斜的倾斜面。
[0017]
根据本实用新型的一个实施例的螺线管装置,在所述桥接部,朝向轴方向一侧突出设置肋,所述肋限制所述第一导线以及所述第二导线的朝向与轴方向及所述桥接部的长度方向正交的方向的移动。
[0018]
根据本实用新型的一个实施例的螺线管装置,所述肋沿所述桥接部的长度方向空开间隔而配置多个。
[0019]
根据本实用新型的一个实施例的螺线管装置,在所述第一端子以及所述第二端子,分别设置爪部,所述爪部与所述肋从轴方向一侧相接,限制所述各端子的朝向轴方向另一侧的移动。
[0020]
根据本实用新型的一个实施例的螺线管装置,在所述绕线管设置第一位置限制部以及第二位置限制部。所述第一位置限制部在所述法兰部与所述第一绕组连接部之间限制所述绕组的一端部的径向及轴方向上的位置。所述第二位置限制部在所述法兰部与所述第二绕组连接部之间限制所述绕组的另一端部的径向及轴方向上的位置。
[0021]
根据本实用新型的一个实施例的螺线管装置,所述第一位置限制部包括从所述法兰部向一侧突出的第一壁部、以及从所述第一壁部向径向外侧突出的第一遮蔽部,所述绕组的一端部跨越所述法兰部之后被引导至径向外侧,与所述第一壁部从径向外侧相接,并且与所述第一遮蔽部从轴方向另一侧相接,而被引导至径向内侧,所述第二位置限制部包括从所述法兰部向一侧突出的第二壁部、以及从所述第二壁部向径向外侧突出的第二遮蔽部,所述绕组的另一端部跨越所述法兰部之后被引导至径向外侧,与所述第二壁部从径向外侧相接,并且与所述第二遮蔽部从轴方向另一侧相接,而被引导至径向内侧。
[0022]
根据本实用新型的一个实施例的螺线管装置,在所述第一端子设置第一圆周方向限制部,所述第一圆周方向限制部在所述第一位置限制部与所述第一绕组连接部之间限制所述绕组的一端部的圆周方向上的位置,在所述第二端子设置第二圆周方向限制部,所述第二圆周方向限制部在所述第二位置限制部与所述第二绕组连接部之间限制所述绕组的另一端部的圆周方向上的位置。
[0023]
根据本实用新型的一个实施例的螺线管装置,所述第一圆周方向限制部包括朝向径向外侧突出的第一爪部,所述绕组的一端部被引导至圆周方向一侧,与所述第一爪部从圆周方向一侧相接,而被引导至圆周方向另一侧,所述第二圆周方向限制部包括朝向径向
外侧突出的第二爪部,所述绕组的另一端部被引导至圆周方向另一侧,与所述第二爪部从圆周方向另一侧相接,而被引导至圆周方向一侧。
[0024]
[实用新型的效果]
[0025]
根据本实用新型的螺线管装置的一个实施例,能够简化组装螺线管装置时的工序。
附图说明
[0026]
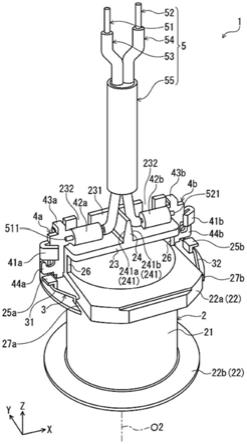
图1是表示本实用新型的螺线管装置的实施方式的立体图。
[0027]
图2是从图1所示的螺线管装置省略了树脂铸模部的立体图。
[0028]
图3是表示图1所示的螺线管装置所包括的绕线管的立体图。
[0029]
图4是表示图1所示的螺线管装置所包括的线束与端子的位置关系的立体图。
[0030]
图5是表示图1所示的螺线管装置所包括的绕线管、端子与绕组的位置关系的立体图。
[0031]
图6是表示图1所示的螺线管装置所包括的绕线管、端子与绕组的位置关系的立体图。
[0032]
图7是表示图1所示的螺线管装置所包括的绕线管、端子与绕组的位置关系的立体图。
[0033]
图8是表示图1所示的螺线管装置所包括的绕线管、端子与绕组的位置关系的立体图。
[0034]
图9是表示图1所示的螺线管装置所包括的绕线管与端子的位置关系的平面图。
[0035]
图10是表示图1所示的螺线管装置所包括的绕线管与绕组的位置关系的立体图。
[0036]
图11是表示图1所示的螺线管装置所包括的绕线管与绕组的位置关系的立体图。
[0037]
[附图标记说明]
[0038]
1:螺线管装置
[0039]
2:绕线管
[0040]
21:主体部
[0041]
22:法兰部
[0042]
22a:法兰部
[0043]
22b:法兰部
[0044]
23:桥接部
[0045]
231:肋
[0046]
232:间隙
[0047]
233:凹部
[0048]
234:凹部
[0049]
24:突出部
[0050]
241:倾斜面
[0051]
241a:倾斜面
[0052]
241b:倾斜面
[0053]
25a:第一位置限制部
[0054]
251:第一壁部
[0055]
252:第一遮蔽部
[0056]
25b:第二位置限制部
[0057]
253:第二壁部
[0058]
254:第二遮蔽部
[0059]
26:支撑部
[0060]
27a:第一缺口部
[0061]
271:终端
[0062]
27b:第二缺口部
[0063]
272:终端
[0064]
3:绕组
[0065]
31:一端部
[0066]
32:另一端部
[0067]
4a:第一端子
[0068]
41a:第一绕组连接部
[0069]
42a:第一导线连接部
[0070]
43a:上侧爪部(爪部)
[0071]
44a:第一圆周方向限制部
[0072]
441:第一爪部
[0073]
442:第一突出部
[0074]
45a:爪部
[0075]
4b:第二端子
[0076]
41b:第二绕组连接部
[0077]
42b:第二导线连接部
[0078]
43b:上侧爪部(爪部)
[0079]
44b:第二圆周方向限制部
[0080]
443:第二爪部
[0081]
444:第二突出部
[0082]
45b:爪部
[0083]
451:返回部
[0084]
5:线束
[0085]
51:第一导线
[0086]
511:一端部
[0087]
52:第二导线
[0088]
521:一端部
[0089]
53:第一包覆部
[0090]
54:第二包覆部
[0091]
55:束紧部
[0092]
20:树脂铸模部
[0093]
o2:中心轴
[0094]
o42a:中心轴
[0095]
o42b:中心轴
[0096]
α:切线方向
[0097]
β:切线方向
具体实施方式
[0098]
以下,基于附图所示的优选实施方式对本实用新型的螺线管装置进行详细说明。
[0099]
参照图1~图11,说明本实用新型的螺线管装置的实施方式。另外,以下,为了便于说明,将相互正交的三轴设定为x轴、y轴及z轴。作为一例,包含x轴与y轴的xy平面为水平,z轴为铅垂。在本说明书中,所谓上下方向、水平方向、上侧及下侧只是用来说明各部的相对位置关系的名称,实际的配置关系等也可以是这些名称所示的配置关系等以外的配置关系等。
[0100]
图1所示的螺线管装置1例如是用作组装于两轮车或四轮车等车辆的悬架装置的衰减力调整式缓冲器(减震器(shock absorber))的一部分的装置。螺线管装置1在用于衰减力调整式缓冲器的一部分时,能够抑制先导阀(pilot valve)的开阀压力。由此,能够控制衰减力调整式缓冲器中的工作油的流动,从而调整衰减力。
[0101]
如图1所示,螺线管装置1包括线束5,线束5的下侧的部分被树脂铸模(resin mold)部20覆盖。并且,如图2所示,螺线管装置1包括配置于树脂铸模部20的内侧的绕线管2、绕组3、第一端子4a及第二端子4b。
[0102]
绕线管2是中心轴o2与z轴方向(轴方向)平行的、即、沿z轴方向的筒状构件。在绕线管2的内侧,例如,配置沿z轴方向往返移动的柱塞(plunger)(未图示)等。
[0103]
绕线管2包括呈圆筒状的主体部21、以及主体部21的上侧及下侧分别扩径的法兰部22。以下,将上侧的法兰部22称为“法兰部22a”,将下侧的法兰部22称为“法兰部22b”。另外,法兰部22在本实施方式中是设置于主体部21的上侧及下侧两者,但是并不限定于此,例如,也可以设置于主体部21的上侧及下侧之中的一者,即,设置于z轴方向上的一侧,在另一侧则予以省略。
[0104]
而且,绕线管2包括:桥接部23,相对于法兰部22a设置于z轴方向正侧(轴方向一侧);支撑部26,支撑桥接部23;以及突出部24,从桥接部23向z轴方向正侧突出而设置。
[0105]
桥接部23呈板状,沿绕线管2的x轴方向(径向)延伸。
[0106]
支撑部26分别配置于桥接部23的x轴方向正侧及负侧,在法兰部22a上对桥接部23进行两端支承式支撑。
[0107]
在绕线管2的主体部21的外周部,沿圆周方向呈螺旋状缠绕绕组3。绕组3例如是包含铜等具有导电性的金属材料的金属线(wire)。绕组3在缠绕于绕线管2的主体部21时,存在成为缠绕始端侧的一端部31、以及成为缠绕末端侧的另一端部32。并且,一端部31是以从z轴方向负侧(轴方向另一侧)跨越法兰部22a导向z轴方向正侧的状态,抵达至后述第一绕组连接部41a(参照图5、图7、图10)。另一方面,另一端部32是以从z轴方向负侧跨越法兰部22a导向z轴方向正侧的状态,抵达至后述第二绕组连接部41b(参照图6、图8、图11)。
[0108]
相对于法兰部22a在z轴方向正侧,配置第一端子4a及第二端子4b。第一端子4a与
第二端子4b是在x轴方向上相隔而配置。在第一端子4a,电性连接绕组3的一端部31。在第二端子4b,电性连接绕组3的另一端部32。另外,第一端子4a及第二端子4b均是通过对例如包含铜等具有导电性的金属材料的板构件,实施穿孔或弯折等机械加工而获得。
[0109]
线束5将螺线管装置1与对螺线管装置1的工作进行控制的控制装置加以电性连接。如图1、图2所示,线束5包括第一导线51、第二导线52、第一包覆部53、第二包覆部54及束紧部55。
[0110]
第一导线51是沿z轴方向牵绕(而配置),所述第一导线51的一端部511与第一端子4a在z轴方向正侧电性连接。由此,第一导线51的一端部511与绕组3的一端部31呈经由第一端子4a电性连接的状态。
[0111]
第二导线52与第一导线51同样地沿z轴方向牵绕(而配置),所述第二导线52的一端部521与第二端子4b在z轴方向正侧电性连接。由此,第二导线52的一端部521与绕组3的另一端部32呈经由第二端子4b电性连接的状态。
[0112]
并且,通过将绕组3设为通电状态,而从绕组3产生磁场,能够使所述柱塞往返移动。如上所述,绕组3作为磁线而发挥作用。
[0113]
第一包覆部53及第二包覆部54包括树脂材料等绝缘材料。第一导线51的外周侧由第一包覆部53包覆(覆盖)。另外,一端部511从第一包覆部53露出。第二导线52的外周侧由第二包覆部54包覆(覆盖)。另外,一端部521从第二包覆部54露出。
[0114]
第一导线51与第二导线52连同第一包覆部53、第二包覆部54一起被束紧部55束紧。因此,能够容易地进行线束5的牵绕。
[0115]
如上所述,绕线管2包括桥接部23及突出部24。
[0116]
桥接部23是沿绕线管2的x轴方向(径向)延伸的呈板状的部分。因此,能够对第一导线51的一端部511及第二导线52的一端部521在彼此相反方向上从径向内侧向外侧进行导引(引导)。即,能够设为如下的状态:使第一导线51的一端部511从中心轴o2侧朝向x轴方向负侧,使第二导线52的一端部521从中心轴o2侧朝向x轴方向正侧。而且,在被桥接部23导引的目的地,能够将第一导线51的一端部511,插入至后述第一导线连接部42a而连接,能够将第二导线52的一端部521,插入至后述第二导线连接部42b而连接。
[0117]
如图3所示,在桥接部23,朝向z轴方向正侧,呈板状突出而设置肋231。肋231的突出高度在本实施方式中是与突出部24的突出高度相同,但是并不限定于此,例如,既可以高于突出部24的突出高度,也可以低于突出部24的突出高度。
[0118]
而且,在进行用于设置树脂铸模部20的树脂铸模时,肋231能够限制第一导线51的一端部511及第二导线52的一端部521的朝向y轴方向的移动。因此,能够稳定地维持一端部511与第一导线连接部42a的连接状态,并且能够稳定地维持一端部521与第二导线连接部42b的连接状态。
[0119]
而且,肋231是沿x轴方向(桥接部23的长度方向),空开间隔而配置多个。因此,在相邻的肋231彼此之间设置间隙232。在本实施方式中,设置有两个间隙232,一个间隙232面对第一导线连接部42a,另一个间隙232面对第二导线连接部42b。另外,沿x轴方向的肋231的配置数在本实施方式中是三个,但是并不限定于此,例如,也可以是两个或四个以上。
[0120]
而且,当进行树脂铸模时,液体的树脂材料能够流入至各间隙232,因此,第一导线连接部42a的周围由树脂材料充分填满,第二导线连接部42b的周围也由树脂材料充分填
满。由此,能够在液体的树脂材料已固化的树脂铸模部20内,稳定地固定第一端子4a及第二端子4b。
[0121]
突出部24是从桥接部23向z轴方向正侧突出而设置。突出部24位于第一导线51的一端部511与第二导线52的一端部521之间,能够容易地将一端部511与一端部521加以分断。因此,能够容易地使一端部511朝向第一导线连接部42a,并且能够容易地使一端部521朝向第二导线连接部42b。
[0122]
如图9所示,突出部24配置在绕线管2的中心轴o2所穿过的位置。因此,能够关于中心轴o2对称地配置第一导线51的一端部511与第二导线52的一端部521,在中心轴o2的延长线上均衡地牵绕线束5。
[0123]
而且,突出部24具有相对于绕线管2的中心轴o2倾斜的两个倾斜面241。两个倾斜面241隔着中心轴o2位于彼此相反侧,以下,将x轴方向负侧的倾斜面241称为“倾斜面241a”,将x轴方向正侧的倾斜面241称为“倾斜面241b”。当使第一导线51沿突出部24时,能够利用倾斜面241a,来防止不合理的力施加至第一导线51而产生扭结(kink)。同样地,当使第二导线52沿突出部24时,能够利用倾斜面241b,来防止不合理的力施加至第二导线52而产生扭结。
[0124]
如上所述,在绕线管2的z轴方向正侧,在x轴方向上相离地配置第一端子4a及第二端子4b。
[0125]
如图4~图6所示,第一端子4a包括:第一绕组连接部41a,在径向外侧,连接绕组3的一端部31;以及第一导线连接部42a,在径向内侧,连接第一导线51的一端部511。第二端子4b包括:第二绕组连接部41b,在径向外侧,连接绕组3的另一端部32;以及第二导线连接部42b,在径向内侧,连接第二导线52的一端部521。
[0126]
第一绕组连接部41a与第二绕组连接部41b是关于中心轴o2对称地配置。
[0127]
第一绕组连接部41a呈板状,是围绕与z轴方向平行的轴,从径向外侧向内侧弯折而塑性变形的部分。因此,能够夹着绕组3的一端部31而临时固定。并且,临时固定后,通过热熔接(熔融(fusing)),而进行正式固定。由此,将绕组3的一端部31牢固地固定于第一绕组连接部41a,因此,能够维持第一绕组连接部41a与一端部31的连接状态。而且,当绕组3的粗度(直径)小于构成第一端子4a的所述板构件的厚度时,特别优选的是第一绕组连接部41a呈板状。因此,能够容易地进行第一绕组连接部41a与一端部31的连接。
[0128]
与第一绕组连接部41a同样地,第二绕组连接部41b也是围绕与z轴方向平行的轴,从径向外侧向内侧弯折而塑性变形的部分。因此,能够夹着绕组3的另一端部32而临时固定。并且,临时固定后,通过热熔接,而进行正式固定。由此,将绕组3的另一端部32牢固地固定于第二绕组连接部41b,因此,能够维持第二绕组连接部41b与另一端部32的连接状态。而且,当绕组3的粗度小于第二绕组连接部41b的厚度时,优选的是第二绕组连接部41b呈板状。因此,能够容易地进行第二绕组连接部41b与另一端部32的连接。
[0129]
在第一绕组连接部41a与第二绕组连接部41b之间,关于中心轴o2对称地配置有第一导线连接部42a及第二导线连接部42b。
[0130]
第一导线连接部42a是中心轴o42a与x轴方向平行的筒状。第一导线连接部42a是朝向中心轴o42a侧压碎而塑性变形的部分。因此,能够压接插入至第一导线连接部42a的内侧的第一导线51的一端部511,并牢固地加以固定,由此,能够维持第一导线连接部42a与一
端部511的连接状态。而且,当第一导线51的粗度大于构成第一端子4a的所述板构件的厚度时,特别优选的是第一导线连接部42a呈筒状。因此,能够容易地进行第一导线连接部42a与一端部511的连接。
[0131]
与第一导线连接部42a同样地,第二绕组连接部41b也是中心轴o42a与x轴方向平行的筒状。第二绕组连接部41b是朝向中心轴o42b侧压碎而塑性变形的部分。因此,能够压接插入至第二导线连接部42b的内侧的第二导线52的一端部521,并牢固地加以固定,由此,能够维持第二导线连接部42b与一端部521的连接状态。而且,当第二导线52的粗度大于构成第二端子4b的所述板构件的厚度时,特别优选的是第二导线连接部42b呈筒状。因此,能够容易地进行第二导线连接部42b与一端部521的连接。
[0132]
如图4所示,第一端子4a包括位于z轴方向正侧的上侧爪部(爪部)43a、以及位于z轴方向负侧的下侧爪部45a。第二端子4b包括位于z轴方向正侧的上侧爪部(爪部)43b、以及位于z轴方向负侧的下侧爪部45b。
[0133]
上侧爪部43a与上侧爪部43b是关于中心轴o2对称地配置。而且,上侧爪部43a与上侧爪部43b均是朝向y轴方向正侧突出而设置。
[0134]
如图7、图8所示,上侧爪部43a与位于x轴方向上的最靠负侧的位置的肋231的凹部233从z轴方向正侧相接。由此,能够利用树脂铸模时的来自树脂材料的按压力来限制第一端子4a朝z轴方向负侧移动。即,在树脂铸模时,能够使第一端子4a的位置及姿势稳定。
[0135]
另一方面,上侧爪部43b与位于x轴方向上的最靠正侧的位置的肋231的凹部234从z轴方向正侧相接。由此,能够利用树脂铸模时的来自树脂材料的按压力来限制第二端子4b朝z轴方向负侧移动。即,在树脂铸模时,能够使第二端子4b的位置及姿势稳定。
[0136]
如图4所示,下侧爪部45a与下侧爪部45b是关于中心轴o2对称地配置。而且,下侧爪部45a与下侧爪部45b均是朝向y轴方向正侧突出而设置,包括发挥锚固(anchor)效果的多个返回部451。各返回部451是宽度(x轴方向上的长度)朝向y轴方向负侧逐渐增大的部分。而且,第一端子4a通过下侧爪部45a的返回部451,来防止从绕线管2脱落。第二端子4b通过下侧爪部45b的返回部451,来防止从绕线管2脱落。
[0137]
利用如上所述的结构的第一端子4a及第二端子4b,能够简化组装螺线管装置1时的组装工序。
[0138]
具体地说,首先,分别准备构成螺线管装置1的零件,即,绕线管2、绕组3、第一端子4a、第二端子4b及线束5(准备工序)。
[0139]
接着,将线束5的第一导线51压接固定于第一端子4a的第一导线连接部42a,并且将第二导线52压接固定于第二端子4b的第二导线连接部42b(导线连接工序)。
[0140]
并且,将绕组3预先设为缠绕于绕线管2的状态(绕组缠绕工序)。
[0141]
接着,将第一端子4a及第二端子4b插入至绕线管2而进行固定(端子固定工序)。
[0142]
接着,将缠绕于绕线管2的状态的绕组3的一端部31,通过热熔接固定于第一端子4a的第一绕组连接部41a,并且将另一端部32通过热熔接固定于第二端子4b的第二绕组连接部41b(绕组连接工序)。
[0143]
接着,进行树脂铸模(铸模工序)。
[0144]
通过依次经过所述各工序,而获得组装状态的螺线管装置1。特别是在导线连接工序中,能够取代先前以来进行的焊接操作,而进行压接操作。由此,使得导线连接工序的复
杂性低于焊接操作的复杂性,从而能够简化组装工序。
[0145]
然而,在铸模工序中,根据绕组3的一端部31或另一端部32从液体的树脂材料受到的力的大小的程度,绕组3的一端部31或另一端部32会受到按压而产生位置偏移,从而过度的张力有可能作用至所述一端部31或另一端部32而产生断线。
[0146]
因此,在螺线管装置1中,以防止绕组3的断线的方式而构成。以下,对断线防止结构进行说明。
[0147]
如图2所示,绕线管2包括第一位置限制部25a及第二位置限制部25b。而且,第一端子4a包括第一圆周方向限制部44a,第二端子4b包括第二圆周方向限制部44b。在螺线管装置1中,第一位置限制部25a、第二位置限制部25b、第一圆周方向限制部44a及第二圆周方向限制部44b成为用于防止断线的结构。
[0148]
第一位置限制部25a是在法兰部22a与第一圆周方向限制部44a(第一绕组连接部41a)之间限制绕组3的一端部31的x轴方向及z轴方向上的位置的部分。
[0149]
第一圆周方向限制部44a是在第一位置限制部25a与第一绕组连接部41a之间限制绕组3的一端部31的圆周方向,即,围绕中心轴o2的位置的部分。
[0150]
第二位置限制部25b是在法兰部22a与第二圆周方向限制部44b(第二绕组连接部41b)之间限制绕组3的另一端部32的x轴方向及z轴方向上的位置的部分。
[0151]
第二圆周方向限制部44b是在第二位置限制部25b与第二绕组连接部41b之间限制绕组3的另一端部32的圆周方向,即,围绕中心轴o2的位置的部分。
[0152]
如图5、图7所示,第一位置限制部25a包括第一壁部251及第一遮蔽部252。第一壁部251是从法兰部22a朝向z轴方向正侧突出而设置。第一遮蔽部252是从第一壁部251的上部朝向x轴方向负侧突出而设置。另外,法兰部22a与第一遮蔽部252的间隔优选的是例如与绕组3的直径相同或者稍大于绕组3的直径。关于第一位置限制部25a的沿y轴方向的长度(宽度),没有特别限定,可以设为任意的大小。
[0153]
法兰部22a与第一圆周方向限制部44a之间的绕组3的一端部31的牵绕状态如以下所述。并且,一端部31在牵绕于法兰部22a与第一圆周方向限制部44a之间的过程中,产生塑性变形。
[0154]
绕组3的一端部31跨越法兰部22a之后,暂时向朝向第一位置限制部25a的方向(径向外侧)被引导。在第一位置限制部25a中,一端部31与第一壁部251从x轴方向负侧相接,并且与第一遮蔽部252从z轴方向负侧相接。而且,一端部31远离第一位置限制部25a,向朝向第一圆周方向限制部44a的方向(径向内侧)被引导。通过获得如上所述的牵绕状态,可限制一端部31的x轴方向及z轴方向上的位置。
[0155]
如图5、图7所示,第一圆周方向限制部44a包括第一爪部441及第一突出部442。第一爪部441是朝向x轴方向负侧突出而设置。第一突出部442是从第一爪部441的突出方向前端部向z轴方向正侧突出而设置。
[0156]
第一位置限制部25a与第一绕组连接部41a之间的绕组3的一端部31的牵绕状态如以下所述。而且,一端部31在牵绕于第一位置限制部25a与第一绕组连接部41a之间的过程中,也产生塑性变形。
[0157]
绕组3的一端部31是向从第一位置限制部25a朝向第一圆周方向限制部44a的方向,即,向从z轴方向正侧观察时的以中心轴o2为中心的顺时针方向(圆周方向一侧)被引
导。在第一圆周方向限制部44a中,一端部31从y轴方向正侧与第一爪部441相接。并且,一端部31远离第一位置限制部25a,朝向以中心轴o2为中心的逆时针方向(圆周方向另一侧)被引导,而抵达至第一绕组连接部41a。如上所述,一端部31在顺时针方向与逆时针方向上往来,而获得蜿蜒着的牵绕状态。由此,一端部31的围绕中心轴o2的位置受到限制。而且,通过第一突出部442,可防止一端部31从第一爪部441脱落。
[0158]
在螺线管装置1中,通过利用第一位置限制部25a的限制与利用第一圆周方向限制部44a的限制的相乘效应,来维持绕组3的一端部31的位置及牵绕状态。因此,在铸模工序中,即使绕组3的一端部31从液体的树脂材料受到过度的力,也可以防止断线。
[0159]
如图9所示,第二位置限制部25b是关于中心轴o2,与第一位置限制部25a对称地配置。如图6、图8所示,第二位置限制部25b包括第二壁部253及第二遮蔽部254。第二壁部253是从法兰部22a向z轴方向正侧突出而设置。第二遮蔽部254是从第二壁部253的上部向x轴方向正侧突出而设置。另外,法兰部22a与第二遮蔽部254的间隔优选的是和法兰部22a与第一遮蔽部252的间隔同样地,例如,与绕组3的直径相同或者稍大于绕组3的直径。关于第二位置限制部25b的沿y轴方向的长度,也与第一位置限制部25a同样地,没有特别限定,可以设为任意的大小。
[0160]
法兰部22a与第二圆周方向限制部44b之间的绕组3的另一端部32的牵绕状态如以下所述。而且,另一端部32在牵绕于法兰部22a与第二绕组连接部41b之间的过程中,产生塑性变形。
[0161]
绕组3的另一端部32跨越法兰部22a之后,暂时向朝向第二位置限制部25b的方向(径向外侧)被引导。在第二位置限制部25b中,另一端部32与第二壁部253从x轴方向负侧相接,并且与第二遮蔽部254从z轴方向负侧相接。而且,另一端部32远离第二位置限制部25b,向朝向第二圆周方向限制部44b的方向(径向内侧)被引导。通过获得如上所述的牵绕状态,可限制另一端部32的x轴方向及z轴方向上的位置。
[0162]
如图4所示,第二圆周方向限制部44b是关于中心轴o2,与第一圆周方向限制部44a对称地配置。如图6、图8所示,第二圆周方向限制部44b包括第二爪部443及第二突出部444。第二爪部443是朝向x轴方向正侧突出而设置。第二突出部444是从第二爪部443的突出方向前端部向z轴方向正侧突出而设置。
[0163]
第二位置限制部25b与第二绕组连接部41b之间的绕组3的另一端部32的牵绕状态如以下所述。而且,另一端部32在牵绕于第二位置限制部25b与第二绕组连接部41b之间的过程中,也产生塑性变形。
[0164]
绕组3的另一端部32向从第二位置限制部25b朝向第二圆周方向限制部44b的方向,即,向从z轴方向正侧观察时的以中心轴o2为中心的逆时针方向(圆周方向另一侧)被引导。在第二圆周方向限制部44b中,另一端部32从y轴方向正侧与第二爪部443相接。而且,另一端部32远离第二位置限制部25b,朝向以中心轴o2为中心的顺时针方向(圆周方向一侧)被引导,而抵达至第二绕组连接部41b。如上所述,另一端部32在逆时针方向与顺时针方向上往来,而获得蜿蜒着的牵绕状态。由此,另一端部32的围绕中心轴o2的位置受到限制。并且,通过第二突出部444,可防止另一端部32从第二爪部443脱落。
[0165]
在螺线管装置1中,通过利用第二位置限制部25b的限制与利用第二圆周方向限制部44b的限制的相乘效应,来维持绕组3的另一端部32的位置及牵绕状态。因此,在铸模工序
中,即使绕组3的另一端部32从液体的树脂材料受到过度的力,也可以防止断线。
[0166]
而且,如图5、图6所示,在法兰部22a,优选的是设置第一缺口部27a及第二缺口部27b。
[0167]
如图9所示,第一缺口部27a是从法兰部22a的缘部,到比第一位置限制部25a更靠近绕线管2的中心轴o2侧的位置为止,切缺成直线状而设置。而且,第一缺口部27a在与绕线管2的主体部21的外周部相切的切线方向α上延伸。另外,在本实施方式中,切线方向α与y轴方向平行。
[0168]
而且,如图5、图10所示,当绕组3的一端部31跨越法兰部22a时,所述一端部31可以进入至第一缺口部27a的终端271为止,并以所述终端271为支点折回。因此,一端部31可防止从法兰部22a的位置偏移,从而稳定地限制x轴方向上的位置。如上所述,第一缺口部27a成为与第一位置限制部25a一并限制一端部31的x轴方向上的位置的限制部,有助于防止断线。另外,于终端271折回的一端部31在法兰部22a的上表面侧及下表面侧,均呈沿法兰部22a的面方向的状态。
[0169]
如图9所示,第二缺口部27b是从法兰部22a的缘部,到比第二位置限制部25b更靠近绕线管2的中心轴o2侧的位置为止,切缺成直线状而设置。而且,第二缺口部27b在与绕线管2的主体部21的外周部相切的切线方向β上延伸。另外,在本实施方式中,切线方向β与切线方向α同样地,与y轴方向平行。
[0170]
而且,如图6、图11所示,当绕组3的另一端部32跨越法兰部22a时,所述另一端部32能够进入至第二缺口部27b的终端272为止,并以所述终端272为支点折回。因此,另一端部32与一端部31同样地,可防止从法兰部22a的位置偏移,从而稳定地限制x轴方向上的位置。如上所述,第二缺口部27b成为与第二位置限制部25b一并限制另一端部32的x轴方向上的位置的限制部,有助于防止断线。另外,于终端272折回的另一端部32在法兰部22a的上表面侧及下表面侧,均呈沿法兰部22a的面方向的状态。
[0171]
另外,第一缺口部27a及第二缺口部27b两者在本实施方式中,是在绕线管2的主体部21的切线方向上延伸,但是并不限定于此,例如,也可以是第一缺口部27a及第二缺口部27b中的一者在切线方向上延伸,另一者在与所述切线方向不同的方向(例如相对于切线方向倾斜的方向)上延伸。
[0172]
如图9所示,第二缺口部27b的全长短于第一缺口部27a的全长。其原因在于,与缠绕始端的一端部31侧相比,缠绕末端的另一端部32侧的主体部21上的绕组3的缠绕直径更大。即,其原因在于,与缠绕始端的一端部31进入至第一缺口部27a的位置(终端271)相比,缠绕末端的另一端部32进入至第二缺口部27b的位置(终端272)更远离中心轴o2。
[0173]
以上,对本实用新型的螺线管装置说明了图示的实施方式,但是本实用新型并不限定于此,构成螺线管装置的各部能够替换成可发挥同样功能的任意结构的部件。而且,也可以添加任意的构成物。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1