一种应用于工业设备轴承的智能在线润滑装置的制作方法
1.本实用新型涉及润滑系统技术领域,尤其涉及一种应用于工业设备轴承的智能在线润滑装置。
背景技术:
2.对于热电、冶金、矿山、石油石化行业来说,生产过程中需要使用大量的机械设备。润滑控制器系统用来实现设备轴承的润滑,从而实现设备的正常运转,延长设备寿命,减少能源消耗。现有的润滑系统部分采用单线递进式集中润滑系统,包括润滑泵、供油管路、分支管路各级递进式分配器以及电控部分。泵站输出润滑脂,通过一级分配器由一路出油变成多路输油。这些多路出油再由二级分配器分成更多的分支油路,可以根据需要增加三级分配器。这样通过递进的方式分散供应至给油部位,便组成了单线递进式油路。润滑完成之后,系统按照电控箱内设置的给油时间进行计时,计时时间到之后进行下一次给油动作。单线递进式集中润滑系统存在一个严重的弊端,当系统中有一个润滑点发生堵塞故障时,会造成相互串联的所有润滑点得不到润滑,且故障点难以发现、难以及时维护维修。因此,这种润滑系统风险很高。也有部分双线式集中润滑系统包括电动润滑泵、电动/ 电磁换向阀、双线给油器、干油过滤器、压差开关/压力操纵阀、电控柜、两条供油主管路以及若干供油支管路。润滑泵输出润滑脂,由一条主管路将油脂输送到双线分配器,经过双线分配器定量地将油脂分配到各润滑点处。供油主管路末端装有压差开关/压力操纵阀(两条主管路各安装一个),当末端压力达到设定值,向电控柜发送信号,换向阀换向,润滑泵输出润滑脂经由另一条供油管路输送到双线分配器,经过双线分配器定量的分配到各润滑点处。至此完成一次完整的给油过程。电控柜内的时间继电器按照设定的给油时间进行计时,计时时间到,系统开始下一次供油动作。双线集中润滑系统中,各润滑点是一种分组并联的关系,克服了单线系统中一个点堵,多点不能得到润滑的弊端。但当系统因为某处泄漏等原因造成两线差压降低时,整个润滑系统可能因为主管不换向而瘫痪;系统中有润滑点出现堵塞故障时,难以及时发现,更难以找到故障的具体位置;各润滑点的实际供油量和设定值之间会有较大差别,润滑油的供给量难以得到切实保证。正是因为双线集中润滑供油的具体情况不清,实际应用时,为了保障设备润滑的需要,常采取超量供油方式,造成润滑油脂严重浪费。
技术实现要素:
3.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种应用于工业设备轴承的智能在线润滑装置。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种应用于工业设备轴承的智能在线润滑装置,包括主控箱、电磁阀箱、润滑泵、加油泵、润滑部以及温度振动传感器,所述主控箱包括plc控制器以及与所述plc控制器电连接的触摸屏,所述电磁阀箱包括信号采集器、压力变送器、电磁阀、霍尔接近开关及给油阀块,所述主控箱与所述压力变送器以及电磁阀箱电连接,所述电磁阀箱与所述温度振动
传感器电连接,所述温度振动传感器设置在所述润滑部上。
6.优选的,所述主控箱内还设置有空气开关、电机保护开关、接触器、中间继电器、开关电源、按钮、指示灯。
7.优选的,还包括上位机,所述上位机与所述主控箱电连接。
8.优选的,所述润滑泵的一端设置有润滑泵主回路接触器,所述润滑泵主回路接触器的一端设置有第二开关,所述加油泵的一端设置有加油泵主回路接触器,所述加油泵主回路接触器的一端设置有第三开关,所述第二开关与所述第三开关并联后串联有第一开关。
9.优选的,所述plc控制器与所述信号采集器电连接,所述信号采集器上电连接有压力变送器、温度振动传感器、霍尔接近开关以及电磁阀。
10.本实用新型的有益效果是:
11.本实用新型主控系统和子站的控制箱通过串口通讯连接,每个子站控制箱可以带多个注油点,能够根据实际的需要配置不同数量的子站控制箱以满足使用要求。plc控制器和触摸屏通过以太网通讯,对系统的运行状态进行实时监控;还可以通过触摸屏对系统的参数进行设置。配置温度振动传感器,实时监测注油点处轴承的运行状态,并可根据传感器反馈的信号实现自动补脂功能。配置压力变送器,可以根据压力变送器的状态对管路的泄露堵塞等故障进行判断。数据存储系统对检测到的数据进行实时存储。
附图说明
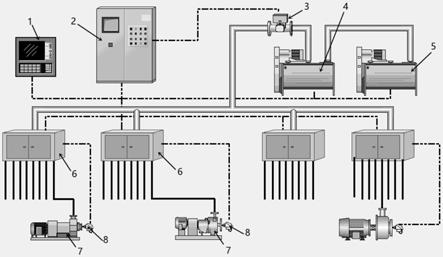
12.图1为本实用新型提出的一种应用于工业设备轴承的智能在线润滑装置的结构示意图;
13.图2为本实用新型提出的一种应用于工业设备轴承的智能在线润滑装置的原理图。
14.图中:1上位机、2主控箱、3压力变送器、4润滑泵、5加油泵、 6电磁阀箱、7润滑部、8温度振动传感器、9第一开关、10第二开关、11第三开关、12润滑泵主回路接触器、13加油泵主回路接触器、 14开关电源、15触摸屏、16plc控制器、17霍尔接近开关、18信号采集器、19电磁阀。
具体实施方式
15.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
16.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
17.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中所使用的术语只是为了描述具体的实施方式的
目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
18.请参照图1-2,一种应用于工业设备轴承的智能在线润滑装置,包括主控箱2、电磁阀箱6、润滑泵4、加油泵5、以及温度振动传感器8,所述主控箱包括plc控制器16以及与所述plc控制器16电连接的触摸屏15,所述电磁阀箱6包括信号采集器18、压力变送器3、电磁阀19、霍尔接近开关17及给油阀块,所述主控箱2与所述压力变送器3以及电磁阀箱6电连接,所述电磁阀箱6与所述温度振动传感器8电连接,所述设置在所述润滑部7上。
19.进一步的,所述主控箱内还设置有空气开关、电机保护开关、接触器、中间继电器、开关电源14、按钮、指示灯。
20.进一步的,还包括上位机1,所述上位机1与所述主控箱2电连接。
21.进一步的,所述润滑泵4的一端设置有润滑泵4主回路接触器 12,所述润滑泵4主回路接触器12的一端设置有第二开关10,所述加油泵5的一端设置有加油泵5主回路接触器13,所述加油泵5主回路接触器13的一端设置有第三开关11,所述第二开关10与所述第三开关11并联后串联有第一开关9。
22.进一步的,所述plc控制器16与所述信号采集器18电连接,所述信号采集器18上电连接有压力变送器3、温度振动传感器8、霍尔接近开关17以及电磁阀19。
23.plc控制器16实现整个系统的逻辑控制,包括润滑泵4、加油泵 5的启停、轴承状态在线监测、故障报警及数据存储等。触摸屏15 实时显示设备的润滑状态,并可以通过触摸屏15对润滑参数进行更改。信号采集器18采集支管路的压力值、润滑点处轴承的温度值振动值并传输至plc控制器16。plc控制器16和信号采集器18进行通讯来实现润滑点状态的采集及润滑控制。压力变送器3监测管路的压力,从而对管路的堵塞、泄漏等故障进行判断。温度振动传感器8实时监测轴承的温度及振动状态。
24.本实施方式中,第一开关9作为系统的总电源开关,第二开关 10、第三开关11分别为润滑泵4和加油泵5的保护开关,第一开关 9连接有润滑泵主回路接触器12,第二开关10连接有加油泵主回路接触器13,开关电源14为系统提供直流24v电源。plc控制器16作为系统的核心,与触摸屏15通过以太网通讯。压力变送器3采集主管的供油压力传送给plc控制器16,以供plc控制器16对系统的压力进行判断。plc控制器16与信号采集器18之间采用rs485串口通讯,信号采集器18将采集到的温度、振动、压力以及霍尔接近开关 17的状态等传送给plc控制器16,plc控制器16将电磁阀19的控制信号传送给信号采集器18执行相应动作。具体的,润滑泵4启动后,主管路压力升高,待压力达到设定的压力值,注油点对应的电磁阀19得电,此时油脂推动阀块内柱塞动作并开始计时,此时管路压力降低;当柱塞运动到极限位置,阀块内的霍尔接近开关17监测到柱塞的位置后计时停止,同时程序记录下该时间;之后管路压力升高,待压力达到设定的压力值,电磁阀19断电,柱塞反向动作并开始计时,当达到柱塞动作时间后,完成一次注油动作。
25.进一步的,补脂的方式可以分为自动补脂和手动补脂。
26.在手动补脂的方式中,单独设定每个注油点的补脂量及每个注油点的电磁阀19是否启动。
27.在自动补脂的方式中,又分三种不同的补脂模式
28.a)定时定量模式:
29.该模式下,每个注油点可以单独设定补脂量以及补脂间歇时间。设定完成之后,系统会根据各个点的补脂量以及间歇时间进行自动的逐点补脂。系统会实时监测所有注油点的间歇时间,任意注油点间歇时间到后,即启动润滑泵4对该点进行补脂,补脂结束后,润滑泵4 会延时运行5s,若在5s内,没有其他注油点间歇时间到,则润滑泵 4停止运行,系统继续对所有注油点的间歇时间进行监测。
30.在润滑泵4停止的补脂间歇过程中,可以手动输入注油点号,则系统会即刻对该点按照设定的补脂量进行补脂,而不论其间歇时间是否计时结束。待补脂完成之后,该点的间歇时间会按照设定的间歇时间进行重新计时。
31.b)振动控制模式:
32.该模式下,注油点的补脂不受补脂间歇时间的限制,对注油点处的轴承振动状态进行实时监测,当监测到的振动值(三个轴向x/y/z 任意一个方向的振动值)超过设定的振动阈值,则启动润滑泵4对该注油点按照设定的补脂量进行补脂。
33.与定时定量补脂一样,在润滑泵4停止的间歇过程中,可以对任意注油点进行手动补脂
34.c)复合补脂模式:
35.该模式为前两种模式的结合;在定时定量补脂的基础上,增加振动控制补脂;定时定量补脂的优先级高于振动控制补脂。
36.需要说明的是,在待润滑设备轴承不工作的情况下,某些特定的注油点是不需要注油的;此时,可以通过触摸屏15设置关闭电磁阀 19来关闭该注油点。电磁阀19关闭之后,之后的逐点给油过程会自动跳过该注油点,对其他注油点进行补脂。
37.进一步的,加油泵5运行分为手动和自动两种方式。
38.在手动方式下,可以人为控制加油泵5的启动停止,以及启动时间的长短。按下启动按钮,加油泵5启动,按下停止按钮加油泵5停止。
39.在自动方式下,加油泵5的启停受润滑油箱液位开关的控制,当润滑油箱到达低液位后,加油泵5自动启动;当低液位信号消失后,则加油泵5停止运行。
40.本实施方式中,还包括故障报警装置,故障报警包括:润滑泵4 过载、加油泵5过载、油箱液位低、管路堵塞、管路泄露、电磁阀 19堵塞、压力变送器3断线、润滑点轴承温度异常、润滑点轴承振动异常、温振传感器断线。
41.本实用新型主控系统和子站的控制箱通过串口通讯连接,每个子站控制箱可以带多个注油点,能够根据实际的需要配置不同数量的子站控制箱以满足使用要求。plc控制器16和触摸屏15通过以太网通讯,对系统的运行状态进行实时监控;还可以通过触摸屏15对系统的参数进行设置。配置温度振动传感器8,实时监测注油点处轴承的运行状态,并可根据传感器反馈的信号实现自动补脂功能。配置压力变送器3,可以根据压力变送器3的状态对管路的泄露堵塞等故障进行判断。数据存储系统对检测到的数据进行实时存储。
42.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1