异形硅胶管的制作方法
1.本实用新型属于管件技术领域,具体的说是涉及按照设计要求制成特定曲线形状的异形硅胶管。
背景技术:
2.异形硅胶管是指为了满足特定安装空间要求,做成特定的曲线形状的一类硅胶管,常见于汽车中。汽车中所使用的硅胶管要求具有优异的耐高低温、耐腐蚀、耐高压、耐油等性能,尤其是汽车发动机的进气系统与排气系统、制冷器的进气管与出气管等。
3.目前,汽车改装领域用的一种硅胶管由胶片及粘附于其上增强层通过绕卷形成管体结构,再通过硫化成型制得,具备优异的耐高低温、耐高压、耐腐蚀等性能。其加工过程为:将硅胶压延加工成一定厚度的胶片,在胶片的单面或双面上贴附一层增强层,并对胶片进行裁剪形成规定尺寸,再将胶片绕卷到芯模上形成管体结构,通过硫化的方式使胶管成型,最后进行水压脱芯得到成品的硅胶管。然而,在上述的加工过程中,胶片在芯模上通常需要通过人工的方式进行绕卷,其绕卷所需时间长,操作复杂,从而导致生产效率低、人工成本高。为了解决这个问题,申请人从生产工艺的角度出发,研发了一款胶管绕卷加工装置,并申请了专利(cn 201820937782.5),使用该装置生产胶管时,将胶片的长边放置在胶管芯模上,由驱动电机驱动转轴通过三爪卡盘带动胶管芯模转动,实现胶片的自动绕卷,能够有效提高硅胶管的生产效率,降低人工成本。但是,整个卷绕过程仍需人工操作才能完成,对工人的熟练程度要求较高,稍有不慎,就可能产生瑕疵,影响产品质量。此外,上述现有技术的硅胶管,为达到硅胶管的强度要求,增强层往往需要卷绕较多圈数(可参见cn 201820949015.6),增强层材料用量较大,成本较高。
4.由于上述问题的存在,现有技术的异形硅胶管产品,成本居高不下,产能低,推广难度大,目前仍局限于在改装件领域流行,很难进入汽车配套市场。
技术实现要素:
5.为了克服上述现有技术中的不足,本实用新型提供了一种异形硅胶管。本实用新型的异形硅胶管由内胶层、增强层及外胶层组成,增强层为管状织物或为由多层管状织物复合而成,满足强度要求的前提下,材料用量少,同时生产过程产生的边角料较少,材料成本低;此外,增强层采用管状织物,管体不需要卷绕成型,从而内胶层和外胶层可以挤出成型,使得制造更加容易,也有利于控制成本;特定的增强层结构,还方便在硫化前将管体折弯成设计要求的曲线形状,并使折弯处的强度符合强求;按照特定的工艺步骤制得,生产效率高,制造成本低。
6.为实现上述目的,本实用新型提供了如下技术方案:
7.异形硅胶管,包括内胶层、增强层和外胶层;所述增强层包覆于所述内胶层的外侧,所述外胶层包覆于所述增强层的外侧,所述内胶层、增强层和外胶层通过硫化复合成整体;所述内胶层和外胶层为挤出成型的管状结构,所述增强层为单层管状织物或包含多层
管状织物的复合结构;所述管状织物由针织机织造而成;所述内胶层和所述外胶层为硅橡胶;所述管状织物由芳纶纤维纱或聚酯纤维纱织造而成。
8.与现有技术相比,本实用新型的异形硅胶管包括内胶层、增强层、外胶层,其中增强层为单层管状织物或包含多层管状织物的复合结构,满足强度要求的前提下,相比现有技术的卷绕结构,材料用量较少,且生产过程产生的边角料少,材料成本低;同时,增强层采用管状织物或其复合结构,因管体不需要卷绕成型,从而内胶层和外胶层可以挤出成型,使得制造更加容易,也有利于节约人工成本;此外,增强层中的管状织物为针织结构,在管体轴向上允许的形变量较大,容易弯曲,从而使得允许折弯的角度较大,有利于在硫化工序之前,将未硫化的硅胶管折弯成符合特定设计要求的曲线形状,且保证折弯部位的强度能够符合要求。
9.作为优化,前述的异形硅胶管中,所述增强层包含多层管状织物,相邻两层管状织物之间设有挤出成型的连接胶层。增强层包含多层织物的设计,管体强度高,相邻两层管状织物之间的连接胶层能很好将其连接成整体,使用寿命长。
10.作为优化,前述的异形硅胶管中,所述增强层为包含两层管状织物的复合结构,位于内侧的管状织物由芳纶纤维纱织成,位于外侧的管状织物由聚酯纤维纱织成。芳纶纤维强度较高,聚酯纤维弹性较高,两者组合使用,外侧的管状织物容易弯曲,进入硫化工序前,将硅胶管折弯成符合特定设计要求的曲线形状时受到的阻力较小。
11.作为优化,前述的异形硅胶管中,所述增强层中,位于外侧的管状织物的织密较位于内侧的管状织物的织密小。管状织物的织密越大,允许弯曲的范围就越小,且位于外侧的管状织物更不容易弯曲,将位于外侧的管状织物的织密设置的小一些,可以使异形硅胶管允许的弯曲幅度较大。
12.作为优化,前述的异形硅胶管中,所述管状织物可以由股线织造而成。采用股线针织得到管状织物,相比于采用单纱针织,可以获得更高的强度。
13.作为优化,前述的异形硅胶管中,所述外胶层的厚度较所述内胶层的厚度的小。内胶层厚度较外胶层厚度大,进入硫化工序前,将硅胶管折弯成符合特定设计要求的曲线形状时受到的阻力较小,且内胶层较厚,还可以更好的保护增强层,使得胶管更不容易损坏。
14.作为优化,前述的异形硅胶管中,所述内胶层由挤出成型的第一内胶层和第二内胶层组成,所述第二内胶层包覆于第一内胶层外侧。将内胶层设计成由第一内胶层和第二内胶层组成的复合结构,相比单层结构,硫化前的胶管更容易弯曲,使得进入硫化工序前,更加容易将硅胶管折弯成符合特定设计要求的曲线形状。
15.作为优化,前述的异形硅胶管中,所述第一内胶层的厚度大于所述第二内胶层的厚度。第一内胶层的厚度大于第二内胶层的厚度,可以进一步使得硫化前的胶管容易折弯。
16.作为优化,前述的异形硅胶管中,所述外胶层由挤出成型的第一外胶层和第二外胶层组成,所述第二外胶层包覆于第一外胶层外侧。将外胶层设计成由第一外胶层和第二外胶层组成的复合结构,相比单层结构,硫化前的胶管更容易弯曲,使得进入硫化工序前,更加容易将硅胶管折弯成符合特定设计要求的曲线形状。
17.作为优化,前述的异形硅胶管中,所述第一外胶层的厚度大于所述第二外胶层的厚度。第一外胶层的厚度大于第二外胶层的厚度,可以进一步使得硫化前的胶管容易折弯。
附图说明
18.图1是本实用新型实施例1中的异形硅胶管的外形结构示意图;
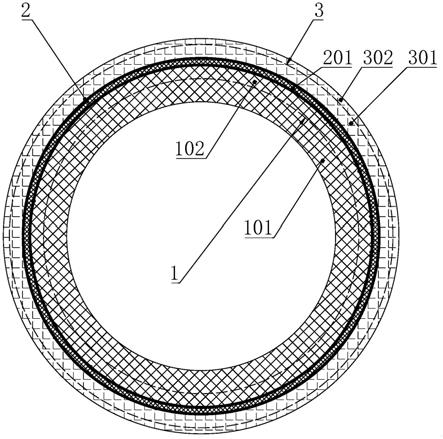
19.图2是图1中的异形硅胶管的截面结构示意图。
20.附图中的标记为:1
‑
内胶层,101
‑
第一内胶层、102
‑
第二内胶层; 2
‑
增强层,201
‑
连接胶层;3
‑
外胶层,301
‑
第一外胶层、302
‑
第二外胶层。
具体实施方式
21.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。以下实施例中,未详细说明的内容均为本领域技术常识。
22.实施例(参见图1和图2):
23.异形硅胶管,包括内胶层1、增强层2和外胶层3;所述增强层 2包覆于所述内胶层1的外侧,所述外胶层3包覆于所述增强层2的外侧,所述内胶层1、增强层2和外胶层3通过硫化复合成整体;所述内胶层1和外胶层3为挤出成型的管状结构,所述增强层2为单层管状织物或包含多层管状织物的复合结构;所述管状织物由针织机织造而成;所述内胶层1和所述外胶层3为硅橡胶;所述管状织物由芳纶纤维纱或聚酯纤维纱织造而成;
24.本实施例中,所述增强层2包含多层管状织物,相邻两层管状织物之间设有挤出成型的连接胶层201。具体的,本实施例中,所述增强层2为包含两层管状织物的复合结构,位于内侧的管状织物由芳纶纤维纱织成,位于外侧的管状织物由聚酯纤维纱织成。
25.本实施例中,所述增强层2中,位于外侧的管状织物的织密较位于内侧的管状织物的织密小。
26.本实施例中,所述管状织物由双股线织造而成。
27.本实施例中,所述外胶层3的厚度较所述内胶层1的厚度的小。具体的,内胶层1的厚度为2.5mm,外胶层3的厚度为1.5mm。
28.本实施例中,所述内胶层1由挤出成型的第一内胶层101和第二内胶层102组成,所述第二内胶层102包覆于第一内胶层101外侧。
29.本实施例中,所述第一内胶层101的厚度大于所述第二内胶层 102的厚度。具体的,第一内胶层101的厚度为1.5mm,第二内胶层的厚度为1mm。
30.本实施例中,所述外胶层3由挤出成型的第一外胶层301和第二外胶层302组成,所述第二外胶层302包覆于第一外胶层301外侧。
31.本实施例中,所述第一外胶层301的厚度大于所述第二外胶层 302的厚度。具体的,第一外胶层301的厚度为0.8,第二外胶层的厚度为0.7mm。
32.上述实施例的异形硅胶管在生产线上的生产过程可以如下:
33.①
挤出成型第一内胶层101;
②
挤出成型第二内胶层102对第一内胶层101形成包覆,获得内胶层1;
③
用针织机织造位于内侧的管状织物,对内胶层1形成包覆;
④
挤出成型连接胶层201,对位于内侧的管状织物形成包覆;
⑤
利用针织机织造位于外侧的管状织物,对连接胶层201形成包覆,获得增加层2;
⑥
在增强层2外侧挤出成型第一外胶层301,对增强层2形成包覆;
⑦
挤出成型第二外胶层302,对第一外胶层301形成包覆,获得外胶层3;
⑧
按照产品设计长度切断,利用模具使其弯曲成设计要求的曲线形状,硫化后得产品。
34.需要指出的是,本实用新型的异形硅胶管并不限于上述实施例中的形状,也可以
制成其它曲线形状。当然,本实用新型的异形硅胶管也不限于上述实施例中的参数设置。
35.本实用新型中,增强层2中的管状织物由针织机织造获得,硅胶管允许折弯角度超过135
°
,即硅胶管可以具有弯度角α达到135
°
的折弯。
36.上述对本技术中涉及的实用新型的一般性描述和对其具体实施方式的描述不应理解为是对该实用新型技术方案构成的限制。本领域所属技术人员根据本技术的公开,可以在不违背所涉及的实用新型构成要素的前提下,对上述一般性描述或/和具体实施方式(包括实施例)中的公开技术特征进行增加、减少或组合,形成属于本技术保护范围之内的其它的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1