一种挤出软管及其工装的制作方法
1.本实用新型属于软管技术领域,尤其是涉及一种挤出软管及其工装。
背景技术:
2.挤出软管有着巨大的市场前景,其中挤出软管的伸缩能力是其在市场竞争中获得优势的关键,为了增加挤出软管的伸缩能力,组成挤出软管的伸缩单元通常会设置成褶皱状,当多个褶皱状的伸缩单元组成挤出软管之后,拉伸挤出软管,则就是拉伸伸缩单元的褶皱,压缩伸缩挤出软管,则是压缩伸缩单元的褶皱,如此,保证了挤出软管的伸缩能力,但是挤出软管内壁会因为伸缩单元形成大量的凹槽,这些凹槽会在挤出软管的使用中积攒大量的灰尘,另一方面,在挤出软管需要有气流流动时,挤出软管内布置的大量凹槽,会让进入挤出软管内气流发生回旋,以产生大量的噪音
技术实现要素:
3.本实用新型为了克服现有技术的不足,提供一种的挤出软管及其工装。
4.为了实现上述目的,本实用新型采用以下技术方案:一种挤出软管,包括由多个基条所形成的软管主体,所述基条一端设有第一槽口,另一端设有弯折部,多个所述基条螺旋盘绕并横向连接形成所述软管主体的柔性壁,所述第一槽口设置在所述柔性壁的内壁上;其中两个相邻的所述基条中,第一个所述基条的弯折部插入至另一个所述基条的第一槽口入口处,且所述第一个所述基条的弯折部封闭所述第一槽口的入口,所述弯折部设置为弧形。
5.本实用新型通过设置的弯折部,能够在多个基条相互螺旋缠绕并横向连接为挤出软管时,挡住软管内壁上的凹槽,从而保证挤出软管内壁的平整,减少啸叫。
6.可选的,所述基条包括顺次连接为一体的第一竖部、弧形部、第二竖部、第一横部及第三竖部;所述第一竖部、弧形部及第二竖部形成所述第一槽口,所述第二竖部、第一横部及第三竖部形成第二槽口,所述第一槽口和所述第二槽口朝向相反,所述弯折部设于所述第三竖部上。
7.可选的,所述弯折部的弯折方向与所述第二槽口的开口方向相同。
8.可选的,所述弯折部通过第二横部与所述第三竖部相连,所述第二横部和所述第一横部的延伸方向相互平行。
9.可选的,所述弯折部一端和所述第二横部相连,另一端指向所述第三竖部。
10.可选的,所述延伸部的厚度小于所述第一横部的厚度,设所述第一横部的厚度为a,所述延伸部的厚度为b,则a:b=1:(0.35-0.75)。
11.本实用新型还提供一种工装,用于生产所述的挤出软管,包括挤出机本体,所述挤出机本体包括架体、设于所述架体上的缠绕轴、设于所述架体上变径机构及设于所述架体上的缠绕主轴,其中变径结构包括导向辊和用于驱动导向辊上下活动的驱动组件。
12.可选的,所述缠绕轴上设有转盘,所述转盘上依次设有第一环形凸起、第二环形凸
起以及第三环形凸起,所述第一环形凸起和所述第二环形凸起之间的间隙小于所述第二环形凸起和所述第三环形凸起之间的缝隙。
13.可选的,所述缠绕主轴设于所述缠绕轴的下方,且所述缠绕主轴上设有多个螺旋叶轮。
14.综上所述,本实用新型通过设置的弯折部,能够在多个基条相互螺旋缠绕并横向连接为挤出软管时,挡住软管内壁上的凹槽,从而保证挤出软管内壁的平整,减少啸叫。
附图说明
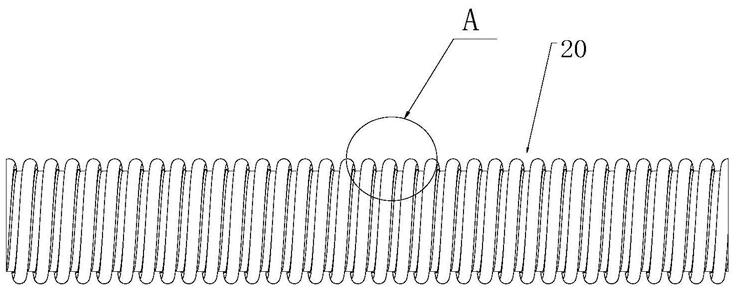
15.图1为本实用新型中挤出软管的正视图。
16.图2为图1中a处基条的截面图。
17.图3为图2中单个基条的截面图。
18.图4为本实用新型用于生产挤出软管的工装的立体图。
19.图5为图4中的正视图。
20.图6为图5中a-a处剖视图。
具体实施方式
21.为了使本技术领域的人员更好的理解本实用新型方案,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述。
22.为了让挤出软管具有更好的伸展性,通常将挤出软管用具有弹性的材料制成,同时,为了进一步的增加挤出软管的收缩性,会选用多个伸缩单元盘旋并横向连接,通过将基条设计为具有伸缩能力的结构,如此挤出软管将会有多个具有伸缩能力的伸缩单元所构成。
23.参考图3,一种基条,包括顺次连接为一体的第一竖部101、弧形部102、第二竖部103、第一横部104及第三竖部105;基条整体为条状结构,基条的首尾相连可以围拢成环状,进而多个基条通过螺旋盘绕并横向连接的方式,可以形成管状结构,单个基条构成了上述管状结构的最小伸缩单元。
24.第二竖部103其中一端通过弧形部102与第一竖部101相连,另一端通过第一横部104与第二竖部103相连,且第一竖部101、弧形部102及第二竖部103形成第一槽口11,第一槽口11的开口向下,第二竖部103、第一横部104及第三竖部105形成第二槽口12,第二槽口12的开口向上。在本实施例中,上述的第一槽口11和第二槽口12开口方向的上下主要是指,第一槽口11和第二槽口12的开口方向朝向两个相反的方向,第一竖部101、弧形部102、第二竖部103、第一横部104及第三竖部105能够形成为波浪状,以实现单个基条10的伸缩性提升。
25.进一步的,第一竖部101、弧形部102、第二竖部103、第一横部104以及第三竖部105组成基条10的主体,并且基条10的横截面为近似“s”状。进而横向拉伸基条10,会将第一竖部101、第二竖部103以及第三竖部105向着第一横部104的布置方向展平,同时将弧形部102拉直,如此,基条10具有一定的伸缩能力。
26.为了增加挤出软管的伸缩能力,组成挤出软管的伸缩单元通常会设置成褶皱状,当多个褶皱状的伸缩单元组成挤出软管之后,拉伸挤出软管,则就是拉伸伸缩单元的褶皱,
压缩伸缩挤出软管,则是压缩伸缩单元的褶皱,如此,保证了挤出软管的伸缩能力,但是挤出软管内壁会因为伸缩单元形成大量的凹槽,这些凹槽会在挤出软管的使用中积攒大量的灰尘,另一方面,在挤出软管需要有气流流动时,挤出软管内布置的大量凹槽,会让进入挤出软管内气流发生回旋,从而产生噪音。
27.参考图2-3,基条10具有第一槽口11和第二槽口12,且第一槽口11和第二槽口12的朝向不同,所以在将多个基条10组成挤出软管之后,挤出软管的内壁必然具有凹槽,如此,则会在挤出软管使用中产生噪音,并在凹槽内积攒污垢。
28.为此,通过在基条10上设置挡部的方式,将其中的第一个槽口挡住。参考图2,基条10上还设有延伸部106,延伸部106设于第一横部104上,第三竖部105布置在延伸部106和第一横部104之间。
29.具体的,第一横部104和第三竖部105通过连接部1041相连,延伸部106包括第二横部106a和弯折部106b,其中,第二横部106a一端和连接部1041相连,另一端和弯折部106b相连。并且第一横部104和第二横部106a处于同一水平线上,如此,第一横部104、第二横部106a以及第三竖部105的横截面组成“t”形。
30.弯折部106b为设于延伸部106末端弯折的部分,其中弯折部106b一端和第二横部106a相连,另一端弯折,其中弯折部106b的末端指向第三竖部。
31.如此,当多条基条10横向相连时,延伸部106能够对下一条基条10的凹槽进行封堵。
32.参考图1-3,一种挤出软管,该挤出软管由上述的多条基条10所组成,该挤出软管包括软管主体20,软管主体20由多个上述基条10螺旋盘绕并横向连接所形成的柔性壁所组成,即第一个基条(ⅰ)10的第一竖部101卡入第二个基条(ⅱ)10的第二槽口12,上述第二个基条(ⅱ)10的第三竖部105卡入上述第一个基条(ⅰ)10的第一槽口11,且上述第一个基条10的第一竖部101和上述第二个基条(ⅱ)10的第三竖部105相互连接,以此类推,多个基条10螺旋盘绕并横向连接形成软管主体20的柔性壁。
33.在本实施例中,多个基条10之间通过胶水粘接,当然在其余实施例中,也可以通过焊接或者其余方式,让基条10进行连接。
34.进一步的,弧形部102突出的一侧形成软管主体20的外壁,弧形部102内凹的一侧,形成软管主体20内凹槽,第一横部104形成软管主体20的内壁。
35.进而,当软管主体20被拉伸时,第一竖部101、第二竖部103以及第三竖部105将会被拉伸至倾斜状态,如此,以延长软管主体20。
36.其中,第一竖部101、弧形部102以及第二竖部103所形成的第一槽口11朝向软管主体20的内侧,并且每两个相邻的基条10之间,其中一个基条10的延伸部106将会布置另一个基条10的第一槽口11内,如此,软管主体20内壁上的凹槽将会被延伸部106所堵住。
37.进一步的,在两个相邻的基条10之间,第二横部106a沿着与第一横部104相同的方向所布置,进而第一个基条(ⅰ)10的第二横部106a恰好布置在第二个基条(ⅱ)10的第一槽口11的开口处,同时上述第一个基条(ⅰ)10的弯折部106b弯折,将会弯折入第二个基条10(ⅱ)的第一槽口11内,并且第一个基条10(ⅰ)的弯折部106b向外凸出的部分将会与第二个基条10(ⅱ)的第一竖部101相互抵接。
38.如此,通过设置的弯折部106b,在软管主体20发生形变、弯折等各种情况时,延伸
部106能够一直将第二槽口12所封死,以实现对软管主体20内部的凹槽进行实时封堵。
39.因为,形成软管主体20内壁的主要部分为第一横部104,而需要延伸部106对软管主体20内壁的凹槽进行封闭,为此,需要增加第一横部104的厚度,以保证软管主体20的强度,同时降低延伸部106的厚度,以保证延伸部106的回弹能力。
40.进一步的,设第一横部104的厚度为a,延伸部106的厚度为b,则a:b=1:(0.35-0.75),如此延伸部106的弹性可以得到保证,尤其是延伸部106末端的弯折部,可以最大限度的保证弯折部的弹性和支撑力,保证软管主体20内壁的光滑,减少气流在软管主体20内壁凹槽、褶皱这类结构产生的回旋,所产生是啸叫。
41.参考图4,一种工装,该工装用于生产上述的挤出软管,该工装包括架体21、缠绕轴22、变径机构23以及缠绕主轴24,其中缠绕轴22可以与挤出机相关联,挤出机为用于生产上述基条的器械,当基条生产出来之后,缠绕至主轴22上。
42.参考图6,缠绕轴22上设有转盘220,该转盘220上设有第一环形凸起221、第二环形凸起222以及第三环形凸起223,第二环形凸起222布置在第一环形凸起221和第三环形凸起223之间,第一环形凸起221距离转盘220端部的距离小于第三环形凸起223距离转盘220端部的距离。
43.其中第一环形凸起221和第二环形凸起222之间间隙小于第二环形凸起222和第三环形凸起223之间的间隙,进而上述基条10的第一横部对应第二环形凸起222和第三环形凸起223之间的间隙。
44.进一步的,缠绕轴22后面连接有驱动电机或者其余的驱动结构,以驱动缠绕轴22转动。
45.缠绕主轴24布置在缠绕轴22的下方,缠绕主轴24的末端设有多个螺旋叶轮241,其中螺旋叶轮241布置在转盘220的下方,进而螺旋叶轮241和转盘220配合,可以将挤出机挤出的基条,螺旋盘绕成管状。
46.进一步的,变径结构23包括导向辊231和驱动组件,其中导向辊231布置在缠绕主轴24的下方,进而导向辊231可以用于对管状的基条进行导向。具体的,螺旋盘绕成管状的基条一端布置在螺旋叶轮241和缠绕主轴22之间,另一端和导向辊231抵接。
47.通过改变导向辊和螺旋叶轮241的距离,可以改变挤出软管的直径。
48.参考图5-6,驱动组件包括安装板2311、丝杆2312、变径滑块2313、导向轴2314、调节座2315以及驱动件。其中安装板2311和架体21相连,安装板2311的两端均设有固定板,所述丝杆2312和所述导向轴2314的两端分别与安装板2311的两端相连,丝杆2312布置在两个导向轴2314之间,其中驱动件布置在架体21上,且驱动件布置在丝杆2312的上端,并且驱动件和丝杆2312相关联,可带动丝杆2312转动。
49.进一步的,变径滑块2313的两端设有分别设有一个导向孔,两个导向孔的中间设有法兰螺孔,其中导向轴2314分别穿过上述导向孔,丝杆穿过上述法兰螺孔。
50.进去通过驱动件驱动丝杆2312转动,可以带动变径滑块2313上下移动,其中变径滑块2313和调节座2315相连,导向辊231布置在调节座2315上,如此,通过驱动件控制导向辊231和螺旋叶轮241之间的距离。
51.显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的
所有其他实施例,都应当属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1