全自动平面轴承合套及装配高度检测机的制作方法
:
1.本实用新型涉及零件自动装配技术领域,尤其涉及一种全自动平面轴承合套及装配高度检测机。
背景技术:
2.平面轴承通常由带滚针或圆柱滚子或钢球的平面轴承组件和推力片组成,该类轴承在很小的空间下可获得很高的轴向载荷和高的刚度。平面轴承在生产过程中,其中一道重要的装配环节为,将带圆柱滚子的平面轴承组件压装到外推力片中、铆紧,然后再将外推力片和平面轴承组件压装到内推力片中、铆紧,该工序称之为合套,合套完成后,需要判断合套是否到位以及检测成品端面跳动。
3.现有技术中,通常使用手工合套、测量,没有设备支持,依赖于操作人员,不确定因素多,成品稳定性差,合套和测量的效率低,且精度低。
技术实现要素:
4.针对上述问题,本实用新型提出了一种自动化程度高、合套和测量效率高且精度高的全自动平面轴承合套及装配高度检测机。
5.本实用新型是通过如下技术方案实现的:
6.一种全自动平面轴承合套及装配高度检测机,包括电箱控制装置、台架以及设置在所述台架中的平面轴承进料部、平面轴承上下料机械手、外推力片料仓、外推力片上料机械手、外推力片合套部、轴承组件高度测量部和ng排料部。
7.所述平面轴承进料部用于传送、分隔待合套的平面轴承,包括输送机构、隔料组件、第一有料感应开关、侧边挡板和定位块,所述侧边挡板设置在所述输送机构两侧,用于限制待合套平面轴承的传送路径,所述第一有料感应开关和所述定位块设置在所述输送机构输出端,所述定位块呈v型且开口朝向所述输送机构输入端,所述隔料组件设置在一侧的侧边挡板上,用于阻挡或放行所述传送带上待合套的平面轴承。
8.所述平面轴承上下料机械手用于抓取待合套的平面轴承至外推力片合套部以及将合套后的外推力片轴承组件转移至轴承组件搬运部,包括轴承夹爪横向导轨组件、轴承夹爪纵向导轨组件、轴承夹爪连接板支架和轴承夹爪组件,所述轴承夹爪组件通过所述轴承夹爪连接板支架连接于所述轴承夹爪纵向导轨组件上,并可随所述轴承夹爪纵向导轨组件上下移动,所述轴承夹爪纵向导轨组件连接于所述轴承夹爪横向导轨组件上并可沿所述轴承夹爪横向导轨组件左右移动。
9.所述外推力片料仓用于存放和提供外推力片,包括外推力片底座、设置在所述外推力片底座上的第一分割器、外推力片料盘以及设置在所述外推力片料盘上的外推力片提升驱动装置和若干外推力片料杆组件,所述外推力片料杆组件用于套设、堆放外推力片,包括外推力片料杆和外推力片承料台,所述外推力片提升驱动装置可驱动所述外推力片承料台沿所述外推力片料杆上升或者下降,以提升外推力片承料台上的外推力片至合适的高
度,所述外推力片料盘一侧对应位置设有第二有料感应开关,所述第一分割器可驱动所述外推力片料盘作等角度转动,使得所述外推力片料杆组件转动至所述第二有料感应开关旁;
10.所述外推力片上料机械手用于抓取外推力片至外推力片合套部,包括外推力片上料支架和设置在所述外推力片上料支架上的外推力片夹爪横向导轨组件、外推力片夹爪纵向导轨组件、外推力片夹爪连接板支架和外推力片夹爪组件,所述外推力片夹爪组件用于抓取外推力片,所述外推力片夹爪组件通过所述外推力片夹爪连接板支架连接于所述外推力片夹爪纵向导轨组件上,并可随外推力片夹爪纵向导轨组件上下移动,所述外推力片夹爪纵向导轨组件连接于所述外推力片夹爪横向导轨组件上并可沿外推力片夹爪横向导轨组件左右移动,从而带动所述外推力片夹爪组件沿所述外推力片夹爪横向导轨组件左右移动。
11.所述外推力片合套部用于将平面轴承和外推力片进行合套,包括产品夹爪气缸组件、第一锁口定位传感器、夹爪气缸移动板、平移驱动装置、合套滚压轮组件、滚压轮驱动装置、第一直线导轨、第二直线导轨,所述产品夹爪气缸组件用于放置待合套的平面轴承和外推力片,所述夹爪气缸移动板设置于所述第一直线导轨上并可在所述平移驱动装置作用下沿所述第一直线导轨左右平移,所述产品夹爪气缸组件和第一锁口定位传感器设置于所述夹爪气缸移动板上,所述合套滚压轮组件通过滚压轮连接支架设置于所述第二直线导轨上,并可在所述滚压轮驱动装置作用下沿所述第二直线导轨左右移动。
12.为了实现内推力片与外推力片平面轴承组件合套功能,该全自动平面轴承合套及装配高度检测机还包括内推力片料仓、内推力片上料及轴承组件上下料机械手组件、内推力片合套部、轴承组件搬运部和轴承组件翻转部。
13.所述内推力片料仓用于存放和提供内推力片,为了便于机械手抓取内推力片,所述内推力片料仓包括内推力片底座、内推力片底座调节机构、设置在所述内推力片底座上的第二分割器、内推力片料盘以及设置在所述内推力片料盘上的内推力片提升驱动装置和若干内推力片料杆组件,所述内推力片底座调节机构与所述内推力片底座连接并能调节内推力片底座在x轴、y轴和z轴方向的位置,所述内推力片料杆组件用于套设、堆放内推力片,包括内推力片料杆和内推力片承料台,所述内推力片提升驱动装置可驱动所述内推力片承料台沿所述内推力片料杆上升或者下降,以提升内推力片承料台上的内推力片至合适的高度,所述内推力片料盘一侧对应位置设有第三有料感应开关,所述第二分割器可驱动所述内推力片料盘作等角度转动,使得所述内推力片料杆组件转动至所述第三有料感应开关旁。
14.为了使结构更为紧凑,作为优选,所述内推力片底座调节机构包括调节座以及旋接在所述调节座上的x轴调节螺杆、y轴调节螺杆和z轴调节螺杆,所述内推力片底座设置在所述调节座上,所述x轴调节螺杆与所述内推力片底座连接并可通过旋进或旋出所述x轴调节螺杆调节所述内推力片底座在x轴方向的位置,所述y轴调节螺杆与所述内推力片底座连接并可通过旋进或旋出所述y轴调节螺杆调节所述内推力片底座在y轴方向的位置,所述z轴调节螺杆与所述内推力片底座连接并可通过旋进或旋出所述z轴调节螺杆调节所述内推力片底座在z轴方向的位置,从而调节整个内推力片料仓在x轴、y轴和z轴方向的位置。
15.所述内推力片上料及轴承组件上下料机械手组件用于抓取内推力片至内推力片
合套部、抓取合套后的外推力片轴承组件至内推力片合套部以及将合套完成的成品转移至轴承组件搬运部,包括横向导轨架、x轴搬运电缸、内推力片上料机械手和轴承组件上下料机械手,所述内推力片上料机械手包括内推力片机械手移动板、内推力片升降气缸和内推力片夹爪装置,所述内推力片机械手移动板设置在所述横向导轨架上、与所述x轴搬运电缸连接并能在x轴搬运电缸作用下沿横向导轨架移动,所述内推力片升降气缸连接在所述内推力片机械手移动板上,所述内推力片夹爪装置通过内推力片夹爪连接板与所述内推力片升降气缸连接并能在内推力片升降气缸作用下上下移动,所述轴承组件上下料机械手包括轴承组件机械手移动板、y轴升降电缸和轴承组件夹爪装置,所述轴承组件机械手移动板设置在所述横向导轨架上、与所述内推力片机械手移动板通过连接螺杆连接、并能随所述内推力片机械手移动板沿横向导轨架移动,所述y轴升降电缸连接在所述轴承组件机械手移动板上,所述轴承组件夹爪装置通过轴承组件夹爪连接板与所述y轴升降电缸连接并能在y轴升降电缸作用下上下移动。
16.为了提高内推力片的抓取精度和效率,所述内推力片夹爪装置包括内推力片夹爪气缸、感应片、接近开关和中间支撑板,所述中间支撑板两端通过直线轴承组件连接于所述内推力片夹爪连接板下方,所述内推力片夹爪气缸连接于所述中间支撑板下端,所述感应片连接于一侧的所述直线轴承组件上端,所述接近开关对应设置于所述中间支撑板一侧,所述内推力片夹爪连接板和中间支撑板之间设有第一弹簧,所述第一弹簧套设在所述直线轴承组件上。
17.为了提高外推力片轴承组件的抓取精度和效率,所述轴承组件夹爪装置包括轴承组件夹爪气缸,由于合套工艺需要,轴承组件夹爪气缸在抓取待合套的外推力片平面轴承组件时呈水平状态,放入相配合的内推力片时需倾斜放置,故轴承组件夹爪气缸需在水平和倾斜两种状态自由、快捷地切换,为实现这一功能,所述轴承组件夹爪装置还包括转轴、角度复位气缸组件、水平调节螺杆和角度倾斜大小调节螺杆,所述轴承组件夹爪气缸通过转轴连接于所述轴承组件夹爪连接板下端并可绕所述转轴转动,所述角度复位气缸组件连接于所述轴承组件夹爪连接板上平面,所述角度复位气缸组件包括角度复位气缸和顶杆,所述轴承组件夹爪连接板上对应于所述转轴两侧分别开设有顶杆孔和水平调节螺杆孔,所述角度复位气缸可驱动所述顶杆在所述顶杆孔中伸缩以带动所述轴承组件夹爪气缸绕所述转轴转动,所述水平调节螺杆设置在所述水平调节螺杆孔上平面并可在水平调节螺杆孔内旋进旋出,所述水平调节螺杆上套设有第二弹簧,配合所述角度复位气缸使用可使得轴承组件夹爪气缸转动至水平位置,所述轴承组件夹爪气缸上平面开设有角度大小调节螺杆孔,所述角度倾斜大小调节螺杆设置于所述角度大小调节螺杆孔下平面并可在角度大小调节螺杆孔内旋进旋出,以根据实际需要调节轴承组件夹爪气缸在倾斜状态时的倾斜角度。
18.所述内推力片合套部用于将外推力片轴承组件与内推力片进行合套,为了提高效率,保证压点的可靠性和准确性,达到最佳的合套效果,所述内推力片合套部包括转动定位台组件、定位台移动板、移动板导轨、移动板驱动装置、第二锁口定位传感器、原位感应开关、轴承组件定位装置、内推力片压板、三个压入导杆、下压气缸和终压气缸,所述定位台移动板设置在所述移动板导轨上并能在所述移动板驱动装置作用下沿所述移动板导轨移动,所述转动定位台组件、第二锁口定位传感器和原位感应开关设置在所述定位台移动板上,所述内推力片压板通连接轴组件连接在所述下压气缸下端,三个所述压入导杆分别为第一
压入导杆、第二压入导杆和第三压入导杆,所述压入导杆上端连接在所述内推力片压板上,下端延伸至所述转动定位台组件上方,在下压气缸作用下,内推力片压板可带动压入导杆下压,所述终压气缸连接在所述下压气缸下端且与所述第三压入导杆对应,所述轴承组件定位装置用于定位所述转动定位台组件上待合套的轴承组件,对应设置在所述转动定位台组件一侧。
19.为了更加方便地将外推力片轴承组件与内推力片合套,所述转动定位台组件包括转动定位台和定位台驱动装置,所述转动定位台设置在所述定位台驱动装置上并能在定位台驱动装置作用下作等角度转动。
20.为了提高装夹稳定性和精度,从而提高合套精度,所述转动定位台内径面上端具有若干均匀分布的定位卡爪,所述定位卡爪具有与内推力片内径面吻合的装夹定位部。
21.为了实现压装过程的复位和缓冲,所述压入导杆上套设有第四弹簧,所述压入导杆上具有弹簧限位部,所述第四弹簧设置在所述内推力片压板和弹簧限位部之间。
22.为了提高灵活可调性和设备通用性,所述内推力片压板上呈辐射状均匀开设有三个腰形的压入导杆连接槽,所述压入导杆分别通过压入导杆连接板径向位置可调地连接在所述压入导杆连接槽内,当平面轴承尺寸不同时,只需调节所述压入导杆的位置,即可实现并达到最佳的压装效果。
23.为了提高对外推力片轴承组件的定位精度,从而提高合套精度,所述轴承组件定位装置包括轴承组件定位块、定位块连接板、驱动连接板、两个导向杆、定位块驱动装置,所述轴承组件定位块连接在所述定位块连接板上,所述定位块驱动装置通过定位块驱动装置连接板连接在所述台架上,两个所述导向杆分别设置在所述定位块连接板两端,且所述导向杆一端与所述定位块连接板连接,另一端套设在所述定位块驱动装置连接板内,所述驱动连接板平行设置于所述定位块连接板和定位块驱动装置连接板之间,所述驱动连接板两端套设在两个所述导向杆上、且与所述定位块驱动装置连接并能在定位块驱动装置作用下沿所述导向杆移动,所述定位块连接板和驱动连接板之间设有第三弹簧,所述第三弹簧套设在所述导向杆上。
24.为了提高导向性和传动稳定性,所述导向杆与定位块驱动装置连接板之间、所述导向杆与驱动连接板之间均设有直线轴承。
25.所述轴承组件搬运部用于定位和传送轴承组件,包括载料板、搬运板、搬运板纵向导轨、纵向安装座、搬运板纵向驱动装置、搬运板横向导轨、横向安装座、搬运板横向驱动装置,所述纵向安装座设置在所述搬运板纵向导轨上并能在所述搬运板纵向驱动装置作用下沿所述搬运板纵向导轨移动,所述搬运板横向导轨设置在所述纵向安装座上,所述横向安装座设置在所述搬运板横向导轨上并能在所述搬运板横向驱动装置作用下沿所述搬运板横向导轨移动,所述搬运板连接在所述横向安装座上并能随横向安装座移动,所述搬运板上开设有若干定位槽。
26.为了提高设备可靠性和使用寿命,所述搬运板纵向驱动装置行程的极限位置、所述搬运板横向驱动装置的行程两端极限位置均设有缓冲限位组件。
27.所述轴承组件翻转部设置于所述轴承组件搬运部一侧,用于翻转外推力片轴承组件,包括翻转部支架、高度调节装置、翻转气缸、翻转气缸安装板和翻转装夹装置,所述高度调节装置设置于所述翻转部支架上,所述高度调节装置与所述翻转气缸安装板连接并能调
节翻转气缸安装板高度,所述翻转气缸设置在所述翻转气缸安装板上,所述翻转装夹装置与所述翻转气缸连接并能在翻转气缸作用下转动,所述翻转装夹装置开设有轴承组件装夹槽。
28.所述轴承组件高度测量部用于检测合套完成的平面轴承成品高度以判定合套是否到位和平面轴承成品端面跳动,包括测量部支架、支撑轴、上测量座组件、下测量座、顶升轴、下测量座顶升动力件、测头组件和测头组件升降驱动件,所述测量部支架具有测量台,所述测量台上设有第四有料感应开关,所述上测量座组件通过所述支撑轴连接于所述测量部支架上,所述下测量座顶升动力件通过所述顶升轴与所述下测量座连接并可驱动所述下测量座上下移动,所述下测量座顶升动力件与所述顶升轴之间设有压力传感器,所述下测量座外圆沿周向开设有若干测杆槽,所述测头组件升降驱动件与所述测头组件连接并可驱动测头组件沿所述测杆槽上下移动。
29.所述ng排料部用于将合套后的不合格品剔除、集中回收,为了更加高效地实现这一功能,所述ng排料部包括ng料仓、ng料仓门、ng料仓门驱动装置、ng排料确认光纤开关和挡料板,所述ng料仓为上口敞开的半封闭箱体结构,所述ng料仓门设置在所述ng料仓的上口,所述ng料仓门驱动装置与所述ng料仓门连接并可驱动ng料仓门开启或关闭,所述挡料板两端连接在所述ng料仓上且位于所述ng料仓门上方,所述ng排料确认光纤开关设置于所述ng料仓门一侧。
30.本实用新型的有益效果是:该全自动平面轴承合套及装配高度检测机,通过特殊设计的平面轴承进料部、平面轴承上下料机械手、外推力片料仓、外推力片上料机械手、外推力片合套部、轴承组件高度测量部和ng排料部,以及内推力片料仓、内推力片上料及轴承组件上下料机械手组件、内推力片合套部、轴承组件搬运部和轴承组件翻转部的相互配合,能够自动完成平面轴承、外推力片和内推力片的上料、合套及检测功能,自动化程度高,合套效率高,大大降低了工人的劳动强度,具有测量功能,可保证合套后产品的质量,降低了次品率,大大提高了产品的可靠性。
附图说明:
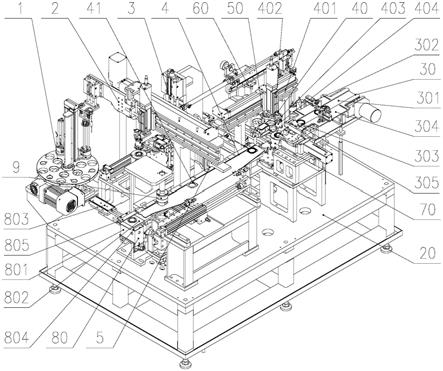
31.图1-3为本实用新型的全自动平面轴承合套及装配高度检测机的结构示意图;
32.图4为本实用新型的外推力片料仓和外推力片上料机械手的结构示意图;
33.图5为本实用新型的外推力片合套部的结构示意图;
34.图6-7为本实用新型的内推力片料仓的结构示意图;
35.图8为本实用新型的轴承组件上下料机械手的结构示意图;
36.图9为本实用新型的轴承组件上下料机械手的轴承组件夹爪装置的示意图;
37.图10-13为本实用新型的内推力片合套部的结构示意图;
38.图14为本实用新型的轴承组件搬运部的结构示意图;
39.图15为本实用新型的轴承组件翻转部的结构示意图;
40.图16-17为本实用新型的高度测量部的结构示意图。
具体实施方式
41.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点
和特征能更易被本领域人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
42.如图1-3所示的一种全自动平面轴承合套及装配高度检测机,包括电箱控制装置10、台架20以及设置在所述台架20中的平面轴承进料部30、平面轴承上下料机械手40、外推力片料仓50、外推力片上料机械手60、外推力片合套部70、轴承组件高度测量部9和ng排料部80,还包括内推力片料仓1、内推力片上料及轴承组件上下料机械手组件2、内推力片合套部3、轴承组件搬运部4和轴承组件翻转部5。
43.所述平面轴承进料部30用于传送、分隔待合套的平面轴承,包括输送机构301、隔料组件302、第一有料感应开关303、侧边挡板304和定位块305,所述侧边挡板304设置在所述输送机构301两侧,所述第一有料感应开关303和所述定位块305设置在所述输送机构301输出端,所述定位块305呈v型且开口朝向所述输送机构301输入端,所述隔料组件302设置在一侧的侧边挡板304上,用于阻挡或放行所述输送机构301上待合套的平面轴承。
44.所述平面轴承上下料机械手40用于抓取待合套的平面轴承至外推力片合套部70以及将合套后的外推力片轴承组件转移至轴承组件搬运部4,包括轴承夹爪横向导轨组件401、轴承夹爪纵向导轨组件402、轴承夹爪连接板支架403和轴承夹爪组件404,所述轴承夹爪组件404通过所述轴承夹爪连接板支架403连接于所述轴承夹爪纵向导轨组件402上,并可随所述轴承夹爪纵向导轨组件402上下移动,所述轴承夹爪纵向导轨组件402连接于所述轴承夹爪横向导轨组件401上并可沿所述轴承夹爪横向导轨组件401左右移动。
45.如图4所示,所述外推力片料仓50用于存放和提供外推力片,包括外推力片底座501、设置在所述外推力片底座501上的第一分割器502、外推力片料盘503以及设置在所述外推力片料盘503上的外推力片提升驱动装置504和若干外推力片料杆组件505,所述外推力片料杆组件505包括外推力片料杆5051和外推力片承料台5052,所述外推力片提升驱动装置504可驱动所述外推力片承料台5052沿所述外推力片料杆5051上升或者下降,所述外推力片料盘503一侧对应位置设有第二有料感应开关506,所述第一分割器502可驱动所述外推力片料盘503作等角度转动。
46.所述外推力片上料机械手60用于抓取外推力片至外推力片合套部70,包括外推力片上料支架601和设置在所述外推力片上料支架601上的外推力片夹爪横向导轨组件602、外推力片夹爪纵向导轨组件603、外推力片夹爪连接板支架604和外推力片夹爪组件605,所述外推力片夹爪组件605通过所述外推力片夹爪连接板支架604连接于所述外推力片夹爪纵向导轨组件603上,并可随外推力片夹爪纵向导轨组件603上下移动,所述外推力片夹爪纵向导轨组件603连接于所述外推力片夹爪横向导轨组件602上并可沿外推力片夹爪横向导轨组件602左右移动。
47.如图5所示,所述外推力片合套部70用于将平面轴承和外推力片合套,包括产品夹爪气缸组件701、第一锁口定位传感器702、夹爪气缸移动板703、平移驱动装置704、合套滚压轮组件705、滚压轮驱动装置707、第一直线导轨708、第二直线导轨709,所述夹爪气缸移动板703设置于所述第一直线导轨708上并可在所述平移驱动装置704作用下沿所述第一直线导轨708左右平移,所述产品夹爪气缸组件701和第一锁口定位传感器702设置于夹爪气缸移动板703上,所述合套滚压轮组件705通过滚压轮连接支架706设置于所述第二直线导轨709上,并可在所述滚压轮驱动装置707作用下沿所述第二直线导轨709左右移动。
48.如图6-7所示,所述内推力片料仓1用于存放和提供内推力片,包括内推力片底座11、内推力片底座调节机构12、设置在所述内推力片底座11上的第二分割器13、内推力片料盘14以及设置在所述内推力片料盘14上的内推力片提升驱动装置15和若干内推力片料杆组件16。
49.所述内推力片底座调节机构12与所述内推力片底座11连接并能调节内推力片底座在x轴、y轴和z轴方向的位置,包括调节座121以及旋接在所述调节座上的x轴调节螺杆122、y轴调节螺杆123和z轴调节螺杆124,所述内推力片底座11设置在所述调节座121上,所述x轴调节螺杆122与所述内推力片底座11连接并可通过旋进或旋出所述x轴调节螺杆122调节所述内推力片底座11在x轴方向的位置,所述y轴调节螺杆123与所述内推力片底座11连接并可通过旋进或旋出所述y轴调节螺杆123调节所述内推力片底座11在y轴方向的位置,所述z轴调节螺杆124与所述内推力片底座11连接并可通过旋进或旋出所述z轴调节螺杆124调节所述内推力片底座11在z轴方向的位置。
50.所述内推力片料杆组件16包括内推力片料杆161和内推力片承料台162,所述内推力片提升驱动装置15可驱动所述内推力片承料台162沿所述内推力片料杆161上升或者下降,所述内推力片料盘14一侧对应位置设有第三有料感应开关17,所述第二分割器13可驱动所述内推力片料盘14作等角度转动,使得所述内推力片料杆组件16转动至所述第三有料感应开关17旁。
51.如图7所示,所述内推力片上料及轴承组件上下料机械手组件2用于抓取内推力片至内推力片合套部3、抓取合套后的外推力片轴承组件至内推力片合套部3以及将合套完成的成品转移至轴承组件搬运部4,包括横向导轨架21、x轴搬运电缸22、内推力片上料机械手23和轴承组件上下料机械手24。
52.所述内推力片上料机械手23包括内推力片机械手移动板231、内推力片升降气缸232和内推力片夹爪装置233,所述内推力片机械手移动板231设置在所述横向导轨架21上、与所述x轴搬运电缸22连接并能在x轴搬运电缸22作用下沿横向导轨架21移动,所述内推力片升降气缸232连接在所述内推力片机械手移动板231上,所述内推力片夹爪装置233通过内推力片夹爪连接板234与所述内推力片升降气缸232连接并能在内推力片升降气缸232作用下上下移动。
53.所述内推力片夹爪装置233包括内推力片夹爪气缸2331、感应片2332、接近开关2333和中间支撑板2334,所述中间支撑板2334两端通过直线轴承组件2335连接于所述内推力片夹爪连接板234下方,所述内推力片夹爪气缸2331连接于所述中间支撑板2334下端,所述感应片2332连接于一侧的所述直线轴承组件2335上端,所述接近开关2333对应设置于所述中间支撑板2334一侧,所述内推力片夹爪连接板234和中间支撑板2334之间设有第一弹簧2336,所述第一弹簧2336套设在所述直线轴承组件2335上。
54.如图8所示,所述轴承组件上下料机械手24包括轴承组件机械手移动板241、y轴升降电缸242和轴承组件夹爪装置243,所述轴承组件机械手移动板241设置在所述横向导轨架21上、与所述内推力片机械手移动板231通过连接螺杆25连接、并能随所述内推力片机械手移动板231沿横向导轨架21移动,所述y轴升降电缸242连接在所述轴承组件机械手移动板241上,所述轴承组件夹爪装置243通过轴承组件夹爪连接板244与所述y轴升降电缸242连接并能在y轴升降电缸242作用下上下移动。
55.如图9所示,所述轴承组件夹爪装置243包括轴承组件夹爪气缸2431、转轴2432、角度复位气缸组件2433、水平调节螺杆2434和角度倾斜大小调节螺杆2435,所述轴承组件夹爪气缸2431通过转轴2432连接于轴承组件夹爪连接板244下端并可绕转轴2432转动,所述角度复位气缸组件2433连接于轴承组件夹爪连接板244上平面,所述角度复位气缸组件2433包括角度复位气缸2436和顶杆2437,所述轴承组件夹爪连接板244上对应于转轴2432两侧分别开设有顶杆孔2441和水平调节螺杆孔2442,所述角度复位气缸2436可驱动所述顶杆2437在顶杆孔2441中伸缩,所述水平调节螺杆2434设置在所述水平调节螺杆孔2442上平面并可在水平调节螺杆孔2442内旋进旋出,所述水平调节螺杆2434上套设有第二弹簧2438,所述轴承组件夹爪气缸2431上平面开设有角度大小调节螺杆孔2430,所述角度倾斜大小调节螺杆2435设置于所述角度大小调节螺杆孔2430下平面并可在角度大小调节螺杆孔2430内旋进旋出。
56.所述内推力片合套部3用于将外推力片轴承组件与内推力片进行合套,如图10-13所示,包括转动定位台组件31、定位台移动板32、移动板导轨33、移动板驱动装置34、第二锁口定位传感器35、原位感应开关36、轴承组件定位装置37、内推力片压板381、三个压入导杆382、下压气缸383和终压气缸384,所述定位台移动板32设置在所述移动板导轨33上并能在所述移动板驱动装置34作用下沿移动板导轨33移动,所述转动定位台组件31、第二锁口定位传感器35和原位感应开关36设置在所述定位台移动板32上,所述内推力片压板381通过连接轴组件39连接在所述下压气缸383下端,三个所述压入导杆382分别为第一压入导杆3821、第二压入导杆3822和第三压入导杆3823,所述内推力片压板381上呈辐射状均匀开设有三个腰形的压入导杆连接槽3811,所述压入导杆382上端分别通过压入导杆连接板385径向位置可调地连接在所述内推力片压板381的压入导杆连接槽3811内,所述压入导杆382下端延伸至所述转动定位台组件31上方,所述压入导杆382上具有弹簧限位部3820,所述压入导杆382上套设有第四弹簧386,所述第四弹簧386设置在所述内推力片压板381和弹簧限位部3820之间,所述终压气缸384连接在所述下压气缸383下端且与所述第三压入导杆3823对应,所述轴承组件定位装置37用于定位所述转动定位台组件31上待合套的轴承组件,对应设置在所述转动定位台组件31一侧。
57.所述转动定位台组件31包括转动定位台311和定位台驱动装置312,所述转动定位台311设置在所述定位台驱动装置312上并能在定位台驱动装置312作用下作等角度转动。所述转动定位台311内径面上端具有若干均匀分布的定位卡爪3111,所述定位卡爪3111具有与内推力片内径面吻合的装夹定位部3110。
58.所述轴承组件定位装置37包括轴承组件定位块371、定位块连接板372、驱动连接板373、两个导向杆374、定位块驱动装置375,所述轴承组件定位块371连接在所述定位块连接板372上,所述定位块驱动装置375通过定位块驱动装置连接板376连接在所述台架20上,两个所述导向杆374分别设置在所述定位块连接板372两端,且所述导向杆374一端与所述定位块连接板372连接,另一端套设在所述定位块驱动装置连接板376内,所述驱动连接板373平行设置于所述定位块连接板372和定位块驱动装置连接板376之间,所述驱动连接板373两端套设在两个所述导向杆374上、且与所述定位块驱动装置375连接并能在定位块驱动装置375作用下沿所述导向杆374移动,所述定位块连接板372和驱动连接板373之间设有第三弹簧377,所述第三弹簧377套设在所述导向杆374上。所述导向杆374与定位块驱动装
置连接板376之间、所述导向杆374与驱动连接板373之间均设有直线轴承378。
59.所述轴承组件搬运部4用于定位和传送轴承组件,如图14所示,包括载料板41、搬运板42、搬运板纵向导轨43、纵向安装座44、搬运板纵向驱动装置45、搬运板横向导轨46、横向安装座47、搬运板横向驱动装置48,所述搬运板纵向驱动装置45行程的极限位置、所述搬运板横向驱动装置48的行程两端极限位置均设有缓冲限位组件49,所述纵向安装座44设置在所述搬运板纵向导轨43上并能在所述搬运板纵向驱动装置45作用下沿所述搬运板纵向导轨43移动,所述搬运板横向导轨46设置在所述纵向安装座44上,所述横向安装座47设置在所述搬运板横向导轨46上并能在所述搬运板横向驱动装置48作用下沿所述搬运板横向导轨46移动,所述搬运板42连接在所述横向安装座47上并能随横向安装座47移动,所述搬运板42上开设有若干定位槽421。
60.所述轴承组件翻转部5设置于所述轴承组件搬运部4一侧,用于翻转外推力片轴承组件,如图15所示,包括翻转部支架51、高度调节装置52、翻转气缸53、翻转气缸安装板54和翻转装夹装置55,所述高度调节装置52设置于所述翻转部支架51上,所述高度调节装置52与所述翻转气缸安装板54连接并能调节翻转气缸安装板54高度,所述翻转气缸53设置在所述翻转气缸安装板54上,所述翻转装夹装置55与所述翻转气缸53连接并能在翻转气缸53作用下转动,所述翻转装夹装置55开设有轴承组件装夹槽551。
61.所述轴承组件高度测量部9用于检测合套完成的平面轴承成品高度以判定合套是否到位和平面轴承成品的端面跳动,如图16-17所示,包括测量部支架91、支撑轴92、上测量座组件93、下测量座94、下测量座顶升动力件95、测头组件96、测头组件升降驱动件97和顶升轴98,所述测量部支架91具有测量台911,所述测量台911上设有第四有料感应开关99,所述上测量座组件93通过所述支撑轴92连接于所述测量部支架91上,所述下测量座顶升动力件95通过所述顶升轴98与所述下测量座94连接并可驱动所述下测量座94上下移动,所述下测量座顶升动力件95与所述顶升轴98之间设有压力传感器951,所述下测量座94外圆沿周向开设有若干测杆槽941,所述测头组件升降驱动件97与所述测头组件96连接并可驱动测头组件96沿所述测杆槽941上下移动。
62.所述ng排料部80用于将合套后的不合格品剔除、集中回收,包括ng料仓801、ng料仓门802、ng料仓门驱动装置803、ng排料确认光纤开关804和挡料板805,所述ng料仓801为上口敞开的半封闭箱体结构,所述ng料仓门802设置在所述ng料仓801的上口,所述ng料仓门驱动装置803与所述ng料仓门802连接并可驱动ng料仓门802开启或关闭,所述挡料板805两端连接在所述ng料仓801上且位于所述ng料仓门802上方,所述ng排料确认光纤开关804设置于所述ng料仓门802一侧。
63.使用该全自动平面轴承合套及装配高度检测机进行合套作业前,需要预调节内推力片料仓1和轴承组件夹爪装置243,具体为:调节x轴调节螺杆122、y轴调节螺杆123和z轴调节螺杆124,使得内推力片底座11及内推力片底座11上的第二分割器13、内推力片料盘14以及设置在所述内推力片料盘14上的内推力片提升驱动装置15和内推力片料杆组件16调节至合适位置;调节水平调节螺杆2434至合适深度,确保顶杆2437顶住轴承组件夹爪气缸2431时轴承组件夹爪气缸2431可处于水平状态,同时根据合套时待合套的外推力片平面轴承组件所需的倾斜角度调节角度倾斜大小调节螺杆2435。
64.使用该全自动平面轴承合套及装配高度检测机进行合套作业时,由平面轴承进料
部30和平面轴承上下料机械手40向外推力片合套部70提供待合套的平面轴承,由内推力片料仓1和内推力片上料机械手23向内推力片合套部3提供待合套的内推力片,由外推力片料仓50和外推力片上料机械手60向外推力片合套部70提供待合套的推力片。
65.首先为外推力片和平面轴承的合套,具体过程如下:
66.外推力片提升驱动装置504驱动外推力片承料台5052带动外推力片上升至预设高度,第二有料感应开关506反馈有料信号,外推力片上料机械手60抓取一个外推力片转移至外推力片合套部70的产品夹爪气缸组件701上。
67.待合套的平面轴承依次随输送机构301移动至与定位块305接触,第一有料感应开关303反馈有料信号,平面轴承上下料机械手40抓取一个待合套的平面轴承,斜放入外推力片中。
68.外推力片上具有锁扣点,第一锁口定位传感器702找到锁扣点位置,反馈信号,平面轴承上下料机械手40根据信号抓取待合套的平面轴承斜放入外推力片的锁扣点内,接着,产品夹爪气缸组件701带着待合套的外推力片和平面轴承等角度转动,合套滚压轮组件705对滚压点逐个进行滚压,两者配合边转动边滚压,从而将整个平面轴承压入外推力片中,合套滚压轮组件705对锁扣点进行逐个滚压加固,完成外推力片和平面轴承的合套,形成外推力片轴承组件。
69.使用平面轴承上下料机械手40将合套完成的外推力片轴承组件转移至轴承组件搬运部4,搬运板42在搬运板纵向驱动装置45和搬运板横向驱动装置48作用下移动至外推力片轴承组件处,使得外推力片轴承组件置于搬运板42上定位槽421内,搬运板横向驱动装置48驱动搬运板42带着外推力片轴承组件移动至轴承组件翻转部5,当外推力片轴承组件移动至翻转装夹装置55的轴承组件装夹槽551内时,翻转气缸53驱动翻转装夹装置55转动180
°
,从而将外推力片轴承组件翻面,完成翻面后,搬运板42继续带着外推力片轴承组件前移。
70.然后进行内推力片和上述外推力片轴承组件的合套,具体过程如下:
71.内推力片提升驱动装置15驱动内推力片承料台162带动内推力片沿所述内推力片料杆161上升至预设高度,第三有料感应开关17反馈有料信号,内推力片上料机械手23抓取一个内推力片转移至内推力片合套部3的转动定位台311上,内推力片内圈套设在定位卡爪3111外。
72.轴承组件夹爪装置243动作,将上述轴承组件搬运部4上合套且翻面完成的外推力片轴承组件抓取并斜放入转动定位台311上的内推力片内,移动板驱动装置34驱动定位台移动板32带动转动定位台组件31移动至合套位置,即内推力片压板381下方。
73.轴承组件定位装置37动作,定位块驱动装置375推动驱动连接板373沿所导向杆374向转动定位台311移动,在第三弹簧377作用下,定位块连接板372向转动定位台311移动,使得轴承组件定位块371定位内推力片和外推力片轴承组件。
74.定位台驱动装置312带动转动定位台311上的产品转动,第二锁口定位传感器35找到锁扣点位置,反馈信号,下压气缸383带动内推力片压板381及内推力片压板381上的压入导杆382下移,直至第一压入导杆3821和第二压入导杆3822将外推力片轴承组件压入内推力片内,接着,终压气缸384带动第三压入导杆3823下压,直至将外推力片轴承组件压平,形成最终成品。在原位感应开关36作用下,定位台驱动装置312带动转动定位台311转动至预
设初始角度,
75.最后对合套完成的平面轴承最终成品进行高度测量,具体为,使用平面轴承上下料机械手40和轴承组件搬运部4将平面轴承成品转移至测量台911上,第四有料感应开关99检测到平面轴承成品到位,反馈信号,下测量座顶升动力件95驱动下测量座94上移,配合上测量座组件93将平面轴承成品压紧,根据压力传感器951反馈的信号确认平面轴承成品完全压实后,测头组件升降驱动件97驱动测头组件96上移至与平面轴承成品下平面接触,测头组件96工作,读取相应的位置参数,进行比对,从而判断平面轴承成品各点位高度是否一致,进而判断出平面轴承成品合套是否到位,以及判断平面轴承成品端面跳动是否达到标准。
76.经过轴承组件高度测量部9的高度测量后,若判定产品合格,则合格品流转进下一道工序,若判定不合格,则ng料仓门驱动装置803驱动ng料仓门802打开,在挡料板805作用下,不合格产品落入ng料仓801内集中存放,ng排料确认光纤开关804可确认不合格品是否落入ng料仓801内。
77.此实施例中第一锁口定位传感器702和第二锁口定位传感器35选用基恩士ix-055传感器。
78.需要说明的是,本实用新型中的动力件、驱动件、驱动装置等,可以是气缸、电缸、电机、油缸等相似动力件,或结合相应的连杆类机构实现,并不局限于本实用新型描述或附图中的机构。
79.在本实用新型的描述中,术语“上”、“下”、“左”、“右”、“顶”、“底”、“侧”、“端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
80.另外,在本实用新型实施例的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”、“设有”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
81.最后应说明的是:以上实施例,仅为本实用新型的具体实施方式,用以说明本实用新型的技术方案,而非对其限制,本实用新型的保护范围并不局限于此,尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,其依然可以对前述实施例所记载的技术方案进行修改或可轻易想到变化,或者对其中部分技术特征进行等同替换;而这些修改、变化或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的精神和范围,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1