一种连接件及定位连接结构的制作方法
1.本实用新型涉及连接结构技术领域,尤其涉及一种连接件及定位连接结构。
背景技术:
2.在eps(electric power steering,电动助力转向系统)设计中通常会涉及到两个壳体之间的连接,因此,需要使用连接件对两个壳体进行定位并固定连接,以使两个壳体相互之间的位置精度较好。
3.目前,连接件包括定位件及紧固件。其中,在连接的过程中需要先使用定位件,例如定位套筒、定位销钉等对两个壳体进行预定位;再使用紧固件例如螺钉等,以用于对两个壳体进行固定连接,从而实现两个壳体之间的连接。
4.由于定位件与紧固件为两个相互独立的零件,一方面需要投入的零件数量较多,导致整机成本较高;另一方面在装配的过程中,需要先使用定位件进行定位,再使用紧固件进行连接紧固,导致壳体的装配过程较为复杂,装配效率低。
技术实现要素:
5.本实用新型的一个目的在于提出一种连接件,其能够提高装配效率,且整机成本较低。
6.为达此目的,本实用新型采用以下技术方案:
7.一种连接件,用于连接第一工件和第二工件,所述连接件包括:
8.杆部,所述杆部依次穿入所述第一工件和所述第二工件;
9.所述杆部包括:
10.固定单元,所述固定单元包括连接结构,所述连接结构用于和所述第二工件连接;
11.对位单元,连接于所述固定单元,所述对位单元的外径不同于所述固定单元的外径,所述对位单元用于插设于所述第一工件和所述第二工件以将所述第一工件和所述第二工件对位。
12.进一步地,所述连接结构为与所述第二工件连接的螺纹连接段。
13.进一步地,所述对位单元为圆柱体,所述第一工件和所述第二工件上对应设有适于所述圆柱体插入的圆孔。
14.进一步地,所述圆柱体与所述圆孔间隙配合。
15.进一步地,所述连接件还包括头部,所述头部对所述第一工件进行轴向限位,所述头部设于所述对位单元的外端或者所述固定单元的外端。
16.进一步地,所述头部设于所述对位单元的外端,所述对位单元的外径大于所述固定单元的外径。
17.进一步地,所述头部设于所述固定单元的外端,所述固定单元的外径大于所述对位单元的外径。
18.进一步地,所述杆部还包括导向段,所述导向段设于所述对位单元的轴向两端。
19.本实用新型的另一个目的在于提出一种定位连接结构,其装配效率较高,且整机成本较低。
20.为达此目的,本实用新型采用以下技术方案:
21.一种定位连接结构,包括:
22.第一工件,其内设置有第一孔;
23.第二工件,其内设置有第二孔;
24.还包括如上所述的连接件,所述连接件的所述对位单元插设于所述第一孔和所述第二孔。
25.进一步地,所述定位连接结构包括至少两个所述连接件,所述第一工件包括至少两个与所述连接件连接的所述第一孔,所述第二工件包括至少两个与所述连接件连接的所述第二孔。
26.本实用新型的有益效果为:
27.通过使连接件的杆部依次穿过第一工件和第二工件,杆部的固定单元包括用于和第二工件连接的连接结构,且对位单元连接于固定单元,对位单元的外径不同于固定单元的外径,对位单元用于插设于第一工件和第二工件,以将第一工件和第二工件进行对位,并使第二工件连接至连接结构,以实现第一工件相对于第二工件的固定连接;该连接件能够将定位功能及紧固功能集成至一个零件上,不需使定位功能及紧固功能分别依靠于定位件与紧固件两个相互独立的零件;一方面使需要投入的零件数量较小,使整机成本较低;另一方面在装配的过程中,不再需要先使用定位件进行定位,再使用紧固件进行连接紧固,从而使装配过程较为简单,使装配效率较高。
附图说明
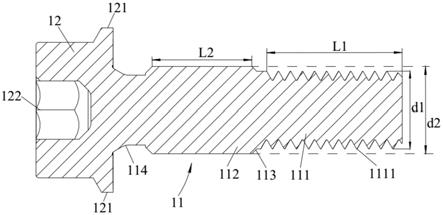
28.图1是本实用新型提供的连接件的结构示意图;
29.图2是本实用新型提供的定位连接结构的结构示意图。
30.附图标记:
31.11-杆部;111-固定单元;1111-螺纹连接段;112-对位单元;113-导向段;114-避位槽;12-头部;121-限位台;122-旋拧部;
32.2-第一工件;21-第一孔;3-第二工件;31-第二孔;32-螺纹孔。
具体实施方式
33.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
34.本说明书中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而己。在整个说明书中,同样的附图标记指示同样的元件。
35.为使本实用新型解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
36.目前,连接件包括紧固件及定位件。其中,在连接的过程中需要先使用定位件,以用于对两个工件进行定位;再使用紧固件,以用于对两个工件进行固定连接,从而实现两个
工件之间的连接;然而由于定位件与紧固件为两个相互独立的零件,一方面需要投入的零件数量较多,导致整机成本较高;另一方面在装配的过程中,需要先使用定位件进行定位,再使用紧固件进行连接紧固,导致工件的装配过程较为复杂,装配效率低。
37.对此,如图1和图2所示,本实施例中提出了一种连接件,用于连接第一工件2和第二工件3。连接件包括杆部11,杆部11依次穿入第一工件2和第二工件3;具体地,杆部11包括固定单元111及对位单元112;其中,固定单元111包括连接结构,连接结构用于和第二工件3连接;对位单元112连接于固定单元111,对位单元112的外径不同于固定单元111的外径,对位单元112用于插设于第一工件2和第二工件3,以将第一工件2和第二工件3进行对位。
38.本实施例中的连接件相对于现有技术改变了连接件的结构,使对位单元112的外径不同于固定单元111的外径,并将对位单元112插设于第一工件2和第二工件3,以实现对第一工件2和第二工件3的定位;同时在杆部11的固定单元111上设置用于与第二工件3连接的连接结构,以实现第一工件2相对于第二工件3的固定连接;将定位功能及连接功能均集成至连接件单个零件上,不需使采用两个独立的零部件分别实现定位功能和固定功能,由此减少了零件数量,降低了整机成本,同时简化了组装过程,提高了装配效率。
39.进一步地,如图1所示,连接结构为第二工件3连接的螺纹连接段1111。且本实施例中的对位单元112为圆柱体,第一工件2和第二工件3上对应设有适于圆柱体插入的圆孔,且圆柱体与圆孔间隙配合。
40.具体地,如图1所示,连接件还包括头部12,头部12用于对第一工件2进行轴向限位,头部12设在对位单元112的外端或者固定单元111的外端。
41.如图1所示,本实施例中,头部12设于对位单元112的外端,且对位单元112的外径d2比固定单元111的外径d1大,例如大1-2mm,能够使杆部11整体的直径比例较为适宜,以使对位单元112及固定单元111对第一工件2和第二工件3之间的定位效果及固定效果较好。具体地,对位单元112的直径d2比固定单元111的外径d1大1.5mm,对位单元112的直径d2为9.5mm,固定单元111的外径d1为8mm。其它实施中,还可以使对位单元112的外径d2与固定单元111的外径d1之间的差值为1-2mm中的其它数值。具体的设置数值需要根据实际的装配工况决定。其中,d2和d1如图1中标记所示。
42.当然,作为可替换的实施方式,头部12也可设于固定单元111的外端,此时固定单元111的外径大于对位单元112的外径。
43.进一步地,如图1所示,杆部11还包括连接在固定单元111和对位单元112之间的导向段113,导向段113设于对位单元112的轴向两端。通过设置导向段113,以能够为杆部11在穿过第一工件2和第二工件3的过程中提供导向作用,为连接件的安装减小阻力,从而提升装配效率。本实施例中,导向段113的结构为设置在对位单元112轴端的倒角。
44.具体地,如图1所示,在对位单元112靠近头部12的一端设有环形的避位槽114。通过设置避位槽114,能够用于容纳第一工件2上的直角,避免第一工件2上的直角与连接件之间产生干涉,从而使头部12能够和第一工件2之间抵接较为紧密。
45.进一步地,如图1所示,在头部12靠近避位槽114的一端设有环形的限位台121,限位台121被配置为抵靠至第一工件2。通过设置限位台121,以在固定单元111的连接结构和第二工件3连接的过程中,固定单元111能够带动限位台121向靠近第一工件2方向移动,从而使限位台121能够较为紧密地抵靠至第一工件2,以将第一工件2与第二工件3连接较为紧
固。
46.如图1所示,在头部12设有用于拧动连接件的旋拧部122,且旋拧部122的中心与头部12的中心重合,以使旋拧部122与起子或扳手之间配合使用,从而能够方便整个连接件的拧紧或拧松。本实施例中,旋拧部122为设置在头部12的截面形状为十字架状形、梅花状形、六角形状或一字形状的凹槽。其它实施例中,旋拧部122还可以为设置在头部12的凸起。
47.本实施例中还提出了一种定位连接结构,包括如上述的连接件,定位连接结构还包括第一工件2及第二工件3。如图2所示,在第一工件2上设有第一孔21,在第二工件3上设有第二孔31,对位单元112穿过第一孔21并部分伸入至第二孔31内,以实现对第一工件2及第二工件3的定位作用,且第一孔21的孔径等于第二孔31的孔径。本实施例中,第一工件2与第二工件3均为eps壳体,eps指的是电动助力转向系统。其它实施例中,第一工件2与第二工件3还可以为其它需要进行装配的零部件。
48.进一步地,如图1和图2所示,相对应地,在第二工件3上还设有与第二孔31连通的螺纹孔32,螺纹连接段1111能够螺纹连接至螺纹孔32内,以实现第一工件2相对于第二工件3的固定连接。
49.其它实施例中,连接结构还可以为圆柱结构,相对应地,在第二工件3上设有与第二孔31连通的过盈孔,圆柱结构能够过盈卡接在过盈孔内,以实现第一工件2相对于第二工件3的固定连接。
50.进一步地,定位连接结构包括至少两个连接件,第一工件2包括至少两个与连接件连接的第一孔21,第二工件3包括至少两个与连接件连接的第二孔31,多个连接件均连接在第一工件2和第二工件3。通过设置多个连接件,以能够在进行装配时,多个连接件相互之间能够提供约束力,以逐步调整第一工件2与第二工件3之间的垂直度及平整度,从而保证了在装配之后第一工件2与第二工件3相互之间的连接处的平行度及位置精度较好。本实施例中,连接件的数量设置为两个,两个连接件沿第一工件2的对角线间隔设置,两个连接件呈对角装配至第一工件2与第二工件3。其它实施例中,还可以使连接件的数量设置为四个或者其它数量。具体的连接件的设置数量需要根据实际装配需求决定。
51.具体而言,对位单元112与第一孔21及第二孔31之间均为间隙配合。通过间隙配合,使对位单元112为第一工件2与第二工件3之间的连接提供导向定位作用的同时,能够在连接结构和第二工件3连接时,对位单元112能够在第一孔21内和第二孔31内自由转动,不会使对位单元112出现磨损。且对位单元112与第一孔21及第二孔31之间的间隙配合的间隙尺寸为0~0.05mm,能够在对位单元112在第一孔21内和第二孔31内自由转动的同时,不会影响对位单元112为第一工件2与第二工件3之间的连接提供导向定位作用,以保证定位功能的实现。本实施例中,对位单元112与第一孔21及第二孔31之间的间隙配合的间隙尺寸为0.02mm。其它实施例中,还可以使对位单元112与第一孔21及第二孔31之间的间隙配合的间隙尺寸为0~0.05mm中的其它数值。具体的间隙配合的间隙尺寸需要根据实际工况决定。
52.具体地,螺纹连接段1111的长度l1小于第二工件3的长度,以能够为对位单元112在第二工件3内提供定位空间;且对位单元112的长度l2与第一孔21的孔深和第二孔31的孔深之和相匹配。且螺纹连接段1111的长度l1为固定单元111的外径d1的1.8-2倍,使固定单元111与对位单元112的长度比例较为适宜。本实施例中,螺纹连接段1111的长度l1为固定单元111的外径d1的2倍。其它实施中,还可以使固定单元111及对位单元112的长度设置为
其它数值。具体的设置数值需要根据实际的装配工况决定。其中,l1和l2如图1中标记所示。
53.本实施例中的定位连接结构的具体装配过程如下:
54.首先,使第一工件2上的第一孔21与第二工件3上的第二孔31对齐,以使第一工件2与第二工件3之间完成预装。
55.然后,插入连接件,使连接件的杆部11依次穿过第一孔21、第二孔31并穿入螺纹孔32。
56.之后,使起子与旋拧部122配合使用,以拧动头部12,以带动固定单元111外侧的螺纹连接段1111螺纹连接至第二工件3的螺纹孔32内,且对位单元112间隙配合在第一孔21、第二孔31内,以实现对第一工件2和第二工件3的定位,且连接件的头部12上的限位台121抵靠至第一工2上,以固定第一工件2和第二工件3。同时,在拧动的过程中,转动的固定单元111能够使连接件具有旋紧力,旋紧力能够带动限位台121较为紧密地抵靠至第一工件2上,以保证第一工件2与第二工件3较为紧密地连接。
57.最后,再重复上述步骤,将另一个连接件呈对角设置并安装至第一工件2和第二工件3,以使两个连接件相互之间能够提供约束力,以保证在装配之后第一工件2与第二工件3相互之间的连接处的平行度及位置精度较好。
58.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1