一种产品保压装置的制作方法
1.本实用新型属于产品组装技术领域,尤其涉及一种产品保压装置。
背景技术:
2.在电子产品的组装生产过程中,经常需要对产品进行涂胶粘结,而粘结过程往往需要保压静置,为适应高产量的自动化生产,保压单元上需要堆叠多个单独的保压机构;而现有的保压机构通常采用竖向气缸对产品实施保压;多个竖向气缸的排布设置致使整个保压单元竖向占用空间大、造型较笨重且压缩空气消耗量大,用电量大等浪费资源现象严重,增加了生产成本;且现有的保压机构不能对保压压力进行调节及实时监测,不符合精益化生产的要求。
技术实现要素:
3.旨在克服上述现有技术中存在的至少之一处不足,本实用新型解决的技术问题是,提供了一种产品保压装置;其结构简单紧凑且可节省竖向安装空间,更能节约生产成本。
4.为解决上述现有技术中的存在的技术问题,本实用新型实施例提供了一种产品保压装置,包括机架,竖向滑动安装在所述机架上的保压机构以及设置于所述机架上的变向驱动机构;
5.所述变向驱动机构用于将水平或旋转动力变为竖向动力;所述保压机构与所述变向驱动机构的竖向动力输出部固定连接。
6.进一步,所述变向驱动机构包括水平驱动件、水平滑动安装在所述机架上且与所述水平驱动件连接的水平联动板以及与所述保压机构固定连接的竖向联动板;所述水平联动板与所述竖向联动板之间设有变向结构。
7.进一步,所述变向结构包括随动件和倾斜延伸的轨迹槽,所述随动件限定于所述轨迹槽内;所述水平联动板上设有所述随动件,所述竖向联动板上设有所述轨迹槽;或者,所述水平联动板上设有所述轨迹槽,所述竖向联动板上设有所述随动件。
8.进一步,所述轨迹槽包括相连通的第一斜槽部和第二斜槽部,所述第一斜槽部的斜率大于所述第二斜槽部的斜率;
9.保压时,所述随动件由所述第一斜槽部进入所述第二斜槽部。
10.进一步,所述变向结构包括安装在所述水平联动板上的水平齿条,转动安装在所述机架上的双联齿轮和安装在所述竖向联动板上的竖向齿条;所述水平齿条与所述双联齿轮中的一个齿轮啮合,所述竖向齿条与所述双联齿轮中的另一个齿轮啮合;
11.或者,所述变向结构包括安装在所述水平联动板上的凸轮结构、安装在所述竖向联动板上的顶柱和第一弹性件,所述第一弹性件的一端与所述机架抵接,另一端与所述顶柱的顶端抵接,所述顶柱的底端与所述凸轮结构的外周部抵接。
12.进一步,所述变向驱动机构包括旋转驱动件、与所述旋转驱动件的旋转输出部连
接的驱动齿轮以及与所述驱动齿轮啮合且竖向延伸的齿条,所述齿条与所述保压机构固定连接。
13.进一步,所述保压机构包括安装架,所述安装架上至少设有一个保压单元和与所述保压单元一一适配的保压压力调节单元。
14.进一步,所述保压单元包括竖向滑动安装在所述安装架上的导轴和第二弹性件,所述导轴的一端设有限位件,另一端设有保压压头;所述第二弹性件的一端与所述限位件抵接;
15.所述保压压力调节单元包括竖向滑动设置在所述安装架上的压力调节块和用于调节所述压力调节块竖向位置的竖向调节结构;所述第二弹性件的另一端与所述压力调节块抵接。
16.进一步,所述导轴上设有压力检测件,所述压力检测件的一端设有所述保压压头。
17.进一步,所述产品保压装置还包括设置于所述机架上的工装进给机构,所述工装进给机构用于将产品送至所述保压机构下方的保压工位。
18.由于采用了上述技术方案,取得的有益效果如下:
19.本实用新型中的产品保压装置,包括机架,竖向滑动安装在机架上的保压机构以及设置于机架上的变向驱动机构;变向驱动机构用于将水平或旋转动力变为竖向动力;保压机构与变向驱动机构的竖向动力输出部固定连接。利用变向驱动机构代替传统的竖向气缸,可使结构紧凑、节省竖向安装空间,更能节约生产成本。
附图说明
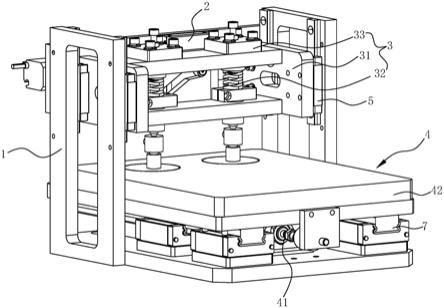
20.图1是本实用新型产品保压装置的结构示意图;
21.图2是图1的侧视图;
22.图3是图1的俯视图;
23.图4是第一种变向驱动机构的初始状态参考图;
24.图5是第一种变向驱动机构的保压状态参考图;
25.图6是第二种变向驱动机构的初始状态参考图;
26.图7是第二种变向驱动机构的保压状态参考图;
27.图8是图1中保压机构的结构示意图;
28.图9是图8的剖视图;
29.图10是第三种变向驱动机构的结构示意图;
30.图11是第四种变向驱动机构的结构示意图;
31.图12是第五种变向驱动机构的结构示意图;
32.图中:1-机架,2-变向驱动机构,21-水平驱动件,22-水平联动板,23
‑ꢀ
竖向联动板,24-变向结构,241-随动件,242-轨迹槽,2421-第一斜槽部,2422
‑ꢀ
第二斜槽部,243-水平齿条,244-双联齿轮,245-竖向齿条,246-凸轮结构, 247-顶柱,248-第一弹性件,249-滚轮,25-旋转驱动件,26-驱动齿轮,27
‑ꢀ
齿条,3-保压机构,31-安装架,32-保压单元,321-导轴,322-第二弹性件, 323-限位件,324-保压压头,325-压力检测件,33-保压压力调节单元,331
‑ꢀ
压力调节块,332-竖向调节结构,3321-限位块,3322-调节螺栓,4-工装进给机构,41-驱动件,42-工装,5-第一滑轨滑块结构,6-第二滑轨滑块结构,7
‑ꢀ
第三滑轨滑块结构。
具体实施方式
33.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
34.实施例一:
35.由图1至图3共同所示,本实施例公开了一种产品保压装置,包括机架1,竖向滑动安装在机架1上的保压机构3以及设置于机架1上的变向驱动机构2;变向驱动机构2用于将水平动力变为竖向动力;保压机构3与变向驱动机构2 的竖向动力输出部固定连接。
36.由4和图5共同所示,本实施例中的变向驱动机构2包括水平驱动件21(气缸或电缸,优先选择电缸)、水平滑动安装在机架1上且与水平驱动件21连接的水平联动板22以及与保压机构3固定连接的竖向联动板23;水平联动板22 与竖向联动板23之间设有变向结构24。其中,变向结构24包括随动件241(可选择定位柱或滚轮,为了减少摩擦,保证变向的顺畅性,本实施例优选滚轮) 和倾斜延伸的轨迹槽242,随动件241限定于轨迹槽242内。其中,水平联动板22上设有随动件241,竖向联动板23上设有轨迹槽242。在水平驱动件21 的驱动下,随动件241随水平联动板22进行水平移动,同时,随动件241在轨迹槽242内发生相对运动并迫使竖向联动板23竖向移动;实现横向动力向竖向动力的转换。
37.还有一些实施例中,由图6和图7共同所示,轨迹槽242设置在水平联动板22上,随动件241设置在竖向联动板23上。在水平驱动件21的驱动下,轨迹槽242随水平联动板22进行水平移动,同时,随动件241在轨迹槽242内发生相对运动并迫使随动件241带动竖向联动板23竖向移动。
38.保压过程中为了实现防止保压机构3下降过快对产品造成损坏,本实施例对轨迹槽242进行了改进,以在保压机构3快接近产品时减缓其下降的速度,防止因冲击过大而损坏产品。改进后的轨迹槽242包括相连通的第一斜槽部 2421和第二斜槽部2422,第一斜槽部2421的斜率大于第二斜槽部2422的斜率;保压时,随动件241由第一斜槽部2421(控制保压机构3快速下降)进入第二斜槽部2422(控制保压机构3缓慢下降)。
39.由图8和图9共同所示,本实施例中,保压机构3包括安装架31,安装架 31上至少设有一个保压单元32和与保压单元32一一适配的保压压力调节单元 33;可根据需要,利用保压压力调节单元33对保压单元32的保压压力进行调节,增加通用性。
40.其中,保压单元32包括竖向滑动安装在安装架31上的导轴321和第二弹性件322,导轴321的一端设有限位件323,另一端设有保压压头324;保压压力调节单元33包括竖向滑动设置在安装架31上的压力调节块331和用于调节压力调节块331竖向位置的竖向调节结构332;第二弹性件322的一端与限位件323抵接,另一端与压力调节块331抵接。本实施例所示出的竖向调节结构 332包括固定在安装架31上的限位块3321,螺纹连接在限位块3321上的调节螺栓3322,调节螺栓3322与压力调节块331抵接。
41.为了实现对保压压力的实时监测,本实施例对上述结构作了进一步优化,优化后的导轴321上设有用于对保压压力进行实时监测的压力检测件325,保压压头324设置在压力检测件325的一端。
42.由图1和图2所示,为了提高集成度,本实施例的产品保压装置还包括设置于机架1上的工装进给机构4,工装进给机构4用于将产品送至保压机构3 下方的保压工位。产品工
装进给机构主要包括水平滑动安装在机架1上用于承载产品的的工装42和用于驱动工装42运动的驱动件41。
43.保压过程中,为了确保保压机构3、水平联动板22以及工装42运动的稳定可靠性;本实施例在保压机构3与机架1之间增设了第一滑轨滑块结构5;在水平联动板22与机架1之间增设了第二滑轨滑块结构6;在工装42和机架1 之间增设了第三滑轨滑块结构7。
44.实施例二:
45.本实施例与上述实施例一基本相同,不同之处在于变向结构24,下面仅针对不同之处进行阐述。
46.由图10所示,本实施例中的变向结构24包括安装在水平联动板22上的水平齿条243,转动安装在机架1上的双联齿轮244和安装在竖向联动板23上的竖向齿条245;水平齿条243与双联齿轮244中的一个齿轮啮合,竖向齿条245 与双联齿轮244中的另一个齿轮啮合。
47.在水平驱动件21的驱动下,水平齿条243随水平联动板22进行水平移动,同时,双联齿轮244转动、竖向齿条245带动竖向联动板23向下运动,实现水平动力向竖向动力的转换。
48.实施例三:
49.本实施例与上述实施例一基本相同,不同之处在于变向结构24,下面仅针对不同之处进行阐述。
50.由图11所示,本实施例中的变向结构24包括安装在水平联动板22上的凸轮结构246,安装在竖向联动板23上的顶柱247和第一弹性件248;第一弹性件248的一端与机架1抵接,另一端与顶柱247的顶端抵接,顶柱247的底端与凸轮结构246的外周部抵接。还有一些实施例中,为了减少摩擦以保证变向的顺畅性,在顶柱247的底部安装滚轮249,滚轮249与凸轮结构246的外周部抵接。
51.在水平驱动件21的驱动下,凸轮结构246随水平联动板22进行水平移动,同时,在第一弹性件248的作用下顶柱247带动竖向联动板23向下运动,实现水平动力向竖向动力的转换。
52.实施例四:
53.本实施例与上述实施例一基本相同,不同之处在于变向驱动机构2,下面仅针对不同之处进行阐述。
54.由图12所示,本实施例中的变向驱动机构2用于将旋转动力变为竖向动力;包括旋转驱动件25(优选变速电机)、与旋转驱动件25的旋转输出部连接的驱动齿轮26以及与驱动齿轮26啮合且竖向延伸的齿条27,齿条27与保压机构3固定连接。
55.在旋转驱动件25的驱动下,驱动齿轮26同步转动,同时,齿条27带动保压机构3向下运动,实现旋转动力向竖向动力的转换。
56.下面基于上述结构对产品保压装置的工作原理进行简要说明:
57.工装进给机构4动作将载有产品的工装42送至保压机构3下方的保压位,随后变向驱动机构2动作,致使保压机构3整体向下运动,当保压单元32运动到限制位时,保压压头324与产品接触并对产品进行保压。到达预定保压时间后变向驱动机构2反向动作,保压机构3整体向上运动,保压压头324脱离产品;随后,工装进给机构4运动将载有产品的工装42
送至工装取放位,到此一个工作循环结束。
58.综上所述,本实用新型利用变向驱动机构代替传统的竖向气缸,可使结构紧凑、节省竖向安装空间,更能节约生产成本;且可对保压压力进行调节及实时监测,符合精益化生产的要求。
59.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1