一种压铆螺母的制作方法
1.本实用新型涉及锁紧件技术领域,具体涉及一种压铆螺母。
背景技术:
2.压铆螺母又叫铆螺母、自扣紧螺母,是应用于薄板或钣金上的一种螺母,外形呈圆形,一端带有压花齿及导向槽,其原理是通过压花齿压入钣金的预置孔位,通过压力使压铆螺母的花齿挤入板内预置孔,从而产生锁紧的效果。
3.在安装手机主板时,传统方式是通过压铆螺母将手机主板锁紧在手机外壳上,伴随手机轻薄化的发展潮流,在手机外壳上设置有一定深度的预置孔位越来越难,若预置孔位的深度不够,又难以形成足够的锁紧力,即便能够设置合适深度的预置孔位,又会大大增加手机外壳的加工难度,还需要调整其他零部件的位置进行避让,导致现有的压铆螺母越来越难以适用。
技术实现要素:
4.本实用新型的目的是为了克服现有技术的缺点,提供一种能够适用于手机主板安装的、结构简单、加工方便的压铆螺母,采用该压铆螺母组装手机时,对手机外壳的厚度要求低,对手机机身厚度的影响小,还降低了手机外壳的加工难度,也不影响其他零部件的位置。
5.为实现上述目的,本实用新型提供的技术方案是,压铆螺母,包括呈圆柱状的主体,所述主体的上端面开设有向下延伸并贯穿所述主体的中心孔,所述中心孔的内壁设置有内螺纹;所述主体的底部垂直连接有金属底板,所述金属底板的厚度为0.2
±
0.03mm,所述金属底板在上下方向上的投影呈四边形,所述金属底板的几何中心位于所述主体的轴心线的延长线上,所述金属底板用于嵌设在手机外壳的凹槽内,并与所述凹槽的槽沿焊接连接,所述金属底板与所述主体的连接处设有用于减小应力集中的圆弧形倒角。
6.优选地,所述圆弧形倒角的半径为所述金属底板厚度的0.8-1.2倍。
7.优选地,所述金属底板的硬度为250-380hv。
8.优选地,所述金属底板一对相对侧的侧壁为圆弧面,所述圆弧面向远离所述金属底板几何中心的方向凸出,所述金属底板另一对相对侧的侧壁为平面。
9.进一步优选地,所述平面距所述主体外壁的最短距离为0.5
±
0.05mm。
10.优选地,所述主体包括位于上部的第一圆柱体和位于下部的第二圆柱体,所述第一圆柱体的直径小于所述第二圆柱体的直径。
11.进一步优选地,所述第一圆柱体的外壁与所述第二圆柱体的上端面的连接处形成直角台阶。
12.优选地,所述第一圆柱体的高度大于所述第二圆柱体的高度。
13.优选地,所述中心孔向下延伸并贯穿所述金属底板。
14.进一步优选地,所述金属底板与所述主体连为一体。
15.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
16.设有贯穿主体的中心孔,中心孔内壁设有内螺纹,通过在主体底部垂直连接厚度为0.2
±
0.03mm的四边形金属底板,使金属底板的几何中心位于主体轴心线的延长线上,并通过金属底板与手机外壳上凹槽的嵌设及焊接连接锁紧在手机外壳上,锁紧效果好,只需在手机外壳上设置较浅的凹槽即可,对手机外壳的厚度要求低,对手机机身厚度的影响小,也降低了手机外壳的加工难度,不影响其他零部件的位置,能够很好地适用于手机主板的安装,无需设置压花齿,结构简单、加工方便,通过在金属底板与主体的连接处设置用于减小应力集中的圆弧形倒角,还能避免金属底板嵌入凹槽时主体与金属底板连接处的开裂现象。
附图说明
17.图1是本实用新型优选实施例的俯视示意图。
18.图2是本实用新型优选实施例的右视示意图。
19.图3是图1中a-a方向的剖视示意图。
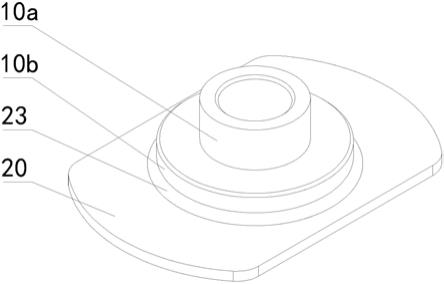
20.图4是图1的立体示意图。
21.其中:10.主体;10a.第一圆柱体;10b.第二圆柱体;11.中心孔;12.内螺纹;20.金属底板;21.圆弧面;22.平面;23.圆弧形倒角。
具体实施方式
22.下面结合附图对本实用新型的优选实施例进行详细阐述,以使本实用新型的优点和特征更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
23.本实用新型中描述的左右方向是指图1中的左右方向,本实用新型中描述的前后方向是指图1中的上下方向,本实用新型中描述的上下方向是指图3中的上下方向。
24.如图1至图4所示,本实用新型提供的压铆螺母,包括呈圆柱状的主体10,主体10的上端面开设有向下延伸并贯穿主体10的中心孔11,中心孔11的内壁设置有内螺纹12;主体10的底部垂直连接有金属底板20,金属底板20的厚度为0.2
±
0.03mm,金属底板20的几何中心位于主体10轴心线的延长线上,金属底板20在上下方向上的投影呈四边形,金属底板20前后方向的侧壁为圆弧面21,圆弧面21向远离金属底板20几何中心的方向凸出,金属底板20左右方向的侧壁为平面22,平面22距主体10外壁的最短距离为0.5
±
0.05mm,这样设置能够在形成较大接触面积及附着力的同时,尽可能减小左右方向占用的空间,金属底板20用于嵌设在手机外壳的凹槽内,并与凹槽的槽沿焊接连接,金属底板20与主体10的连接处设有用于减小应力集中的圆弧形倒角23,这样设置的好处在于,能够通过金属底板20与凹槽的嵌设及点焊连接将该压铆螺母锁紧在手机外壳上,锁紧效果好,无需在手机外壳上设置一定深度的预置孔位,只需在手机外壳上设置较浅的凹槽即可,对手机外壳的厚度要求低,对手机机身厚度的影响小,降低了手机外壳的加工难度,也不影响其他零部件的位置,能够很好地适用于手机主板的安装,无需设置压花齿,结构简单、加工方便,还能够通过圆弧形倒角减小金属底板与主体连接处的应力集中,从而避免金属底板嵌入凹槽时,主体与金属底板连接处的开裂现象。
25.在本实施例中,金属底板20采用316型号的不锈钢制成,价廉易得,由于金属底板20厚度较薄,为确保其具有一定的强度,需要使其具有较高的硬度,但硬度过高会导致嵌入及点焊困难,容易出现开裂现象,金属底板20的硬度优选为250-380hv。
26.圆弧形倒角23的半径会影响减小应力集中的效果以及主体10的套装高度,因此,圆弧形倒角23的半径不易过大,也不易过小,优选地,圆弧形倒角23的半径为金属底板20厚度的0.8-1.2倍,在本实施例中,圆弧形倒角23的半径与金属底板20的厚度相等。
27.为进一步扩大该压铆螺母的适用范围,在本实施例中,主体10包括位于上部的第一圆柱体10a和位于下部的第二圆柱体10b,第一圆柱体10a的直径小于第二圆柱体10b的直径,第一圆柱体10a的外壁与第二圆柱体10b的上端面的连接处形成直角台阶,第一圆柱体10a的高度大于第二圆柱体10b的高度,这样设置的好处在于,在组装双主板(如苹果手机)时,能够将下层主板套装在第二圆柱体10b上,再将上层主板设置在第一圆柱体10a的上端面,既能够方便地实现两层主板的组装,又能够在这两层主板之间形成较大的散热空间;也能够适应单层主板(如华为、小米手机),将单层主板套装在第一圆柱体10a或第二圆柱体10b上进行安装,适用范围更加广泛。
28.为便于加工制造,在本实施例中,主体10与金属底板20的材质相同,并连接为一体,中心孔11向下延伸并贯穿金属底板20。
29.本实施例的具体参数如下:
30.金属底板20左右方向的宽度为4.16mm、前后方向的最大长度为6.10mm、上下方向上的厚度为0.2mm,圆弧形倒角23的半径为0.2mm,第一圆柱体10a的直径为1.8mm、在上下方向上的高度为1.5mm,第二圆柱体10b的直径为3.2mm、在上下方向上的高度为0.7mm,内螺纹12的规格为m1.2*0.25,上述尺寸的公差为
±
0.03mm。
31.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1