软管用金属线的规格决定方法及软管与流程
1.本发明涉及软管用金属线的规格决定方法及软管,更详细而言,涉及能够简便地选定使软管的耐压耐久性更有效地提高的适当规格的金属线的软管用金属线的规格决定方法及具备由适当规格的金属线形成的加强层的软管。
背景技术:
2.在液压软管、车辆用空调用软管等中,为了承受住较高的内压而使例如将金属线卷绕成螺旋状而形成的螺旋构造的加强层介于内表面层与外表面层之间。为了评价软管的耐压耐久性,进行了对软管反复施加预定的内压的耐压耐久试验(脉冲试验(英文:impulse test))(例如,参照专利文献1的第0022~0026段)。
3.另一方面,对形成加强层的金属线实施疲劳试验,掌握金属线单体的拉伸耐久性的程度。并且,例如,设想在软管的使用条件下作用于金属线的拉力,选定具有充分的拉伸耐久性的金属线。并且,对具备由选定出的金属线形成的加强层的软管实施脉冲试验来确认软管是否具有作为目标的耐压耐久性。由于金属线单体的疲劳试验需要相应的时间和工夫,因此在简便地选定能够使软管的耐压耐久性有效地提高的适当规格的金属线方面存在改善的余地。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2004-060747号公报
技术实现要素:
7.发明所要解决的课题
8.本发明的目的在于,提供能够简便地选定使软管的耐压耐久性更有效地提高的适当规格的金属线的软管用金属线的规格决定方法及具备由适当规格的金属线形成的加强层的软管。
9.用于解决课题的手段
10.为了达成上述目的,本发明的软管用金属线的规格决定方法是决定形成介于软管的内表面层与外表面层之间的螺旋构造的加强层的金属线的规格的方法,其特征在于,基于所述金属线的0.2%屈服强度相对于最大拉伸应力的比率、和在预定内压的条件下对所述软管反复施加内压的耐压耐久试验的结果,掌握所述耐压耐久试验的结果满足预先设定的目标值的所述比率的适当范围,将具有该掌握的所述适当范围的所述比率的规格的金属线选定为形成所述软管的所述加强层的构件。
11.本发明的软管的特征在于,在具备同轴状地层叠的内表面层及外表面层、和介于所述内表面层与所述外表面层之间且由金属线形成的螺旋构造的加强层的软管中,所述金属线的0.2%屈服强度相对于最大拉伸应力的比率为0.85以上且0.99以下。
12.发明效果
13.根据本发明的软管用金属线的规格决定方法,利用金属线的0.2%屈服强度相对于最大拉伸应力的比率。该比率与软管的耐压耐久性的程度密切相关,因此,能够基于该比率来选定使软管的耐压耐久性更有效地提高的适当规格的金属线。而且,该比率能够通过进行金属线单体的拉伸试验来取得,因此,不需要金属线单体的疲劳试验,能够简便地选定适当规格的金属线。
14.根据本发明的软管,由于利用所述比率为0.85以上且0.99以下的规格的金属线形成加强层,因此有利于使软管的耐压耐久性更有效地提高。
附图说明
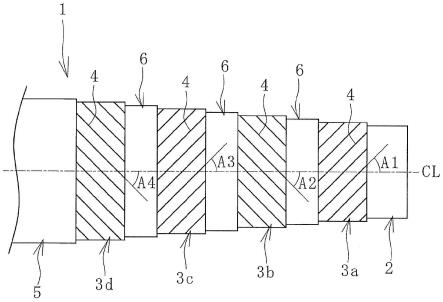
15.图1是将本发明的软管的实施方式局部剖开而例示的说明图。
16.图2是以横剖视例示图1的软管的说明图。
17.图3是例示图1的金属线的拉伸应力与拉伸应变的关系的坐标图。
18.图4是示意性地例示金属线的0.2%屈服强度相对于最大拉伸应力的比率与软管的耐压耐久性试验的结果之间的关系的坐标图。
19.图5是以实测值示出图4所例示的关系的坐标图。
20.附图标记说明
21.1:软管
22.2:内表面层
23.3(3a、3b、3c、3d):加强层
24.4:金属线
25.5:外表面层
26.6:层间橡胶层
27.cl:软管轴心
具体实施方式
28.以下,基于附图所示的实施方式对本发明的软管用金属线的规格决定方法及软管进行说明。
29.图1、图2所例示的本发明的软管1的实施方式被用作所谓的液压软管、使车辆用空调的制冷剂流通的空调用软管。软管使用压力例如是属于15mpa以上且50mpa以下的高压软管的类别的软管1。软管外径例如为20mm以上且75mm以下,软管内径例如为10mm以上且55mm以下。
30.该软管1从内周侧起依次同轴状地层叠有内表面层2、加强层3(3a、3b、3c、3d)及外表面层5。而且,层间橡胶层6介于在软管1的半径方向上相邻地层叠的加强层3彼此之间。附图的单点划线cl表示软管轴心。
31.内表面层2、外表面层5由树脂或橡胶形成。内表面层2、外表面层5有时为树脂和橡胶的多层构造,也有时仅由橡胶构成,也有时仅由树脂构成。例如,内表面层2有时成为在树脂层的外周面层叠有橡胶层的多层构造。在内表面层2、外表面层5中,根据对软管1的要求性能而选择适当的材料,设定适当的层厚。使用的材质没有特别限定,内表面层2例如使用丁基橡胶、丁腈橡胶、氟橡胶、氯化聚乙烯等、尼龙11、尼龙6、尼龙6-66、evoh等。外表面层5
例如使用epdm、硅橡胶、天然橡胶、丁基橡胶、乙烯丙烯酸橡胶等。
32.层间橡胶层6的层厚根据软管外径等而不同,例如为0.1mm以上且0.5mm以下。层间橡胶层6将在半径方向上相邻地层叠的加强层3彼此接合而一体化,并且作为这些加强层3彼此的缓冲材料发挥功能,还有时作为防止气体、水分等的透过的屏障发挥功能。作为层间橡胶层6的橡胶种类,能够例示丙烯腈-丁二烯橡胶、苯乙烯-丁二烯橡胶、氯丁二烯橡胶以及它们的混合橡胶等。
33.在该实施方式中,成为具备4层加强层3的软管1。加强层3成为将金属线4相对于软管轴心cl以预定的编织角度a(a1、a2、a3、a4)呈螺旋状地卷绕而成的螺旋构造。具体而言,在最内周的加强层3a中设定为编织角度a1,在依次位于外周侧的加强层3b、3c、3d中设定为编织角度a2、a3、a4。在半径方向上相邻配置的加强层3彼此的金属线4的卷绕方向相反。
34.各个编织角度a1~a4被设定为52
°
以上且57
°
以下。在该实施方式中,各个编织角度a1~a4实质上相同,但越是靠外周侧的加强层3,编织角度a越大或越小都可以。
35.加强层3的层叠数例如为2以上且8以下,采用所希望的多个层叠数。各个加强层3由相同规格的金属线4形成,在该实施方式中,所有的加强层3实质上为相同的规格。
36.金属线4通过将多根金属线材捻合而构成。作为金属线4,使用被用作形成一般的橡胶软管的加强层的构件的各种钢丝。金属线4的线径例如为0.20mm以上且1.00mm以下。
37.金属线4的0.2%屈服强度ta相对于最大拉伸应力tx的比率ta/tx为0.85以上且0.99以下。比率ta/tx更优选为0.90以上且0.94以下。
38.最大拉伸应力tx是所谓的金属线4的拉伸强度,最大拉伸应力tx及0.2%屈服强度ta是通过依据jis z 2241:2011所规定的金属材料拉伸试验方法的拉伸试验而得到的值。最大拉伸应力tx通过图3所例示的金属线4的应力-应变曲线d来掌握。将该曲线d的弹性变形区域(图3的单点划线l1)在横轴方向上偏移了0.2%的应变的量的单点划线l2与曲线d的交点处的拉伸应力作为0.2%屈服强度ta来掌握。
39.该金属线4的规格由本发明的软管用金属线的规格决定方法决定。对该规格决定方法的步骤的一例进行说明。
40.首先,为了针对作为候选的各种规格的金属线4获得应力-应变曲线d而进行上述的拉伸试验。通过该拉伸试验,掌握各个金属线4的最大拉伸应力tx及0.2%屈服强度ta,算出比率ta/tx。
41.另外,制造具备由各个金属线4形成的螺旋构造的加强层3的软管1,对各个软管1进行反复施加预定内压的耐压耐久试验,掌握其结果。该耐压耐久试验是将液体填充到呈直线状延伸的软管1的内部,以预定的频率反复施加内压并进行直到软管1破损为止,将直到破损为止施加了内压的次数作为测定结果来掌握。例如,将100℃左右的工作油填充于软管1,通过频率为1.33hz的梯形波来施加42mpa
×
150%的内压。
42.耐压耐久试验中的填充于软管1的液体的种类、温度、施加于软管1的内压的大小、频率及其波形的种类(梯形波、三角波、sin波等)并不限定于上述的条件,能够根据软管1的使用条件而些许变更。作为对软管1的要求性能,预先对该耐压耐久试验的结果(耐久次数)设定目标值g。
43.接着,基于算出的比率ta/tx和耐压耐久试验的结果(耐久次数),掌握满足目标值g的比率ta/tx的适当范围r。该比率ta/tx与软管1的耐压耐久性的程度密切相关,如图4所
例示的那样,为了使软管1的耐压耐久性(耐久次数)提高,可以将比率ta/tx设为特定的范围。即,本技术发明人发现,如图4所例示的那样,存在使软管1的耐压耐久性成为峰值状态的比率ta/tx的适当范围r,从而创作了本发明。
44.在图4中,耐久次数成为目标值g以上的比率ta/tx的范围成为适当范围r。将具有该掌握的适当范围r的比率ta/tx的规格的金属线4选定为形成软管1的加强层3的构件。此外,为了使比率ta/tx不同,使金属线4的线径、材质、热处理、捻数、构造(金属线材的数量等)等中的1项或多项组合而不同(变化)。
45.因此,通过利用该比率ta/tx,能够选定使软管1的耐压耐久性更有效地提高的适当规格的金属线4。并且,该比率ta/tx能够通过进行金属线4单体的拉伸试验来取得。由于不需要像以往那样进行金属线4单体的疲劳试验,因此能够简便地选定适当规格的金属线4。
46.在图1、2所例示那样的高压软管的一般构造的情况下,若比率ta/tx为0.85以上且0.99以下,则有利于使软管1的耐压耐久性提高。因此,在由比率ta/tx为0.85以上且0.99以下的金属线4形成加强层3的本发明的软管1中,有利于使耐压耐久性更有效地提高。
47.为了使软管1的耐压耐久性高效地提高,更优选使比率ta/tx为0.94以下。同样地,更优选使比率ta/tx为0.90以上。只要软管1为前文所述的通常采用的高压软管的构造,比率ta/tx的适当范围r就不会大幅地变化。
48.【实施例】
49.如表1所示,仅使金属线的规格以4种(实施例1~3、比较例)不同,制造了图1~图2所例示的构造的软管的试验样品。各个金属线是将金属线材捻合而构成的线径约为0.38mm的钢丝(镀黄铜的钢丝)。4种金属线各自线径实质上相同,例如通过在拉丝加工后实施平整辊工序,改变其辊径、辊配置数、压入量等条件,从而特性值(断裂伸长率、最大拉伸应力、0.2%屈服强度)不同。该平整辊工序是指如下的工序:在金属线的长度方向上隔开间隔地配置多组对置的一对辊,使金属线依次通过各个一对辊的外周面彼此的间隙d1(比金属线的外径d0窄的间隙)。辊配置数是指在金属线的长度方向上隔开间隔地配置的一对辊的组数。压入量是由{(外径d0-间隙d1)/外径d0}
×
100(%)算出的值。加强层的层叠数为4,各个加强层中的金属线的编织角度a大致相同,为54
°
~55
°
程度。各个层间橡胶层的层厚为0.3mm左右。内表面层由丙烯腈-丁二烯橡胶及苯乙烯-丁二烯橡胶形成,外表面层由氯丁二烯橡胶及苯乙烯-丁二烯橡胶形成,层间橡胶层由丙烯腈-丁二烯橡胶形成。
50.对于各个试验样品,将约100℃的工作油填充到内部,进行了利用频率为1.33hz的梯形波施加42mpa
×
150%的内压的上述的耐压耐久试验。其结果示于表1、图5。图5是标绘了表1的结果的坐标图。耐久次数的目标值g为100万次,在实施例1中,即使耐久次数超过200万次,试验样品也不会产生破损,因此在中途中止了试验。
51.【表1】
[0052][0053]
根据表1、图5的结果可知,比率ta/tx为0.93以上且0.99以下的实施例1~3具有满足耐久次数的目标值的耐压耐久性。另外,在比率ta/tx为0.93附近的情况下,推测为耐久次数成为峰值。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1