一种气压制动复合管路及其涂胶装配方法
1.本发明属于复合管材制备技术领域,具体涉及一种气压制动复合管路及其涂胶装配方法。
背景技术:
2.气压制动以压缩空气为制动源,制动踏板控制压缩空气进入车轮制动器,气压制动最大的优势是操纵轻便,提供大的制动力矩;因价格低廉且成型工艺简单,当前气压制动管路多使用金属材料,但金属材料耐腐蚀性差且重量较大,为了适应国家轻量化的需求,并减少腐蚀对金属输气管道的影响,气压制动软管逐步出现,按材料可分为橡胶制动软管和尼龙制动软管,橡胶制动软管抗张力能力较强,易于安装,但表面容易老化;尼龙制动软管耐腐蚀、抗老化,但在低温条件下,抗张力能力减弱,受到外力冲击易受损。
3.公开号为cn101446376a的中国专利文献公开了一种气压制动软管及其制备方法,该软管具有橡胶内管和橡胶外管,在橡胶内管和橡胶外管之间粘结固定有夹胶缠绕层,夹胶缠绕层包括按螺旋式缠绕的内缠绕层、中间胶层以及按螺旋式缠绕的外缠绕层;该软管的制备方法为:先挤出生橡胶内管;然后送入夹浆缠绕装置中依次连续缠绕内缠绕层、浸渍中间胶层以及缠绕外缠绕层,再包覆生橡胶外管,再制成盘管状半成品,最后硫化处理得到气压制动软管。该气压制动软管定位性能较好,但是存在橡胶老化的问题。
4.公开号为cn213655945u的中国专利文献公开了一种新型气压制动软管,包括橡胶层和设置在所述橡胶层内侧的树脂层;橡胶层包括第一橡胶层和第二橡胶层,第一橡胶层位于第二橡胶层内侧,具有耐热或者耐油性能,第二橡胶层具有耐磨特性;还可以在第一橡胶层和第二橡胶层之间设置纤维骨架层。该气压制动软管能够有效降低因气路内润滑油长期侵浸而带来的管径改变,并降低高压气体从管壁的散逸。但该气压制动软管的多层连接性有待进一步探究。
5.碳纤维具有耐高温、抗摩擦、导电、导热及耐腐蚀等优点,且便于加工、力学性能优异、质轻,经常作为增强材料与树脂、金属、陶瓷等联用制备先进复合材料。随着碳纤维生产和加工技术的不断提升,碳纤维复合材料正逐步替代金属材料而被广泛应用于工业设备、航空飞行器等领域中。
技术实现要素:
6.为了解决现有技术中金属气压制动管路耐腐蚀性较差且重量较大的问题,本发明提供了一种气压制动复合管路,采用碳纤维复合材料内管与金属/非金属外管涂胶装配得到,该气压制动复合管路重量较小,且耐腐蚀性好,较金属气压制动管路有效地减少了除锈与更换频率。
7.具体采用的技术方案如下:
8.一种气压制动复合管路,包括内层管和外层管,内层管与外层管之间以胶接方式连接;其中,内层管为碳纤维复合材料管。
9.所述的外层管可选用金属管或非金属管。
10.所述的碳纤维复合材料管由热固型树脂基体和碳纤维组成。
11.本发明还提供了所述的气压制动复合管路的制备方法,包括以下步骤:
12.(1)取长度相同的碳纤维复合材料管与外层管,其中碳纤维复合材料管的外径与外层管的内径相同,对碳纤维复合材料管进行前处理备用;
13.(2)去除胶粘剂的气泡,再将外层管内壁涂胶,步骤(1)前处理得到的碳纤维复合材料管外壁涂胶;将涂胶后的碳纤维复合材料管同轴插入涂胶后的外层管装配;
14.(3)将步骤(2)装配好的复合管路静置固化后得到所述的气压制动复合管路。
15.本发明采用双面涂胶方法,将外层管与碳纤维复合材料内管组装,双面涂胶方法能够减少气泡的产生,增强外层管与碳纤维复合材料内管之间的结合力。
16.优选的,碳纤维复合材料管前处理的方法为:利用砂纸打磨碳纤维复合材料管表面去除杂质并使表面消光,随后清洗。
17.进一步优选的,采用400号砂纸打磨碳纤维复合材料管表面,去除碳纤维复合材料表面的缺陷、脱模剂;再采用600号砂纸再次打磨,使其表面消光并状态一致。
18.步骤(2)中,所述的胶粘剂为双组分胶粘剂,在配胶过程中采用震荡和/或抽真空的方式去除胶粘剂的气泡。
19.优选的,所述的胶粘剂在25℃下粘度≤2000mpa.s,室温可操作时间为20~60min。粘度在2000mpa.s以下胶液流动性更好,便于涂覆;上述优选的室温可操作时间便于复合管路的涂覆和装配,但室温可操作时间过长会影响制件进度。
20.步骤(2)中,步骤(1)前处理得到的碳纤维复合材料管外壁涂胶方式可采用刷涂、浸涂或离心涂覆方式;外层管内壁涂胶方式可采用浸涂或离心涂覆方式。
21.进一步优选的,步骤(2)中,使用管件水平固定装置将内壁涂胶的外层管固定,然后将外壁涂胶的碳纤维复合材料管同轴插入水平固定的外层管中,装配过程中同时补胶,避免两管间产生空隙。
22.步骤(3)中,固化方式为室温固化。
23.与现有技术相比,本发明的有益效果在于:
24.(1)本发明提供的气压制动复合管路由碳纤维复合材料管与金属/非金属管胶接得到,且碳纤维复合材料管位于内层,设计合理,成本较低;具有轻质、强度高的特点,较现有的金属输气管道耐腐蚀性更好,且能够有效减少气压制动管路除锈与更换频率。
25.(2)本发明提供的气压制动复合管路制备方法简单,将外层管的内壁和碳纤维复合材料内管的外壁涂胶,减少了胶接过程中气泡的产生,提高了外层管与碳纤维复合材料内管之间的结合力。
附图说明
26.图1为气压制动复合管路示意图。
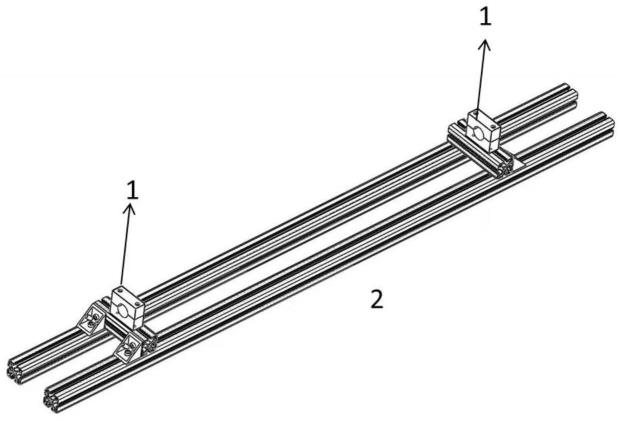
27.图2为管件水平固定装置示意图,其中,1为管夹具,2为铝型材。
具体实施方式
28.下面结合附图与实施例,进一步阐明本发明。应理解,这些实施例仅用于说明本发
明,而不用于限制本发明的范围。
29.实施例1-3中,碳纤维复合材料管购买于河北多点碳纤维公司。ab胶是购买于惠柏新材料科技(上海)股份有限公司的手糊环氧树脂,树脂ge-7601a,固化剂ge7601b。
30.实施例1-3制得的气压制动复合管路的示意图如图1所示,气压制动复合管路包括亚克力外层管和碳纤维复合材料内管,亚克力外层管和碳纤维复合材料内管之间通过胶接方式连接;装配过程中固定内壁涂胶外层管使用的管件水平固定装置的示意图如图2所示,该管件水平固定装置由管夹具1和铝型材2组成,复合管路的水平位置由铝型材2和管夹具1共同确定,管夹具1用于固定管件,管夹具1可以按照管件外径尺寸需求更换。
31.实施例1
32.(1)准备长度为50cm、外径为10mm的碳纤维复合材料管,长度为50cm、内径为10mm的亚克力管,其中碳纤维复合材料管为t300/环氧树脂平纹复合材料管。
33.(2)碳纤维复合材料管前处理:用400号砂纸打磨碳纤维复合材料管表面,去除表面的缺陷、脱模剂;再用600号砂纸再次打磨,使碳纤维复合材料管表面消光并状态一致,用乙醇擦拭打磨灰,室温放置至清洗剂完全挥发,待用;
34.(3)胶粘剂的准备:将室温可操作时间为20~40min、25℃下粘度为500~1000mpa.s的ab胶用玻璃棒搅拌混合均匀,震荡,放入真空干燥箱抽真空去除气泡,真空度达到-0.1mpa后继续抽真空5分钟;
35.(4)碳纤维复合材料管外壁与亚克力管内壁的涂覆:
36.(i)亚克力管涂胶方式:亚克力管底端封口,将胶液灌满亚克力管,布满管内壁后倒出多余胶液;
37.(ii)碳纤维复合材料管涂胶方式:刷涂;
38.(5)装配:将外壁涂胶的碳纤维复合材料管同轴插入水平固定的内壁涂胶的亚克力管,装配过程同时用刷子在碳纤维复合材料管外壁刷涂补胶;
39.(6)固化:将装配好的复合管路室温下直立静置固化24h得到所述的气压制动复合管路。
40.实施例2
41.(1)准备长度为50cm、外径为30mm的碳纤维复合材料管,长度为50cm、内径为30mm的亚克力管,其中碳纤维复合材料管为t300/环氧树脂平纹复合材料管。
42.(2)碳纤维复合材料管前处理:用400号砂纸打磨碳纤维复合材料管表面,去除表面的缺陷、脱模剂;再用600号砂纸再次打磨,使碳纤维复合材料管表面消光并状态一致,用乙醇擦拭打磨灰,室温放置至清洗剂完全挥发,待用;
43.(3)胶粘剂的准备:将室温可操作时间为20~40min、25℃下粘度为500~1000mpa.s的ab胶用玻璃棒搅拌混合均匀,震荡,放入真空干燥箱抽真空去除气泡,真空度达到-0.1mpa后继续抽真空5分钟;
44.(4)碳纤维复合材料管外壁与亚克力管内壁的涂覆:
45.(i)亚克力管涂胶方式:亚克力管底端封口,将胶液灌进管内,转动管体使胶液离心流平,布满管内壁后倒出多余胶液;
46.(ii)碳纤维复合材料管涂胶方式:刷涂;
47.(5)装配:将外壁涂胶的碳纤维复合材料管同轴插入水平固定的内壁涂胶的亚克
力管,装配过程同时用刷子在碳纤维复合材料管外壁刷涂补胶;
48.(6)固化:将装配好的复合管路室温下直立静置固化24h得到所述的气压制动复合管路。
49.实施例3
50.(1)准备长度为1m、外径为10mm的碳纤维复合材料管,长度为1m、内径为10mm的亚克力管,其中碳纤维复合材料管为t300/环氧树脂平纹复合材料管。
51.(2)碳纤维复合材料管前处理:用400号砂纸打磨碳纤维复合材料管表面,去除表面的缺陷、脱模剂;再用600号砂纸再次打磨,使碳纤维复合材料管表面消光并状态一致,用乙醇擦拭打磨灰,室温放置至清洗剂完全挥发,待用;
52.(3)胶粘剂的准备:将室温可操作时间为20~40min、25℃下粘度为500~1000mpa.s的ab胶用玻璃棒搅拌混合均匀,震荡,放入真空干燥箱抽真空去除气泡,真空度达到-0.1mpa后继续抽真空5分钟;
53.(4)碳纤维复合材料管外壁与亚克力管内壁的涂覆:
54.(i)亚克力管涂胶方式:亚克力管底端封口,直立亚克力管,将胶液灌进亚克力管高度1/3处,上端封口,斜向45
°
转动亚克力管,胶液布满管内壁后倒出多余胶液;
55.(ii)碳纤维复合材料管涂胶方式:刷涂;
56.(5)装配:将外壁涂胶的碳纤维复合材料管同轴插入水平固定的内壁涂胶的亚克力管,装配过程同时用刷子在碳纤维复合材料管外壁刷涂补胶;
57.(6)固化:将装配好的复合管路室温下直立静置固化24h得到所述的气压制动复合管路。
58.以上所述的实施例对本发明的技术方案进行了详细说明,应理解的是以上所述的仅为本发明的具体实施例,并不用于限制本发明,凡在本发明的原则范围内所做的任何修改、补充或类似方式替代等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1