一种耐高温长寿命的U型密封圈及其制备方法与流程
一种耐高温长寿命的u型密封圈及其制备方法
技术领域
1.本发明涉及一种耐高温长寿命的u型密封圈及其制备方法,属于密封圈技术领域。
背景技术:
2.u型密封圈作为工程机械油缸密封的一种,u型圈的传统结构是整体的聚氨酯材料,并且以注塑材料tpu为主。聚氨酯弹性体属于高分子材料,利用其弹性及一些优异的物理性能,在密封件行业得到广泛使用。
3.油缸在运转过程中,活塞杆与u型圈之间发生摩擦,温度会逐渐升高至120℃,聚氨酯材料制得的u型圈会发生耐热老化现象,颜色变深、变黑,随之而来的是材料的物理性能大幅度下降,失去弹性,导致漏油现象;同时,当温度升高后,材料的硬度会明显降低,跟部极容易发生挤出啃伤的现象,严重影响u型密封圈的使用寿命。
技术实现要素:
4.本发明针对现有技术存在的不足,提供一种耐高温长寿命的u型密封圈及其制备方法。
5.第一方面,本发明解决上述技术问题的技术方案如下:一种耐高温长寿命的u型密封圈,包括环状的圈体,所述圈体的上端设有主唇口与副唇口,所述主唇口位于内圈且与活塞杆相抵触,所述主唇口与活塞杆相抵触处开设有安装槽,所述主唇口在安装槽内设有贴片层,所述贴片层由耐高温材料制得,所述贴片层上端与竖直方向之间的夹角为主唇油面角,所述主唇油面角的设计度数为50
±5°
。
6.采用上述方案的有益效果是:主唇口与活塞杆相抵触处设置贴片层,贴片层耐高温性能优于由聚氨酯材料制得的圈体、主唇口和副唇口,当油缸运转时,贴片层与活塞杆相抵触,可承受高温和反复摩擦,不易出现物理性能下降的问题,进而不易出现漏油的问题,随时油缸长时间的运转,当温度升高后,u型密封圈不易出现硬度降低的问题,同也不易出现跟部挤出啃伤的问题,进而保证了u型密封圈的使用寿命,另外将主唇口油面角的角度设置为50
±5°
可改变主唇口处的压力梯度分布,提高主唇口处的压力梯度,当密封圈承受较高频率和较高压强时,仍然可保持较好的密封性进而从另一方面也保证了u型密封圈的使用寿命。
7.在上述技术方案的基础上,本发明还可以做如下改进:
8.进一步的,所述贴片层的厚度范围为0.8mm-1.0mm。
9.采用上述进一步方案的有益效果是:将贴片层的厚度设置在0.8-1.0mm之间,当贴片层与活塞杆相抵触后,变形量适中,接触面积适中,进而可使主唇口压力在主唇口处分布集中,可一定程度提高压力梯度,进一步保证了密封效果。
10.进一步的,所述贴片层包括第一块层与第二块层,所述第一块层与第二块层之间倾斜设置,所述第一块层与第二块层之间的夹角为唇口角,所述唇口角的设计度数为θ+55
°
,θ为主唇油面角的度数。
11.进一步的,所述副唇口远离主唇口的一端设有斜面一,所述斜面一与竖直方向之间的夹角为副唇油面角,所述副唇油面角的设计度数为45
°±5°
,所述副唇口设有与斜面一相抵触的斜面二,所述斜面二与竖直方向的夹角为副唇气面角,所述副唇气面角的设计度数为0.6α-15
°
,α为副唇油面角度数。
12.进一步的,所述第二块层与竖直方向之间的夹角为主唇气面角,所述主唇气面角的设计度数为0.6θ-10
°
,主唇口与副唇口之间留有u槽,所述u槽处的角度为u槽角度,所述u槽角度的设计度数为30
°±
10
°
。
13.第二方面,本发明解决上述技术问题的技术方案如下:耐高温长寿命的u型密封圈的制备方法,包括如下步骤:
14.s1:先使用改性处理液对贴片层进行活化处理,再使用清洗液对活化处理后的贴片层进行清洗,然后对清洗结束的贴片层进行干燥处理,即可得到活化贴片层;
15.s2:称取重量份数75-80份的异氰酸酯、10-20份的聚已内酯和对5-10份的苯二酚二羟乙基醚,将上述原料混合,充分反应后,即可得到改性聚氨酯,对改性聚氨酯进行挤出造粒,然后进行冷却干燥,即可得到改性聚氨酯颗粒;
16.s3:将活化贴片层放置在模具内,同时对改性聚氨酯颗粒进行加热融化,将融化的改性聚氨酯注塑在模具内,待聚氨酯冷却后,即可得到u型密封圈。
17.进一步的,s1中的改性处理液包括重量份数为34.5份的钠、1160份的萘和445-1335份的四氢呋喃;
18.对贴片层的活化处理步骤为:
19.步骤一:配置改性处理液:先称取钠和萘,将钠和萘混合在一起,制得萘钠混合液,将钠萘混合液的浓度控制在1.5-2.0mol/l,再向钠萘混合液中加入四氢呋喃,即可得到改性处理液;
20.步骤二:将改性处理液注入表面处理槽内,再将贴片层放在表面处理槽中,盖上槽盖,处理时间为50-60s;
21.步骤三:将处理结束的贴片层从改性处理液中取出,并迅速将处理结束的贴片层放置在清洗液处理槽中清洗,清洗液为四氢呋喃,再对清洗结束的贴片层进行干燥,即可得活化贴片层。
22.进一步的,所述步骤三中对清洗结束的贴片层进行干燥时,先将清洗结束的贴片层套在不锈钢管上,再将不锈钢管放置在干燥箱中,温度控制在20-30℃,干燥时间为≥2h。
23.进一步的,s3中对改性聚氨酯进行注塑时,注塑压力为50-60mpa,注塑温度为195-200℃,背压为2.8-3mpa,冷却时间为25-30s。
24.进一步的,s3中将u型密封圈从模具中退出后,对u型密封圈进行后处理,具体为将u型密封圈进行保温处理,后处理分为两个阶段,一阶段后处理的温度为120-125℃,后处理时间为20-24h,冷却时间为4h;二阶段后处理的温度为115-120℃,后处理时间为16-20h,冷却时间为随炉冷却,随炉冷却结束后,即得u型密封圈。
25.与现有技术相比,本发明的有益效果是:
26.1、本技术通过在主唇口处设置贴片层,且贴片层为耐高温材料制得,且主唇油面角的设计度数为50
±5°
,当油缸运转时,贴片层承受高温的能力较强,不易出现物理性能下降的问题,进而当油缸长时间运转后,不易出现漏油的问题,同时通过对主唇油面角的控
制,使作用在主唇口处压力梯度增大,进一步提高了u型密封圈的密封性;
27.2、本技术通过对贴片层进行活化处理,可激发贴片层的分子活性,使贴片层与主唇口之间的粘合力增强,使贴片层不易从主唇口上脱落,进一步延长了u型圈的使用寿命。
附图说明
28.图1为本技术实施例中一种耐高温长寿命的u型密封圈的剖面结构示意图;
29.图2为本技术实施例中凸显主唇油面角的结构示意图;
30.图中,1、圈体;11、跟部;12、腰部;2、主唇口;21、安装槽;3、贴片层;31、第一块层;32、第二块层;4、副唇口;41、斜面一;42、斜面二;5、u槽;6、主唇油面角;7、主唇气面角;8、唇口角;9、副唇油面角;90、副唇气面角;99、u槽角度。
具体实施方式
31.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
32.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
33.本发明所有原料,对其来源没有特别限制,在市场上购买的或按照本领域技术人员熟知的常规方法制备的即可;本发明中所用未活化处理前的贴片层,根据自身尺寸和材料需求,特别订购而得。本发明所涉及的试验方法如无特殊说明,均为常规方法。
34.如图1和图2所示,一种耐高温长寿命的u型密封圈,包括环状的圈体1,圈体1一端设有主唇口2和副唇口4,圈体1另一端为跟部11,圈体1中部为腰部12,圈体1、主唇口2和副唇口4一体成型,且圈体1、主唇口2和副唇口4均为聚氨酯材料制得,主唇口2位于内圈且与活塞杆相抵触,主唇口2与活塞杆相抵触处开设有安装槽21,主唇口2在安装槽21处设有与安装槽21相适配的贴片层3,贴片层3为ptfe材料制得,贴片层3最高可承受260℃的高温,油缸运转时,贴片层3与活塞杆相抵触,贴片层3在高温下,不易出现老化、颜色变黑的问题,同时圈体1端部也不易出现啃伤的问题,另外通过设置贴片层3,降低了u型密封圈与活塞杆之间的摩擦系数,减小了往复过程照片那个的摩擦阻力,降低了系统的启动压力,同时缓解了唇口生热的问题,进而延长了u型密封圈的使用寿命,同时减少了活塞杆处液压油堆积、泄漏的问题,可使油缸在高速、高温等恶劣工况下,仍能够正常工作,通过设置耐高温的贴片层3可有效解决大部分的油缸停机、频繁维修等工程问题,可有效延长油缸的使用寿命,在人力和物力上可节约大量成本。
35.如图1和图2所示,贴片层3的厚度范围为0.8mm-1.0mm,贴片层3在此厚度范围内与活塞杆相抵触后,变形量与接触面积适中,进而可使主唇口2处压力集中,进而提高了主唇口2处的压力梯度,从而保证了密封效果。
36.如图1和图2所示,贴片层3包括第一块层31和第二块层32,第一块层31远离主唇口2的断面与竖直方向的夹角为主唇油面角6,主唇油面角6的设计角度为50
±5°
,第一块层31
与第二块层32之间倾斜设置,第一块层31与第二块层32之间的夹角为唇口角8,唇口角8的设计角度为θ+55
°
,第二块层32与竖直方向之间的夹角为主唇气面角7,主唇气面角7的设计角度为0.6θ-10
°
,θ为主唇油面角6的度数,当主唇油面角6、主唇气面角7和唇口角8的角度满足上述角度设置时,当主唇口2与活塞杆相抵触时,可使主唇口2与活塞杆的接触宽度控制在0.5mm以内,进而使主唇口2处跟随性提高,进而作用在油封唇口的压力梯度大,当油缸进行高频运转时,不易从主唇口2处泄漏液压油,可提高密封效果,同时可减小与活塞杆的接触面积,使与活塞杆的接触面积保持在适当范围内,减小与活塞杆之间的摩擦,当油缸长时间运转时,可保证u型密封圈的使用寿命。
37.如图1和图2所示,副唇口4远离主唇口2的一端设有斜面一41,斜面一41与竖直方向之间的夹角为副唇油面角9,副唇油面角9的设计角度为45
°±5°
,副唇口4设有与斜面一41相抵触的斜面二42,斜面二42与竖直方向的夹角为副唇气面角90,副唇气面角90的设计角度为0.6α-15
°
,α为副唇油面角9度数,当副唇油面角9与副唇气面角90的角度满足上述角度设置时,当油缸运转时,可使副唇口4处吸收部分主唇口2处传导的压力,可减小主唇口2与副唇口4之间的压力差,一定程度可对主唇口2起到保护作用,进而延长u型密封圈的使用寿命,保证u型密封圈的密封性,另外当油缸当高频运转到停机时,副唇口4可与密封件之间的受力较为均匀,可减少对副唇口4的破坏,进一步延长u型密封圈的使用寿命,同时通过对副唇口4油面角和副唇口4气面角的角度设计,当油缸停机时,可使圈体1的跟部11压紧,腰部12处应力减小,使静密封时压力正常分布,提高了静密封时的密封性,减少了油缸停机时,液压油泄漏的问题。
38.如图1和图2所示,主唇口2与副唇口4之间留有u槽5,u槽5处的角度为u槽5角度,u槽5角度的设计度数为30
°±
10
°
,当u槽5角度为30
°±
10
°
时,在油缸运转时,介质压力作用在唇口腰部12,压力可有效传递到主唇口2处,随着介质压力的增大,主唇口2处的压力也随之增大,该压力径向部分可转化为密封力,进而可提高主唇口2处的密封效果,使该u型密封圈密封更可靠。
39.改性处理液制备例
40.改性处理液制备例1
41.称取34.5
㎏
的钠、1160
㎏
的萘和445
㎏
的四氢呋喃,先将钠溶解在萘中,制备出萘钠处理液,再向萘钠处理液中加入445
㎏
的四氢呋喃,制备出浓度为1.0mo l/l的改性处理液。
42.改性处理液制备例2
43.该制备例与改性处理液制备例1的区别之处在于加入四氢呋喃的量为778.75
㎏
,进而经过计算可知,此时改性处理液的浓度为0.8mo l/l。
44.改性处理液制备例3
45.该制备例与改性处理液制备例1的区别之处在于加入四氢呋喃的量为1335
㎏
,进而经过计算可知,此时改性处理液的浓度为0.6mo l/l。
46.改性处理液制备例4
47.该制备例与改性处理液制备例1的区别之处在于加入四氢呋喃的量为1780
㎏
,进而经过计算可知,此时改性处理液的浓度为0.5mo l/l。
48.改性处理液制备例5
49.该制备例与改性处理液制备例1的区别之处在于加入四氢呋喃的量为323.96
㎏
,进而经过计算可知,此时改性处理液的浓度为1.1mo l/l。
50.实施例1
51.耐高温长寿命的u型密封圈的制备方法,包括如下步骤:
52.第一步:先将贴片层整理好,并一片片挂在挂杆上,然后将挂好的贴片层的挂杆整齐摆放在支架上,贴片层的材质为ptfe,量取改性处理液制备例1中得到的改处理液35l,并将改性处理液注入表面处理槽中,然后将挂有贴片层的支架放入表面处理槽中,盖上表面处理槽的上盖,处理时间为50s,处理结束后立即将贴片层从表面处理槽中取出,并迅速将处理结束的贴片层放置在清洗液处理槽中清洗,清洗液处理槽中注入的为四氢呋喃,将贴片层在四氢呋喃清洗液中漂洗30s,然后将清洗好的贴片层套在外径略小于贴片层内径的不锈钢管上,再将不锈钢管放置在干燥箱中,将干燥箱的温度控制在20℃,干燥时间为2h,干燥结束后即可得到活化贴片层;
53.第二步:称取75
㎏
的异氰酸酯,10
㎏
的聚已内酯和5
㎏
的苯二酚二羟乙基醚,将上述原料在反应釜内混合后,将反应釜内的温度控制在100℃-110℃之间,保温搅拌4h,即可得到改性聚氨酯,对改性聚氨酯进行挤出造粒,然后进行冷却干燥,即可得到改性聚氨酯颗粒;
54.第三步:将第一步中得到的活化贴片层放置在模具内,同时对改性聚氨酯颗粒进行加热融化,然后将融化的改性聚氨酯注塑在模具内,对聚氨酯进行注塑时,注塑压力为50mpa,注塑温度为195℃,背压为2.8mpa,冷却时间为25s,退模后,即可得注塑u型密封圈;
55.第四步:对第三步中得到的注塑u型密封圈进行后处理,具体为将u型密封圈放在处理炉中进行保温处理,后处理分为两个阶段,一阶段后处理的温度为120℃,后处理时间为20h,冷却时间为4h;二阶段后处理的温度为115℃,后处理时间为16h,冷却时间为随炉冷却,随炉冷却结束后,即得u型密封圈。
56.本实施例1中贴片层厚度为0.8mm,主唇油面角度数为45
°
,唇口角度数为100
°
,主唇气面角度数为17
°
,副唇油面角度数为40
°
,副唇气面角度数为9
°
,u槽角度为20
°
。
57.实施例2
58.本实施例与实施例1的区别之处在于第一步中使用改性处理液制备例2中得到的改性处理液对贴片层进行处理,其余原料配比与工艺参数与实施例1相同。
59.实施例3
60.本实施例与实施例1的区别之处在于第一步中使用改性处理液制备例3中得到的改性处理液对贴片层进行处理,其余原料配比与工艺参数与实施例1相同。
61.实施例4
62.本实施例与实施例1的区别之处在于第一步中使用改性处理液对贴片层的处理时间为60s,对清洗好的贴片层的干燥温度为30℃,其余原料配比与工艺参数与实施例1相同。
63.实施例5
64.本实施例与实施例1的区别之处在于第二步中称取80
㎏
的异氰酸酯,20
㎏
的聚已内酯和10
㎏
的苯二酚二羟乙基醚,其余原料配比与工艺参数与实施例1相同。
65.实施例6
66.本实施例与实施例1的区别之处在于第三步中对聚氨酯进行注塑时,注塑压力为
60mpa,注塑温度为200℃,背压为3mpa,冷却时间为30s,其余原料配比与工艺参数与实施例1相同。
67.实施例7
68.本实施例与实施例1的区别之处在于第四步中一阶段后处理的温度为125℃,后处理时间为24h,冷却时间为4h;二阶段后处理的温度为120℃,后处理时间为20h,其余原料配比与工艺参数与实施例1相同。
69.实施例8
70.本实施例与实施例1的区别之处在于贴片层厚度为0.9mm,主唇油面角度数为50
°
,唇口角度数为105
°
,主唇气面角度数为20
°
,副唇油面角度数为45
°
,副唇气面角度数为12
°
,u槽角度为30
°
。
71.实施例9
72.本实施例与实施例1的区别之处在于贴片层厚度为1.0mm,主唇油面角度数为55
°
,唇口角度数为110
°
,主唇气面角度数为23
°
,副唇油面角度数为50
°
,副唇气面角度数为15
°
,u槽角度为40
°
。
73.对比例
74.对比例1
75.本对比例与实施例1的区别之处在于第一步中使用改性处理液制备例4中得到的改性处理液对贴片层进行处理,其余原料配比与工艺参数与实施例1相同。
76.对比例2
77.本对比例与实施例1的区别之处在于第一步中使用改性处理液制备例5中得到的改性处理液对贴片层进行处理,其余原料配比与工艺参数与实施例1相同。
78.对比例3
79.本对比例与实施例1的区别之处在于第一步中不使用四氢呋喃对处理结束的贴片层进行漂洗,其余原料配比与工艺参数与实施例1相同。
80.对比例4
81.本对比例与实施例1的区别之处在于第一步中使用改性处理液对贴片层的处理时间为45s,其余原料配比与工艺参数与实施例1相同。
82.对比例5
83.本对比例与实施例1的区别之处在于第一步中使用改性处理液对贴片层的处理时间为65s,其余原料配比与工艺参数与实施例1相同。
84.对比例6
85.本对比例与实施例1的区别之处在于第三步中将普通市购聚氨酯颗粒进行加热融化和注塑,其余原料配比与工艺参数与实施例1相同。
86.对比例7
87.本对比例与实施例1的区别之处在于第四步中不对注塑u型密封圈进行一阶段后处理,直接对注塑u型密封圈进行二阶段后处理,其余原料配比与工艺参数与实施例1相同。
88.对比例8
89.本对比例与实施例1的区别之处在于第四步中不对注塑u型密封圈进行二阶段后处理,对注塑u型密封圈进行一阶段后处理后,即得u型密封圈,其余原料配比与工艺参数与
实施例1相同。
90.对比例9
91.本对比例与实施例1的区别之处在于第四步中不对注塑u型密封圈进行一阶段和二阶段后处理,其余原料配比与工艺参数与实施例1相同。
92.对比例10
93.本对比例与实施例1的区别之处在于第一步中不对贴片层进行活化处理,直接将普通贴片层与改性聚氨酯注塑到一起,其余原料配比与工艺参数与实施例1相同。
94.对比例11
95.本对比例与实施例1的区别之处在于u型密封圈为改性聚氨酯一体注塑成型,无贴片层,其余原料配比与工艺参数与实施例1相同。
96.对比例12
97.本对比例与实施例1的区别之处在于贴片层的厚度为0.7mm,其余原料配比与工艺参数与实施例1相同。
98.对比例13
99.本对比例与实施例1的区别之处在于贴片层的厚度为1.1mm,其余原料配比与工艺参数与实施例1相同。
100.对比例14
101.本对比例与实施例1的区别之处在于主唇油面角的度数为43
°
,唇口角的度数为98
°
,主唇气面角的度数为15.8
°
,其余原料配比与工艺参数与实施例1相同。
102.对比例15
103.本对比例与实施例1的区别之处在于唇口角的度数为108
°
,主唇气面角的度数为23
°
,其余原料配比与工艺参数与实施例1相同。
104.对比例16
105.本对比例与实施例1的区别之处在于副唇油面角的度数为37
°
,副唇气面角的度数为7.2
°
,其余原料配比与工艺参数与实施例1相同。
106.对比例17
107.本对比例与实施例1的区别之处在于副唇气面角的度数为14.8
°
,其余原料配比与工艺参数与实施例1相同。
108.对比例18
109.本对比例与实施例1的区别之处在于u槽角度的度数为17
°
,其余原料配比与工艺参数与实施例1相同。
110.对比例19
111.本对比例与实施例1的区别之处在于u槽角度的度数为43
°
,其余原料配比与工艺参数与实施例1相同。
112.试验检测
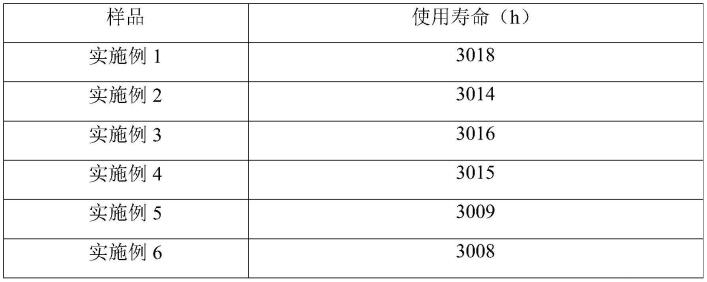
113.取实施例1-9和对比例1-11中得到的u型密封圈为试验样品,每组取5个u型密封圈,进行检测,将u型密封圈装到油缸内,在高频下(频率逐渐增大至40赫兹)对u型密封圈的使用寿命进行检测,当贴片层从主唇口上脱落或出现液压油泄漏的问题时,即为u型密封圈使用寿命终结,为了加快试验进度,在微波环境下进行检测,试验数据中将微波加速时间换
算为正常工作时间进行数据比对,对样品进行检测后,对试验数据进行记录,并对计算实验数据的平均值,具体试验结果如表1-1所示:
114.表1-1实施例1-9和对比例1-11试验数据
[0115][0116][0117]
对实施例1和实施例8和9与对比例12-19得到的样品进行密封性检测,每组样品抽取10个,将样品安装在油缸后,将油缸在40赫兹的频率下,均工作1000h,然后观察液压油的泄漏情况,将泄漏情况分为5个等级:无泄漏,轻微泄漏,泄漏,中度泄漏和严重泄漏,无泄漏记为0,轻微泄漏记为1,泄漏记为2,中度泄漏记为3,严重泄漏记为4,将每组样品中每个样品的得分进行累计,通过比对每组的得分情况即可直观判断密封性的好坏,对数据进行记录和计算后,可得到表1-2:
[0118]
表1-2实施例1、8、9和对比例12-19试验数据
[0119][0120][0121]
试验结果分析:
[0122]
结合实施例1-9和对比例1-19,并结合表1-1和表1-2,可对试验结果进行如下分析:
[0123]
1、由实施例1-3可以看出,当改性处理液的浓度范围在0.6-1.0mo l/l,使用该浓度范围内的改性处理液对贴片层进行活化处理,u型密封圈的使用寿命均可达到3000h小时以上,且在合理范围内对改性处理液的浓度进行变化,u型密封圈的使用寿命无明显变化;
[0124]
2、由实施例4-7可以看出,在本发明规定的参数范围内对本发明中的试验参数进行变化,对u型密封圈的使用寿命基本无影响,仍可使u型密封圈保持3000h以上的使用寿命;
[0125]
3、由实施例1和对比例1和2可以看出,当改性处理液的浓度在0.5mo l/l或1.1mo l/l时,使用该浓度的改性处理液对贴片层进行处理后,u型密封圈的使用寿命,相较于实施例1中得到的u型密封圈较低,因此说明改性处理液浓度过高或过低,均会对u型密封圈的使用寿命存在不利影响;
[0126]
4、由实施例1和对比例3可以看出,使用改性处理液对u型密封圈处理结束后,如果不使用四氢呋喃对贴片层进行清洗,对u型密封圈的使用寿命有着较大影响,进而也从侧面反映出了使用四氢呋喃对处理后的贴片层进行漂洗的重要性;
[0127]
5、由实施例1和对比例4、5可以看出,使用改性处理液对贴片层进行处理时,处理时间过短或过长均对u型密封圈的使用寿命有着不利影响,因此说明了使用改性处理液对贴片层的处理时间,与u型密封圈的使用寿命有着至关重要的联系;
[0128]
6、由实施例1和对比例6可以看出,普通市购聚氨酯材料与本发明中的改性聚氨酯相比,与贴片层的粘结强度较差,本发明中的改性聚氨酯具有更好的耐温性以及与贴片层的粘结强度,因此采用改性聚氨酯可保证u型密封圈的使用寿命;
[0129]
7、由实施例1和对比例7-9可以看出,对u型密封圈进行后处理的必要性,仅仅对u型密封圈进行一阶段后处理和二阶段后处理时,u型密封圈的使用寿命仅仅只有两千余小时,但是当一阶段后处理和二阶段后处理均不开展时,u型密封圈的使用寿命只有一千七百
余小时,因此说明了一阶段后处理和二阶段后处理对u型密封圈寿命的重要影响,同时说明了一阶段后处理和二阶段后处理对u型密封圈使用寿命的协同影响;
[0130]
8、由实施例1和对比例10可以看出,当不对贴片层进行活化处理时,u型密封圈的使用寿命仅仅只有一千二百余小时,且贴片层与主唇口的粘结强度较差,因此反映出了对贴片层进行活化处理的重要性,进而说明了对贴片层进行活化处理可有效提高贴片层与主唇口的粘结强度;
[0131]
9、由实施例1和对比例11可以看出,当不设置耐高温的贴片层时,u型密封圈的使用寿命较短,因此说明了设置贴片层对u型密封圈使用寿命的重要性,可有效提高u型密封圈耐高温性能,降低油封唇口的摩擦系数,减小往复运动过程中的摩擦阻力,降低系统启动压力,同时降低唇口生热,延长u型密封圈的使用寿命;
[0132]
10、由实施例1、8和9可以看出,在适当范围内对贴片层的厚度、主唇口油面角角度、唇口角角度、主唇口气面角角度、副唇口油面角角度、副唇口气面角角度和u槽角度进行调节,对u型密封圈的密封性没有影响,且油缸长时间运转后,u型密封圈仍能保持较好的密封性;
[0133]
11、由实施例1和对比例12、13可以看出,当贴片层的厚度为0.7mm和1.1mm时,u型密封圈的密封性明显出现大幅度的下降,说明了对贴片层厚度限定的必要性,同时也说明了本发明中对贴片层的限定厚度为较佳厚度;
[0134]
12、由实施例1和对比例14、15可以看出,当主唇油面角度数偏离50
±5°
的范围时,u型密封圈的密封性下降明显,因此说明本发明中对主唇油面角度数在一定范围内进行限定的必要性,同时也说明了本发明对主唇油面角度数限定的范围,为较佳的范围。另外也可以看出,当主唇油面角、唇口角和主唇气面角的之间的大小关系不满足范围公式时,u型密封圈的密封性同样较差,因此说明了本发明中对主唇油面角、唇口角和主唇气面角之间的数值进行限定,可保证u型密封圈的密封性;
[0135]
13、由实施例1和对比例16、17可以看出,当副唇油面角的度数偏离45
±5°
的范围时,u型密封圈的密封性同样下降明显,因此说明本发明中对副唇油面角的度数在一定范围内进行限定,可保证u型密封圈的密封性,另外当副唇油面角和副唇气面角之间的关系不满足本发明中限定的公式时,u型密封圈的密封性同样较差,因此说明了本发明中对副唇油面角和副唇气面角之间的数值进行限定,可保证u型密封圈的密封性;
[0136]
14、由实施例1和对比例18、19可以看出,当u槽角度不满足20-40
°
的范围内时,同样会对u型密封圈的密封性造成负面影响,会导致u型密封圈的密封性下降,因此说明本发明中对u槽角度进行限定,可保证u型密封圈的密封性。
[0137]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0138]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1