回转轴承的制作方法
回转轴承
1.本技术是申请日为2019年3月25日、申请号为201910228162.3、发明名称为“回转轴承”的申请的分案申请。
技术领域
2.本发明涉及一种回转轴承,例如,由外圈、相对于该外圈旋转的内圈以及配置于两者之间的滚动体构成,外圈和内圈分别由通过冲压加工分割为两部分的分割圈构成,使该两个分割圈彼此固定并使壁厚尽可能地形成薄壁而薄型化。
背景技术:
3.近年来,回转轴承使用于具有承受复合载荷的关节部、回转部、摆动部等回转部的工业用机器人、测定/检查装置、医疗设备、光学设备等各种装置中,并根据不同用途将各种形式和尺寸的回转轴承进行商品化,期望是小型化、轻量化、薄型化、降低了制造成本的回转轴承,并且根据使用用途要求具有防尘性、防止润滑脂泄漏。另外,即使对于能够承受负荷的紧凑型的交叉滚子轴承,也期望是小型化、轻量化、薄型化的交叉滚子轴承。
4.以往,作为回转轴承,已知有利用冲压加工的方式而制成的回转轴承。该回转轴承具有:内圈,其在外周面具有内圈侧滚动体滚动面;外圈,其在内周面具有外圈侧滚动体滚动面,并且该外圈侧滚动体滚动面以与内圈侧滚动体滚动面相向的方式配置于内圈的外侧;以及多个滚动体,可自由滚动地配置于由外圈侧滚动体滚动面和内圈侧滚动体滚动面形成的滚动体滚动路径。内圈和外圈由冲压加工部和去除加工部构成,所述冲压加工部是利用冲压加工形成外轮廓形状的,所述去除加工部包括利用去除加工形成的外圈侧滚动体滚动面和内圈侧滚动体滚动面(例如,参考日本特开2017-44268号公报)。
5.另外,已知有一种泵用滚动轴承,其内圈和外圈是通过冷轧加工管材而形成的。该泵用滚动轴承被夹在圆筒形的壳体与泵的旋转轴之间的方式而安装,该泵用滚动轴承具有:外圈,其在内周形成有圆弧形的外侧滚动面;内圈,其在外周形成有与外侧滚动面相向的圆弧形的内侧滚动面;以及多个滚珠,通过保持器可自由滚动地容纳于内圈与外圈的两滚动面之间,内圈和外圈是通过对具有防锈功能的钢板进行塑性加工而形成的(例如,参考日本特开2009-180268号公报)。
6.另外,以往,作为交叉滚子轴承,已知有由分割圈构成外圈,且能够牢固地组装该分割圈的交叉滚子轴承。该交叉滚子轴承由以下构成:内圈,其在外周面具有轨道槽和嵌合面;外圈,其在与该内圈嵌合的内周面具有轨道槽和嵌合面;以及多个滚子,其在由内圈的轨道槽和外圈的轨道槽形成的轨道路径上滚动。所述外圈由在轴向上分割为两部分的分割圈构成(例如,参考日本特开平6-346918号公报)。
7.在上述回转轴承中,由于通过进行冲压加工和去除加工来形成滚动体滚动路径,因此,在降低制作成本方面存在改善的空间。另外,现有的回转轴承一般采用轴承钢作为材料,并对轴承钢进行切削加工等来制作,但既然使用轴承钢,那么在轻量化方面存在着局限性,并且在降低制造成本方面存在着局限性。近年来,回转轴承在工业用机器人、看护用机
器人等领域的需求急剧增加,作为装入在机器人臂中的回转轴承,进一步要求重量轻且能够轻快地移动的回转轴承。然而,现有的回转轴承是经过对轴承钢进行切削加工等制作工序而制成的,对轴承钢进行切削加工在降低制造成本或轻量化方面存在着局限性。因此,本发明人考虑对组成部件使用薄壁的板部件,对该板部件进行冲压加工等能够降低制作成本的加工,而且能够使其重量变轻从而进行轻快的回转运动。
技术实现要素:
8.本发明的目的在于解决上述课题,提供一种回转轴承,构成外圈的外圈分割圈和构成内圈的内圈分割圈通过使用预先确定的规定的薄壁的板部件来形成,例如,通过对钢板进行冲压加工、对规定的壁厚的金属板进行切削加工、锻造加工等来形成,使用合成树脂材料来成型加工,对一对外圈分割圈进行固定从而构成外圈,对一对内圈分割圈进行固定从而构成内圈,能够使轴承本身变得轻量化、薄型化,并且降低制造成本。
9.本发明涉及一种回转轴承,具有:外圈,其呈环形,且在内周面形成有第一轨道槽;内圈,其呈环形,在与所述外圈的所述第一轨道槽相向的外周面形成有第二轨道槽,并且与所述外圈同心地配置并相对于所述外圈可自由地旋转;以及多个滚动体,配置于所述外圈的所述第一轨道槽和所述内圈的所述第二轨道槽之间所形成的轨道路径,
10.所述外圈通过将在所述第一轨道槽的轴向上的中间位置被分割的两部分即一对外圈分割圈彼此固定而构成,所述内圈通过将在所述第二轨道槽的轴向上的中间位置被分割的两部分即一对内圈分割圈彼此固定而构成,所述外圈分割圈和所述内圈分割圈分别由预先确定的规定的板厚的板部件形成。
11.另外,所述外圈分割圈由以下形成:第一圆板部,在径向上延伸;第一轨道形成部,形成从所述第一圆板部的内周端向倾斜方向弯曲地延伸的所述第一轨道槽;以及第一法兰部,从所述第一轨道形成部的内周端弯曲且在轴向上延伸,另外,所述内圈分割圈由以下形成:第二圆板部,在径向上延伸;第二轨道形成部,形成从所述第二圆板部的外周端开始与所述第一轨道形成部相向地延伸的所述第二轨道槽;以及第二法兰部,从所述第二轨道形成部的外周端开始与所述第一法兰部相向地延伸。
12.另外,形成一侧的所述外圈分割圈的所述第一圆板部的外周面具有:第一迷宫(labyrinth)部,其在轴向上延伸,并覆盖形成另一侧所述外圈分割圈的所述第一圆板部的端面的整个圆周,并且形成所述外圈分割圈的所述第一法兰部具有:第二迷宫部,其在径向上向内延伸,并覆盖形成所述内圈分割圈的所述第二法兰部的端面的整个圆周。
13.另外,在该回转轴承中,在所述外圈分割圈的所述第一圆板部和所述内圈分割圈的所述第二圆板部中,在周向上以隔开预先确定的规定的间隔的方式分别形成有用于分别固定所述外圈分割圈彼此和所述内圈分割圈彼此或者用于安装配合部件的安装用孔、定位兼固定用的凸部、以及与所述凸部嵌合的定位兼固定用的凹部。进一步地,分别形成于所述第一圆板部和所述第二圆板部的所述安装用孔、所述凸部以及所述凹部分别沿同一周向以相同的顺序等间隔地形成有偶数个。
14.另外,所述外圈构成为,在一对所述外圈分割圈的所述第一法兰部在轴向上沿相反的方向延伸的状态下,使所述第一圆板部彼此紧密接触,使形成于一侧的所述外圈分割圈的所述凸部与形成于另一侧的所述外圈分割圈的所述凹部嵌合以使所述外圈分割圈彼
此固定。另外,所述内圈构成为,在一对所述内圈分割圈的所述第二法兰部在轴向上沿相反的方向延伸的状态下,使所述第二圆板部彼此紧密接触,使形成于一侧的所述内圈分割圈的所述凸部与形成于另一侧的所述内圈分割圈的所述凹部嵌合以使所述内圈分割圈彼此固定。
15.在该回转轴承中,所述滚动体为滚子,所述第一轨道形成部和所述第二轨道形成部分别形成有锥面,所述第一轨道槽和所述第二轨道槽分别形成有截面呈大致v字形的轨道面。进一步地,在一种交叉滚子轴承中,在周向上相邻的所述滚子在所述滚子的旋转轴彼此交叉的情况下依次配置于所述轨道路径,在所述滚子间配置有间隔件,或者由保持器保持所述滚子。
16.或者,所述滚动体是滚珠,所述第一轨道形成部和所述第二轨道形成部分别形成有圆弧表面,所述第一轨道槽和所述第二轨道槽分别形成有截面呈半圆形的圆弧表面。
17.另外,构成所述外圈的所述外圈分割圈和构成所述内圈的所述内圈分割圈是通过对预先确定的规定的板厚的钢板进行冲压加工、对预先确定的规定的板厚的金属板进行切削加工、或者对合成树脂材料进行成型加工而形成。
18.在该回转轴承中,如上所述,固定一对外圈分割圈以形成外圈,固定一对内圈分割圈以形成内圈,使用预先确定的规定的壁厚的板部件形成外圈分割圈和内圈分割圈,由于作为该板部件的加工,是通过对钢板的冲压加工、对规定的壁厚的金属板的切削加工、锻造加工等来形成,或者使用合成树脂材料来成型加工,因此,能够将外圈分割圈和内圈分割圈形成为所期望的壁厚,尤其是能够形成薄壁,从而能够使轴承本身轻量化、薄型化。在通过冲压加工制作外圈分割圈和内圈分割圈的情况下,形成于外圈分割圈和内圈分割圈的轨道面的两端部利用金属模具变成轨道槽翘曲的状态的r形状,变为像进行了一种倒角的形状,在滚动体是滚子的情况下,能够使滚子与轨道槽的接触面积减少,从而能够降低旋转扭矩。而且,能在r形状的轨道槽和滚子之间形成间隙,该间隙成为保持润滑剂的润滑剂贮存部,从而能够使耐久性提高。另外,在形成于外圈分割圈的第一圆板部和形成于内圈分割圈的第二圆板部中,形成有用于分别固定外圈分割圈彼此和内圈分割圈彼此或者用于安装配合部件的安装用孔、定位兼固定用的凸部、以及定位兼固定用的凹部,进一步地,由于所述安装用孔、所述凸部、以及所述凹部分别在所述第一圆板部和所述第二圆板部上沿同一周向以相同的顺序等间隔地形成有偶数个,因此,如果将外圈分割圈和内圈分割圈分别仅制作一种,则在使一侧的外圈分割圈相对于另一侧的外圈分割圈反转并使第一圆板部匹配的情况下,则通过将凸部与凹部嵌合形成外圈,另外,同样地,在使一侧的内圈分割圈相对于另一侧的内圈分割圈反转并使第二圆板部匹配的情况下,通过将凸部与凹部嵌合形成内圈,从而能够减少部件数量,降低制作成本,同时便于制作。
附图说明
19.图1是示出根据本发明的回转轴承的第一实施例的总滚子规格的交叉滚子轴承,并且示出外圈分割圈的一部分被切断的立体图。
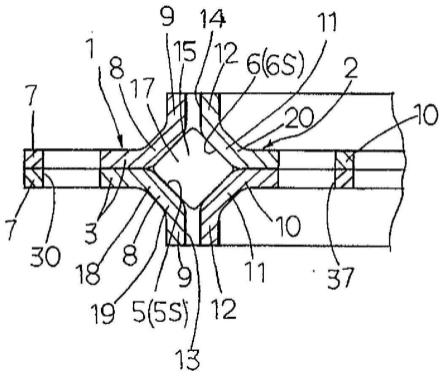
20.图2是示出形成构成图1的回转轴承的外圈的一对外圈分割圈,形成内圈的一对内圈分割圈的一部分,以及配置于外圈与内圈所形成的轨道路径的滚子的剖视图。
21.图3a是示出图1的回转轴承的俯视图。
22.图3b是图3a的沿线段a-a切开的剖视图。
23.图3c是图3a的沿线段b-b切开的剖视图。
24.图3d是图3a的沿线段c-c切开的剖视图。
25.图4a是示出构成图1的回转轴承的内圈分割圈的俯视图。
26.图4b是图4a的沿线段a-a切开的剖视图。
27.图4c是图4a的沿线段b-b切开的剖视图。
28.图4d是图4a的沿线段c-c切开的剖视图。
29.图5a是示出构成图1的回转轴承的外圈分割圈的俯视图。
30.图5b是图5a的沿线段a-a切开的剖视图。
31.图5c是图5a的沿线段b-b切开的剖视图。
32.图5d是图5a的沿线段c-c切开的剖视图。
33.图6是示出作为图1的回转轴承的交叉滚子轴承安装到配合部件的状态的一个例子的剖视图。
34.图7是示出根据本发明的回转轴承的第二实施例的在滚动体的滚子之间装入有间隔件的规格的交叉滚子轴承的剖视图。
35.图8是示出图7的交叉滚子轴承,并且示出外圈分割圈的一部分被切断的立体图。
36.图9是示出根据本发明的回转轴承的第三实施例的用保持器保持滚动体的滚子的规格的交叉滚子轴承的剖视图。
37.图10是示出图9的交叉滚子轴承,并且示出外圈分割圈的一部分被切断的立体图。
38.图11是示出根据本发明的回转轴承的第四实施例的将滚珠作为滚动体的类型的回转轴承的剖视图。
39.图12是示出图11的回转轴承,并且示出外圈分割圈的一部分被切断的立体图。
40.图13a是示出图11的滚珠型的回转轴承的俯视图。
41.图13b是图13a的沿线段a-a切开的剖视图。
42.图13c是图13a的沿线段b-b切开的剖视图。
43.图13d是图13a的沿线段c-c切开的剖视图。
44.图14a是示出形成用于构成根据本发明的回转轴承的滚珠型的外圈的外圈分割圈的剖视图。
45.图14b是示出图14a的一部分的放大剖视图。
46.图15a是示出形成用于构成根据本发明的回转轴承的滚珠型的内圈的内圈分割圈的剖视图。
47.图15b是示出图15a的局部放大剖视图。
48.图16是示出在形成用于构成根据本发明的回转轴承的外圈的外圈分割圈设置有迷宫部的第五实施例的局部放大剖视图。
49.图17是示出在形成用于构成根据本发明的回转轴承的外圈的外圈分割圈设置有迷宫部,同时在形成内圈的内圈分割圈设置有迷宫部的第六实施例的一部分放大剖视图。
50.附图符号的说明:
51.1:外圈
52.2:内圈
53.3:外圈分割圈
54.4:内圈分割圈
55.5:轨道槽
56.5s:轨道面
57.5r:圆弧面
58.6:轨道槽
59.6s:轨道面
60.6r:圆弧面
61.7:圆板部
62.8:轨道形成部
63.9:法兰部
64.10:圆板部
65.11:轨道形成部
66.12:法兰部
67.13:内周面
68.14:外周面
69.15:滚子
70.16:滚珠
71.17:轨道路径
72.18:内周端
73.19:内周端
74.20:外周端
75.21:外周端
76.22:端面
77.23:端面
78.24:端面
79.25:迷宫部
80.26:迷宫部
81.27:迷宫部
82.28:保持器
83.29:间隔件
84.30:安装用孔
85.31:定位/固定用凸部
86.32:定位/固定用凹部
87.33:配合部件
88.34:配合部件
89.35:螺钉
90.36:螺钉
91.37:安装用孔
92.38:定位/固定用凸部
93.39:定位/固定用凹部
94.40:外周面
95.41:间隙
96.42:间隙
具体实施方式
97.以下,参照附图,对根据本发明的回转轴承的一个实施例进行说明。根据本发明的回转轴承,能够实现轻量化、紧凑化,并且能够薄型化地构成,能够适合组装于工业用机器人等的机器人、光学设备、医疗设备、工作设备、各种组装装置、半导体制造装置、测量装置等各种装置的滑动部、摆动部和回转部等中,尤其是,能够使内外圈1、2分别构成紧凑且薄壁的一体结构,能够轻量易于操作、且轻快地动作。首先,参照图1~图6,对根据本发明的回转轴承的第一实施例进行说明。根据本发明的回转轴承是一种交叉滚子轴承,该交叉滚子轴承具有:外圈1,其为中空状即环形,在内周面13形成有轨道槽5(第一轨道槽);内圈2,其为中空状即环形,在与外圈1的轨道槽5相向的外周面14形成有轨道槽6(第二轨道槽)且与外圈1同心地配置,相对于外圈1可自由地旋转;以及滚子15,其为配置于在外圈1的轨道槽5和内圈2的轨道槽6之间所形成的轨道路径17的多个滚动体。
98.尤其,该回转轴承的特征在于,具有外圈1和内圈2分别被分割为两部分的结构。外圈1通过将在作为轨道槽5的轨道面5s的轴向上的中间位置被分割的两部分即一对外圈分割圈3彼此固定而构成。同样地,内圈2通过将在作为轨道槽6的轨道面6s的轴向上的中间位置被分割成的两部分即一对内圈分割圈4彼此固定而构成。进一步地,尤其,外圈分割圈3和内圈分割圈4的特征在于,分别由预先确定的规定的板厚的板部件形成,实现薄型化、轻量化,而且降低了制造成本。在该旋回轴承中,具体来说,构成外圈1的外圈分割圈3和构成内圈2的内圈分割圈4分别通过对预先确定的规定的板厚的钢板进行冲压加工而形成、分别通过对预先确定的规定的板厚的金属板进行切削加工而形成、或者分别通过使用金属模具等模具对氮化硅、碳化硅等陶瓷或合成树脂材料进行成型加工而形成。另外,也能将外圈分割圈3和内圈分割圈4设定为预先确定的规定的板厚,例如,使得圆板部7、10、轨道形成部件8、11、以及法兰部9、12的板厚变得均匀且相同。
99.在该回转轴承中,在利用冲压加工来制作外圈分割圈3和内圈分割圈4的情况下,能够容易地制作成所期望的形状。优选地,制作外圈分割圈3和内圈分割圈4的金属材料是易于成型,且适于热处理的材料,例如,能够使用scm415等。通过进行冲压加工使外圈分割圈3和内圈分割圈4成型后,不需要进行轨道槽5、6的去除加工,通过冲压加工形成的轨道槽5、6的形状是在轨道槽5、6的两端部的平面部侧变为r面且从轨道面5s、6s退让,像一种倒角状态,使滚动体与轨道路径17的接触面积减少,在滚动体是滚子15的情况下,变为使轨道路径与滚子端面的接触面积减少的状态。外圈分割圈3由在径向上延伸的圆板部7(第一圆板部)、形成作为从圆板部7的内周端18向倾斜方向弯曲地延伸的轨道槽5的轨道面5s的轨道形成部8(第一轨道形成部)、以及从轨道形成部8的内周端19弯曲且在轴向上延伸的法兰部9(第一法兰部)构成。另外,内圈分割圈4由在径向上延伸的圆板部10(第二圆板部)、形成从圆板部10的外周端20开始与轨道形成部8相向地延伸的轨道槽6的轨道面6s的轨道形成部
11(第二轨道形成部)、以及从轨道形成部11的外周端开始与法兰部9相向地延伸的法兰部12(第二法兰部)构成。另外,轨道面5s、6s的r面在使外圈分割圈3和内圈分割圈4组合,形成截面呈v字形的轨道路径17的情况下,通过在v字的底部分形成滚动体不接触的间隙,从而能够将润滑剂保持在间隙中。另外,进入到轨道路径17中的异物通过间隙积存在v字的底部的间隙中,从而能够降低轨道面5s、6s的损伤,使耐久性提高。在该回转轴承中,对形成于外圈分割圈3和内圈分割圈4的轨道槽5、6进行热处理,例如,如果是scm415等钢材料,则进行渗碳淬火、回火或碳氮共渗等热处理而仅使表面硬化。根据材料条件、所需的使用条件来选择和设定热处理的条件。在进行热处理之后能够进行滚筒研磨来调整外观。
100.另外,在构成外圈分割圈3的圆板部7中,在周向上以隔开预先确定的规定的间隔地穿设有多个安装用孔30,并且在周向上以隔开预先确定的规定的间隔地形成有多个嵌合用的凸部31和嵌合用的凹部32。同样地,在构成内圈分割圈4的圆板部10中,在周向上以隔开预先确定的规定的间隔地穿设有多个安装用孔37,并且在周向上以隔开预先确定的规定的间隔地形成有多个嵌合用的凸部38和嵌合用的凹部39。进一步地,在该回转轴承中,分别形成于圆板部7和圆板部10的安装用孔30、37、凸部31、38、以及凹部32、39在圆形板7、10上沿同一周向以相同的顺序等间隔地分别形成偶数个,并以外圈分割圈3和内圈分割圈4的环形中心为中心成点对称的形状。尤其是,嵌合用的凸部31和嵌合用的凹部32,在使外圈分割圈3彼此以及内圈分割圈4彼此紧密接触且相向的状态下,形成为彼此嵌合,一对外圈分割圈3和一对内圈分割圈4能够彼此定位,并且能够彼此嵌合并固定。在该回转轴承中,当进行冲压加工时,能够将用于定位并固定外圈分割圈3彼此和内圈分割圈4彼此的凸部31、38和凹部32、39,以及用于与配合部件33、34安装的安装用孔30、37同时成型加工在作为一侧的平面部的圆板部7、10中。凸部31、38和凹部32、39以相等的间隔相同的数量交替地形成在外圈分割圈3和内圈分割圈4的周方向上,接下来,通过使外圈分割圈3彼此组合和内圈分割圈4彼此组合,并使凸部31与凹部32嵌合以及凸部38与凹部39的嵌合从而能够组装外圈1和内圈2并固定。在该旋回轴承中,如上所述,外圈分割圈3彼此和内圈分割圈4彼此的固定方法是利用凸部31与凹部32嵌合和凸部38与凹部39的嵌合而进行的,但是固定方法当然也可以是通过螺栓等其他部件来固定、或者粘合、焊接等任意的固定方式。
101.外圈1构成为,在一对法兰部9在轴向上沿相反的方向延伸的状态下,使圆板部7彼此紧密接触且相匹配,使一侧的外圈分割圈3的凸部31与另一侧的外圈分割圈3的凹部32嵌合,从而使一对外圈分割圈3彼此固定。另外,外圈1形成为,在该状态下,外圈分割圈3的轨道形成部8彼此相向且将截面呈v字形的轨道面5s朝向内周侧开口。同样地,内圈2构成为,在一对法兰部12在轴向上沿相反的方向延伸的状态下,使圆板部10彼此紧密接触且相匹配,使一侧的内圈分割圈4的凸部38与另一侧的内圈分割圈4的凹部39嵌合,从而使一对内圈分割圈4彼此固定。另外,内圈2形成为,在该状态下,内圈分割圈4的轨道形成部11彼此相向且将截面呈v字形的轨道面6s朝向外周侧开口。另外,如图6所示,该回转轴承能够安装到配合部件33、34。在该回转轴承中,例如,由一对外圈分割圈3构成的外圈1通过将螺钉35插入到形成于圆板部7的安装用孔30中并拧入到配合部件33而被固定,另外,由一对内圈分割圈4构成的内圈2通过将螺钉36插入到形成于圆板部10的安装用孔37中并拧入到配合部件34中而被固定。
102.该回转轴承,例如,由于将内圈2配置在夹具上,将外圈1的一侧的外圈分割圈3配
置在夹具上,且不安装另一侧的外圈分割圈3,因此,被设置成轨道路径17的一部分处于开放的状态。因此,组装该回转轴承的方法是,如果从开放的轨道路径17配置滚动体,最后使另一侧的外圈分割圈3与一侧的外圈分割圈3匹配并固定,则能够组装成装入了滚动体的状态。
103.参照图7和图8,对根据本发明的回转轴承的第二实施例进行说明。该回转轴承是将滚子15作为滚动体组装的类型。作为滚动体的材质,如果使用陶瓷滚子,则能够进一步轻量化。尽管第一实施例构成为仅存在滚子15的总滚子规格,但为了防止滚子15彼此接触且使滚子15平滑地滚动,第二实施例形成为在滚子15之间分别设置间隔件29的规格。在第二实施例中,外圈1的轨道形成部8和内圈2的轨道形成部11分别形成有锥面,作为外圈1的轨道槽5的轨道面5s和作为内圈2的轨道槽6的轨道面6s分别形成有截面呈大致v字形的轨道路径17。进一步地,在第二实施例中,为了能够承受来自多个方向的载荷,构成为滚子15在轴向上彼此正交的交叉滚子轴承。即,在周向上相邻的滚子15在滚子15的旋转轴彼此正交的情况下依次配置于轨道路径17。因此,该回转轴承形成为在滚子15之间配置了间隔件29的交叉滚子轴承。
104.参照图9和图10,对根据本发明的回转轴承的第三实施例进行说明。该回转轴承是与第二实施例同样地将滚子15作为滚动体组装的类型,在第三实施例中,该回转轴承是用保持器28保持滚子15的类型的交叉滚子轴承。
105.参照图11~图15,对根据本发明的回转轴承的第四实施例进行说明。该回转轴承是将滚珠16作为滚动体组装的类型。在该回转轴承中,外圈1的轨道形成部8和内圈2的轨道形成部11分别形成有一部分圆弧面5r、6r,即,外圈1的轨道槽5形成为截面的一部分呈圆弧面5r,另外,内圈2的轨道槽6形成为截面的一部分呈圆弧面6r。第一实施例、第二实施例、以及第三实施例是使用滚子15作为滚动体的规格,但是,第四实施例是使用滚珠16作为滚动体的规格。另外,作为滚动体的材质,如果使用陶瓷滚珠,则能够进一步轻量化。
106.参照图16,对根据本发明的回转轴承的第五实施例进行说明。第五实施例是在外圈分割圈3的内外周侧设置了迷宫部25、26的类型。在该回转轴承中,形成一侧的外圈分割圈3的圆板部7的外周面40具有迷宫部25,其在轴向上延伸,并覆盖形成另一侧外圈分割圈3的圆板部7的端面22的整个圆周。另外,在该回转轴承中,形成外圈分割圈3的法兰部9具有迷宫部26,其在径向上向内延伸,并覆盖形成内圈分割圈4的法兰部12的端面24整个圆周。在该旋回轴承中,为了将外圈分割圈3与外周面40之间的间隙41和外圈1和内圈2之间的间隙42构成为迷宫结构,将一侧的外圈分割圈3的圆板部7和两侧的外圈分割圈3的法兰部9形成为弯曲成90
°
的形状,但也能够通过冲压加工将这些弯曲加工同时成型。在该实施例中,通过设成迷宫结构,从而能够防止润滑剂泄露或者异物的进入。在第五实施例中,构成为将作为相向的轴向平面部的圆板部7延伸并且一侧的外圈分割圈3用迷宫部25覆盖另一侧外圈分割圈3,此外,构成为外圈分割圈3的法兰部9用迷宫部26覆盖内圈2的法兰部12。由此,能够防止异物从间隙41、42进入,并且能够防止润滑剂的泄露等。
107.参照图17,对根据本发明的回转轴承的第六实施例进行说明。第六实施例与第五实施例同样地,在外圈分割圈3的外周侧设置了迷宫部25。进一步地,第六实施例是在内圈分割圈4的外周侧设置了迷宫部27的类型。形成内圈分割圈4的法兰部12具有迷宫部27,其在径向上向外延伸,且覆盖形成外圈分割圈3的法兰部9的端面23的整个圆周。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1