一种工程机械及其动静压混合推力气浮轴承的制作方法
1.本技术涉及工程元件的轴承技术领域,特别涉及一种动静压混合推力气浮轴承。还涉及一种工程机械。
背景技术:
2.气浮轴承具备高转速、高精度、摩擦损耗小等优点,广泛应用于高速、精密、透平旋转机械等领域。气浮轴承根据气膜压力产生的原理,可以分为动压型、静压型和压膜型。
3.目前传统的气浮轴承采用纯动压或静压,因轴承原理限制,动压气浮轴承低速时未形成完全气膜,处于固体润滑阶段,影响轴承寿命;静压气浮轴承高速时动压效应显著增强,静压和动压效应共同影响轴承,导致轴承不稳定;现有技术采用有限孔节流动静压混合轴承,因小孔数量限制和分布不均,导致轴承静压效应时承载力,刚度等相对较弱。
4.因此,如何能够提供一种解决上述技术问题的动静压混合推力气浮轴承是本领域技术人员亟需解决的技术问题。
技术实现要素:
5.本技术的目的是提供一种动静压混合推力气浮轴承,利用多孔质材料制作,使静压和动压相结合,兼具低速时由静压承载和高速时由动压承载的效果。本技术的另一目的是提供一种采用上述动静压混合推力气浮轴承的工程机械。
6.为实现上述目的,本技术提供一种动静压混合推力气浮轴承,包括弹性阻尼体、轴承壳体和多孔质体,所述弹性阻尼体位于所述轴承壳体的第一侧并与所述轴承壳体一同安装在轴承座上,所述轴承壳体开设有安装腔以及与所述安装腔连通的供气孔,所述多孔质体的第一侧在所述轴承壳体的第二侧装设于所述安装腔中,所述多孔质体的第二侧具有多孔质体平面和多孔质体楔形面。
7.在一些实施例中,所述多孔质体楔形面的截面形状为圆弧形。
8.在一些实施例中,所述多孔质体采用多孔质等静压石墨制作。
9.在一些实施例中,所述多孔质体的第二侧设置有至少一种限制层,以实现所述多孔质体平面的渗透率大于所述多孔质体楔形面的渗透率。
10.在一些实施例中,所述供气孔开设于所述轴承壳体的周侧,所述供气孔与所述安装腔的连通方向垂直于所述多孔质体在所述安装腔中的安装方向。
11.在一些实施例中,所述安装腔在所述轴承壳体的圆周上均匀布置,所述供气孔与所述安装腔一一对应。
12.在一些实施例中,所述安装腔的形状为扇形。
13.在一些实施例中,所述弹性阻尼体采用金属丝网制作。
14.在一些实施例中,所述弹性阻尼体设置有第一安装孔,所述轴承壳体设置有第二安装孔,所述第一安装孔和所述第二安装孔通过紧固件与轴承座固定。
15.本技术还提供了一种工程机械,采用上述动静压混合推力气浮轴承。
16.相对于上述背景技术,本技术所提供的动静压混合推力气浮轴承包括弹性阻尼体、轴承壳体和多孔质体,弹性阻尼体位于轴承壳体的第一侧,多孔质体于轴承壳体的第二侧安装;弹性阻尼体与轴承壳体一同安装在轴承座上;轴承壳体开设有安装腔和供气孔,供气孔与安装腔连通;多孔质体的第一侧在安装腔中装设,多孔质体的第二侧具有多孔质体平面和多孔质体楔形面。
17.在该动静压混合推力气浮轴承的工作过程中,弹性阻尼体具有弹性和吸振效果,从而为轴承提供弹性和阻尼,又可承受高低温;通过供气孔将外部高压气体送入安装腔内,再通过多孔质体进行节流,即可实现静压承载;当高速旋转带入空气进入多孔质体楔形面,即可实现动压承载。上述动静压混合推力气浮轴承利用多孔质材料制作,使静压和动压相结合,兼具低速时由静压承载和高速时由动压承载的效果。
附图说明
18.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
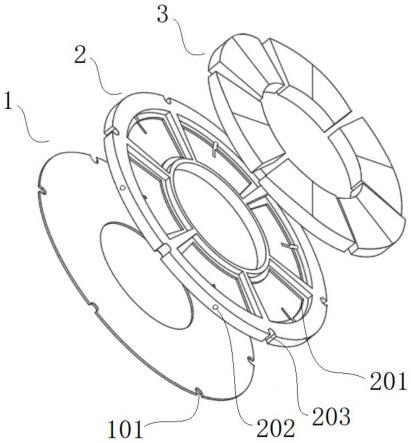
19.图1为本技术实施例提供的动静压混合推力气浮轴承的爆炸图;
20.图2为本技术实施例提供的动静压混合推力气浮轴承的各部件装配位置图;
21.图3为本技术实施例提供的动静压混合推力气浮轴承的装配图;
22.图4为本技术实施例提供的多孔质体的装配剖视图。
23.其中:
24.1-弹性阻尼体、
25.101-第一安装孔;
26.2-轴承壳体、
27.201-安装腔、202-供气孔、203-第二安装孔;
28.3-多孔质体、
29.301-多孔质体平面、302-多孔质体楔形面。
具体实施方式
30.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
31.为了使本技术领域的技术人员更好地理解本技术方案,下面结合附图和具体实施方式对本技术作进一步的详细说明。
32.请参考图1至图4,其中,图1为本技术实施例提供的动静压混合推力气浮轴承的爆炸图,图2为本技术实施例提供的动静压混合推力气浮轴承的各部件装配位置图,图3为本技术实施例提供的动静压混合推力气浮轴承的装配图,图4为本技术实施例提供的多孔质体的装配剖视图。
33.在第一种具体的实施方式中,本技术提供了一种动静压混合推力气浮轴承,主要包括弹性阻尼体1、轴承壳体2和多孔质体3,该动静压混合推力气浮轴承利用多孔质材料制作,使静压和动压相结合,兼具低速时由静压承载和高速时由动压承载的效果。
34.在本实施例中,弹性阻尼体1位于轴承壳体2的第一侧,多孔质体3于轴承壳体2的第二侧安装。以图1所示的方位为例进行说明,弹性阻尼体1在轴承壳体2的下侧,多孔质体3在轴承壳体2的上侧由上而下的装入轴承壳体2中。
35.在此基础上,弹性阻尼体1与轴承壳体2一同安装在轴承座上,弹性阻尼体1具有弹性和吸振效果,从而为轴承提供弹性和阻尼,又可承受高低温。
36.在本实施例中,轴承壳体2开设有安装腔201和供气孔202,供气孔202与安装腔201连通,从而可通过供气孔202将外部高压气体送入安装腔201内。
37.在此基础上,多孔质体3的第一侧在安装腔201中装设,即多孔质体3由上而下的装入轴承壳体2的安装腔201中;多孔质体3采用多孔质材料制作楔形体,即可实现静压效应,又方便加工成型,其第二侧具有多孔质体平面301和多孔质体楔形面302,即多孔质体3的上侧具有多孔质体平面301和多孔质体楔形面302,从而可使安装腔201中的气体在多孔质体3的下侧经过多孔质体3后到达多孔质体3的上侧。
38.在该动静压混合推力气浮轴承的工作过程中,通过供气孔202将外部高压气体送入安装腔201内,再通过多孔质体3进行节流,即可在多孔质体平面301和多孔质体楔形面302上形成气膜,实现静压承载;当转速足够高时,将空气带入多孔质体楔形面302所处的楔形区域,形成动压效应,即可实现动压承载。
39.综上,本技术涉及一种新型推力气浮轴承,更具体的说,它涉及一种多孔质材料制作的静压和动压相结合的推力气浮轴承,以解决动压气浮轴承在低速时处于接触摩擦(固体润滑),静压气浮轴承在高速时动压效应增强,稳定性差等技术问题。
40.需要解释的是,在现有技术中,动压型气浮轴承是指,两个面相对移动且间隙成楔形,沿移动方向间隙逐渐变小,由于相对移动,气体因其粘性作用,被拖带压入楔形间隙中,从而产生压力,构成动压悬浮;静压型气浮轴承是指,将外部压缩气体,通过节流器导入间隙,借助其静压使之悬浮起来。
41.与现有技术对比,本技术能解决的问题:
42.采用动静压混合轴承,避免动压轴承低速时承载力不足,影响轴承寿命,以及解决静压轴承高速时动压效应增强,动静压共存,影响轴承稳定性的问题;
43.采用多孔质材料微孔特性代替小孔,轴承气膜分布均匀,承载力,刚度等性能更好;
44.多孔质材料易加工(常用多孔质材料有石墨,不锈钢,青铜,铝,陶瓷等),可直接加工成型,保证轴承工作面精度。
45.进一步,多孔质体3的多孔质体楔形面302可以为直线形和圆弧形,同应属于本实施例的说明范围。
46.示例性的,多孔质体楔形面302的截面形状为圆弧形。
47.进一步,多孔质体3可以采用多孔质石墨,不锈钢,青铜,铝合金,陶瓷等制作,同应属于本实施例的说明范围。
48.示例性的,多孔质体3采用多孔质等静压石墨制作。
49.进一步,多孔质体3的多孔质体平面301和多孔质体楔形面302可通过车削、磨削、研磨等机加工方式获得,同应属于本实施例的说明范围。
50.进一步,多孔质体3表面可以通过喷涂或镀层方式形成限制层,改变多孔质渗透率,以减少耗气量。
51.示例性的,多孔质体3的第二侧设置有至少一种限制层,以实现多孔质体平面301的渗透率大于多孔质体楔形面302的渗透率。
52.特别的,当转速超过一定时动压效应可完全承载,可以停止对轴承供气,减少气体消耗量。
53.综上,该动静压混合推力气浮轴承还在多孔质体3表面增加限制层,可改变多孔质材料渗透率,减少耗气量,进而实现节能目的。
54.在一些实施例中,供气孔202开设于轴承壳体2的周侧,供气孔202与安装腔201的连通方向垂直于多孔质体3在安装腔201中的安装方向。
55.在本实施例中,弹性阻尼体1和轴承壳体2均呈环形,多孔质体3可以是由多个单体组合后呈环形。弹性阻尼体1、轴承壳体2和多孔质体3在轴向上组合,在轴承壳体2的圆环周侧开设贯通方向与轴向垂直的供气孔202,进而实现将高压气体由外向内的通入轴承壳体2中。
56.进一步的,供气孔202为螺纹供气孔,便于通过螺纹连接气体快插接头,实现快速拆装。
57.如图1所示,轴承壳体2设置有6个m3的螺纹供气孔以便与气体快插接头连结。
58.进一步的,安装腔201在轴承壳体2的圆周上均匀布置,供气孔202与安装腔201一一对应。
59.进一步的,安装腔201的形状为扇形。
60.如图1所示,该动静压混合推力气浮轴承由弹性阻尼体1、轴承壳体2和多孔质体3组成,轴承壳体2均布6个扇形的安装腔201,安装腔201具有用于定位的台阶面,6个多孔质体3通过胶粘接在安装腔201内。
61.在一些实施例中,弹性阻尼体1可以为金属丝网冲压成型,橡胶切割成型,弹性箔片冲压成型等方式获取,同应属于本实施例的说明范围。
62.示例性的,弹性阻尼体1采用金属丝网制作,并通过冲压成型;金属丝网既可为轴承提供弹性和阻尼,又可承受高低温。
63.在一些实施例中,弹性阻尼体1设置有第一安装孔101,轴承壳体2设置有第二安装孔203,第一安装孔101和第二安装孔203通过紧固件与轴承座固定。
64.如图1所示,轴承壳体2均布6个u型的第二安装孔203,弹性阻尼体1与轴承壳体2设置相同尺寸和位置的6个u型的第一安装孔101,轴承壳体2与弹性阻尼体1配合后,通过螺钉安装在轴承座上。
65.本技术还提供了一种工程机械,采用上述动静压混合推力气浮轴承;该工程机械利用上述动静压混合推力气浮轴承,使外部高压气体通过供气孔202进入到安装腔201内,通过多孔质体3节流,形成气膜,即可实现静压承载;当推力盘高速旋转带入空气进入楔形区域,即可实现动压承载。
66.在此基础上,该工程机械还应具有上述动静压混合推力气浮轴承的其他有意效
果:采用多孔质材料,易加工,表面成型质量好;利用多孔质材料自身微孔特性进行节流,轴承气膜分布均匀,承载力,刚度等性能更好;通过改变多孔质材料渗透率,可实现节能目的。
67.需要注意的是,本技术中提及的诸多部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
68.需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
69.以上对本技术所提供的工程机械及其动静压混合推力气浮轴承进行了详细介绍。本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1