密封堵头的制作方法
1.本发明涉及密封领域,特别是涉及一种密封堵头。
背景技术:
2.阀体,是指用于控制介质(液体、气体等具有流动性物质)的流动通断、流动方向、流动压力、流量大小的装置,无论是工业设备中还是家电设备中都会涉及,例如工业制造中的流量阀,或者家用天然气中使用的控制阀,都可统称为阀体。
3.阀体作为流动介质的调控装置,其首要特性便是具有足够的密封性,因此无论什么类型的阀体,在生产制造过程中均需要进行严格的密封性测试,例如,预留一个开口,然后将阀体的其余开口都堵住,通过往预留的开口内注入气体,从而检测阀体的漏气情况,便可测出阀体的密封性。
4.然而,由于市面上出现的阀体型号千差万别,尺寸也各不相同,各家在对阀体测试时,往往需要为特定结构形状的阀体配套使用相应的堵头,导致现有堵头结构缺乏兼容性,其次,现有堵头大多采用螺纹螺接的固定方式,导致阀体密封测试时需要耗费大量时间在旋钮堵头上,不但降低密封测试效率,而且螺纹螺接的方式密封性能欠佳。因此,为了解决上述的技术问题,提出了本技术的密封堵头。
技术实现要素:
5.本发明的目的是克服现有技术中的不足,提供一种能够通用于各类阀体进行密封测试,而且密封性能好,结构简单,操作方便的密封堵头。
6.本发明所采用的技术方案是:一种密封堵头,包括:底座,所述底座沿着径向开设有t型槽;快换组件,所述快换组件包括旋盖及内壳,所述内壳的底部设置有t型块,所述t型块适配地穿设于所述t型槽内,所述旋盖与所述内壳相螺接,以使所述内壳固定安装在所述底座上;封堵组件,所述封堵组件包括活塞、密封圈及弹性件,所述内壳远离所述底座的端面上开设有背压腔,所述活塞至少部分结构穿设于所述背压腔内,所述活塞上开设有与所述背压腔相连通的注气孔,所述活塞位于所述背压腔内的外侧壁上设置有卡位凸起,所述旋盖远离所述底座的一端上设置有限位凸起,所述弹性件位于所述背压腔内,且所述弹性件分别与所述活塞及所述背压腔的底壁相抵接,所述弹性件用于推顶所述活塞,以使所述卡位凸起与所述限位凸起相抵接,所述密封圈套设于所述活塞上,且所述密封圈与所述背压腔的内侧壁相抵接。
7.优选地,所述t型块与所述内壳为一体成型结构。
8.优选地,所述底座、所述旋盖、所述内壳及所述活塞均为圆柱形结构。
9.优选地,所述t型槽的底壁上开设有顶紧螺孔,所述顶紧螺孔内穿设有顶紧螺丝,
所述顶紧螺丝与所述t型块的底面相顶持。
10.优选地,所述弹性件为弹簧。
11.优选地,所述卡位凸起的外侧壁上开设有安装槽,所述密封圈套设于所述安装槽内。
12.优选地,所述活塞位于所述背压腔内的一端上设置有反顶面,所述反顶面与所述活塞的轴心相垂直。
13.优选地,所述活塞远离所述内壳的一端上设置有软质垫块,所述软质垫块上开设有与所述注气孔相连通的通气孔。
14.优选地,所述活塞远离所述内壳的一端上开设有凹槽,所述软质垫块容置于所述凹槽内。
15.优选地,所述旋盖的外侧壁上开设有摩擦凹纹。
16.本发明的有益效果是:1、通过旋盖与内壳相配合作用,使得封堵组件与快换组件能够实现快速拆卸更换,从而能够兼容对不同大小的阀体进行密封性检测。
17.2、结构简单,利用测试气体产生的反推力提高活塞与阀体之间的紧密性,使得密封堵头能够自适应地对阀体开口进行封堵,相比于传统的螺接封堵的结构,操作更加方便。
18.3、活塞相对于内壳倾斜一定角度,也能够可靠对阀体进行密封,从而提高密封堵头安装位置的容错性。
附图说明
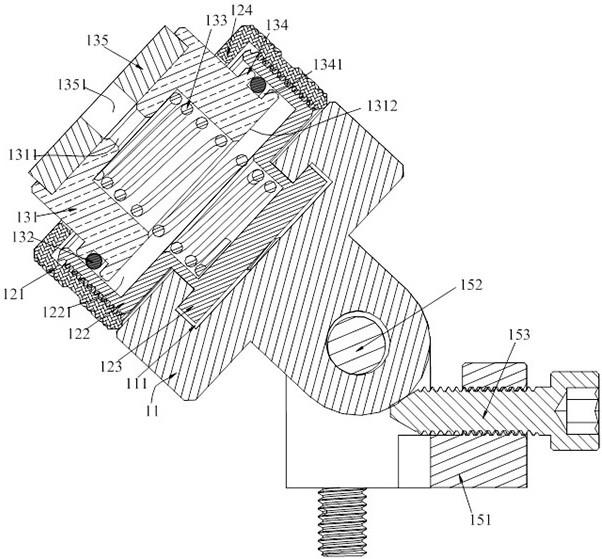
19.图1为本发明的一实施方式的密封堵头的结构示意图;图2为图1所示的密封堵头的部分结构示意图;图3为图1所示的密封堵头的剖面结构示意图;图4为图1所示的密封堵头的另一部分的结构示意图;图5为图1所示的密封堵头的实施结构式示意图。
具体实施方式
20.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。
21.如图1至图3所示,一种密封堵头1,包括底座11、快换组件12及封堵组件13,底座11沿着径向开设有t型槽111,快换组件12包括旋盖121及内壳122,内壳122的底部设置有t型块123,t型块123适配地穿设于t型槽111内,旋盖121与内壳122相螺接,以使内壳122固定安装在底座11上。
22.具体地,封堵组件13通过快换组件12安装在底座11上。其中底座11上开设有t型槽111,内壳122的底部设置有t型块123,t型槽111与t型块123均沿着底座11的径向延伸,旋盖121的内侧壁上开设有内螺纹,内壳122的外侧壁上开设有外螺纹,使得旋盖121与内壳122相螺接,如此,随着旋盖121旋紧,旋盖121会顶持底座11,从而带动内壳122上的t型块123与t型槽111的内侧壁相互卡紧,使得内壳122与底座11固定在一起。封堵组件13安装在内壳122上,如此,通过旋盖121及内壳122的螺接结构,并且配合t型块123与t型槽111的卡接作
用,能够实现对封堵组件13进行快速安装与拆卸,具体地,当拆卸时,只需要拧松旋盖121,便可将内壳122连同封堵组件13一起沿着底座11的径向滑动,使得t型块123从t型槽111滑出,便可实现拆卸。因此能够实现根据阀体开口大小不同而对封堵组件13进行更换。
23.进一步地,如图1至图3所示,封堵组件13包括活塞131、密封圈132及弹性件133,内壳122远离底座11的端面上开设有背压腔1221,活塞131至少部分结构穿设于背压腔1221内,活塞131上开设有与背压腔1221相连通的注气孔1311,活塞131位于背压腔1221内的外侧壁上设置有卡位凸起134,旋盖121远离底座11的一端上设置有限位凸起124,弹性件133位于背压腔1221内,且弹性件133分别与活塞131及背压腔1221的底壁相抵接,弹性件133用于推顶活塞131,以使卡位凸起134与限位凸起124相抵接,密封圈132套设于活塞131上,且密封圈132与背压腔1221的内侧壁相抵接。
24.具体地,在内壳122的顶面上开设背压腔1221,然后将活塞131安装在背压腔1221内,其中活塞131部分结构位于背压腔1221内,剩余部分结构从背压腔1221中伸出,为了避免活塞131直接从背压腔1221中滑出,在活塞131位于背压腔1221内的外侧壁上设置卡位凸起134,在旋盖121上设置限位凸起124,限位凸起124的内径小于卡位凸起134的外径,如此,当活塞131从背压腔1221中滑动时,确保限位凸起124顶住卡位凸起134,使得活塞131在背压腔1221内滑动存在极限位置。弹性件133安装在背压腔1221内,且弹性件133分别与活塞131及背压腔1221的底壁相抵接,例如,弹性件133为弹簧,如此,利用弹性件133的弹性推力,使得活塞131具有往远离底座11的方向滑动趋势,最终使得卡位凸起134与限位凸起124相抵接。
25.下面,对上述的密封堵头1的工作原理进行说明,阀体在进行密封性测试,需要预留一个开口用于充气,而其余开口均需被堵塞。通过使用本技术的密封堵头1对其余开口进行封堵,具体地,将阀体待封堵的开口顶接在活塞131的顶面,以使得注气孔1311、背压腔1221均与阀体的腔体相连通。如此,当阀体与活塞131相顶接时,弹性件133受力压缩,而随着对阀体充气进行密封性测试时,充入的气体会通过注气孔1311进入到背压腔1221内,然后气体的压力会反作用到活塞131靠近内壳122的那一侧面上,如此,在测试气体产生的压力作用下,能够使得活塞131与阀体的开口紧密顶接,从而使得本技术的密封堵头1可以可靠地对阀体进行密封作用,因此,相比于传统的使用螺纹螺接的堵头,本技术的密封堵头1利用测试气体的压力使得密封堵头1可靠密封阀体,结构简单,操作方便,通过缩短密封测试的准备时间以提高测试效率。
26.通过封堵组件13快换组件12能够实现快速更换,因此能够根据阀体的开口大小不同而更换尺寸不同的封堵组件13,从而有效提高通用性。
27.进一步地,由于活塞131与背压腔1221的内侧壁之间存在间隙,然后利用密封圈132将上述的间隙消除,以确保活塞131与背压腔1221之间为密闭状态。如此,在密封圈132的作用下,以及在弹性件133的弹性力配合作用下,使得活塞131在对阀体密封过程中,即使活塞131的轴心偏离了内壳122的轴心,也依然能够确保活塞131与背压腔1221的内侧壁之间的密封性,使得申请的密封堵头1在实际对阀体的开口进行封闭时,即使阀体的开口按压活塞131时出现了位置偏移,亦即阀体的开口顶压活塞131使得活塞131沿着轴向摆动一定幅度时,也能够确保活塞131的顶面自适应地与阀体等工件的端口贴合顶接,因此即使密封堵头1与阀体等工件之间具有一定的位置误差,活塞131具有一定摆幅的特性也能够消除这
种位置误差,能够可靠稳定地对阀体等工件的开口进行密封。如此,在实际安装使用时对安装位置具有更大的容错性。
28.优选地,t型块123与内壳122为一体成型结构。具体地,t型块123设置在内壳122的底面上,将t型块123与内壳122设置为一体成型结构的,能够确保t型块123与内壳122之间的结构强度。进一步地,优选地,活塞131与卡位凸起134也为一体成型结构,旋盖121与限位凸起124也为一体成型结构,如此,能够确保具有足够的结构强度。
29.进一步地,优选地,底座11、旋盖121、内壳122及活塞131均为圆柱形结构。如此,有利于零部件的安装。
30.如图1及图2所示,优选地,t型槽111的底壁上开设有顶紧螺孔112,顶紧螺孔112内穿设有顶紧螺丝,顶紧螺丝与t型块123的底面相顶持。
31.具体地,为了提高内壳122与底座11之间的结构强度,因此在底座11内螺接一个顶紧螺丝,通过旋拧顶紧螺丝以使顶紧螺丝顶持内壳122,使得内壳122上的t型块123挤压t型槽111的上内壁实现挤压固定。
32.如图3所示,优选地,卡位凸起134的外侧壁上开设有安装槽1341,密封圈132套设于安装槽1341内。
33.具体地,为了确保密封圈132稳定地套在活塞131的外侧壁上,从而使得密封圈132可靠地密封活塞131与背压腔1221内侧壁之间的间隙。因此在卡位凸起134上开设安装槽1341,以使得密封圈132套在安装槽1341内。
34.如图3所示,优选地,活塞131位于背压腔1221内的一端上设置有反顶面1312,反顶面1312与活塞131的轴心相垂直。
35.具体地,当密封测试时,气体打入阀体内,气体会通过注气孔1311进入背压腔1221内,然后气体推顶反顶面1312,以使活塞131产生反作用力,如此,利用测试气体推力以提高阀体的开口与活塞131之间的顶接力度。从而提高活塞131与阀体的开口之间的紧密型。
36.需要说明的是,反顶面1312的面积大于活塞131远离内壳122的那一侧面,如此,使得测试气压作用到反顶面1312的力度大于测试气压作用到活塞131的顶面,从而增加活塞131与阀体之间的顶接力度,因此测试气压越大,则反顶面1312受到的气压推力越大,使得活塞131能够更好地对阀体等工件进行密封。
37.如图1至图3所示,优选地,活塞131远离内壳122的一端上设置有软质垫块135,软质垫块135上开设有与注气孔1311相连通的通气孔1351。
38.具体地,为了进一步地提高活塞131与阀体开口之间的紧密型,因此在活塞131的顶面上安装一软质垫块135,例如软质垫块135为硅胶结构,而且软质垫块135与活塞131之间为胶黏结构。
39.进一步地,优选地,活塞131远离内壳122的一端上开设有凹槽,软质垫块135容置于凹槽内。如此,能够提高软质垫块135与活塞131之间的结构稳定性。
40.进一步地,如图1及图2所示,优选地,旋盖121的外侧壁上开设有摩擦凹纹1211,如此,在旋拧旋盖121时,能够增大手指与旋盖121之间的摩擦力,便于对旋盖121进行松紧。
41.如图1、图3及图4所示,优选地,密封堵头1还包括安装座151、销钉152及顶杆153,销钉152依次穿设于底座11及安装座151,以使底座11能够相对于安装座151转动,顶杆153与安装座151相螺接,且顶杆153与底座11相顶持,顶杆153用于推顶底座11,以使底座11相
对于安装座151的角度位置得到保持。
42.具体地,将底座11转动安装在安装座151上,以使得密封堵头1可以根据阀体的实际结构进行安装,而且配合活塞131可以与内壳122相互倾斜时依然保持密封性,能够进一步提高密封堵头1的使用便捷性。其中,底座11与安装座151通过销钉152实现连接,使得底座11能够相对于安装座151转动,而顶杆153与安装座151螺接,且顶杆153的端部与底座11相抵接,如此,当底座11相对于安装座151的转动位置确定好后,便利用顶杆153推顶底座11,使得底座11的位置得到保持。
43.进一步地,如图1及图4所示,安装座151上开设有安装孔1511,安装孔1511通过穿设螺丝进行安装固定。例如,安装孔1511为腰型孔,进一步地,安装孔1511可以设置多个,如此,使得安装座151便于安装在具体治具内进行使用。
44.需要注意的是,本技术的密封堵头1在使用时,需要确保阀体对密封堵头1施加一定压力,例如阀体由气缸进行下压,以使阀体对活塞131产生推力。
45.如图5所示,为本技术的密封堵头1的一实施结构,测试阀体2的端口与软质垫块135相抵接,通过空压机将气体通入测试阀体2内,使得气流通过测试阀体2的端口流入背压腔1221内,气体在背压腔1221内反向推顶反顶面1312,使得软质垫块135与测试阀体2的端口紧密接触。从而实现对测试阀体2的端口进行可靠封堵。
46.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1