一种易切削的耐高温锌铍青铜带的制作方法
1.本实用新型涉及锌铍青铜带技术领域,具体是一种易切削的耐高温锌铍青铜带。
背景技术:
2.锌铍青铜是以铍、锌作为主要合金组元的一种无锡青铜,含有1.7~2.5%铍及少量镍、铬、钛等元素,经过淬火时效处理后,强度极限可达1250~1500mpa,接近中等强度钢的水平,在淬火状态下塑性很好,可以加工成各种半成品,铍青铜具有很高的硬度、弹性极限、疲劳极限和耐磨性,还具有良好的耐蚀性、导热性和导电性,受冲击时不产生火花,广泛用作重要的弹性元件、耐磨零件和防爆工具等。
3.目前的锌铍青铜带在切削过程中,需要先将呈盘状的锌铍青铜带套接在转动装置的转动盘上,通过转动盘转动使盘状的锌铍青铜带转变呈带状进行切割,盘状锌铍青铜带在转动时易出现松散现象,盘状锌铍青铜带松散会影响锌铍青铜带的传送切削,且锌铍青铜带在传送时,由于锌铍青铜带的表面较光滑,不便于锌铍青铜带的连续传送。
技术实现要素:
4.本实用新型的目的在于提供一种易切削的耐高温锌铍青铜带,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种易切削的耐高温锌铍青铜带,包括:
7.锌铍青铜带主体;
8.切槽,所述切槽设置在锌铍青铜带主体的上端;
9.第一纹路块,所述第一纹路块设置在锌铍青铜带主体的上端且位于切槽的一侧;
10.第二纹路块,所述第二纹路块位于切槽远离第一纹路块一侧的位置处;
11.梯形咬合槽,所述梯形咬合槽位于锌铍青铜带主体的上端且位于第一纹路块和第二纹路块之间的位置处;
12.梯形块,所述梯形块设置在锌铍青铜带主体的底端。
13.作为本实用新型再进一步的方案:所述切槽从锌铍青铜带主体的上端贯穿至锌铍青铜带主体的底端,所述切槽呈长条状。
14.作为本实用新型再进一步的方案:所述切槽设置有多个,所述第一纹路块和第二纹路块设置有多个。
15.作为本实用新型再进一步的方案:所述第一纹路块和第二纹路块的数量与切槽的数量相对应。
16.作为本实用新型再进一步的方案:所述梯形咬合槽设置有多个,所述梯形咬合槽呈倒梯形状。
17.作为本实用新型再进一步的方案:所述梯形块的外壁与梯形咬合槽的内壁相匹配。
18.作为本实用新型再进一步的方案:所述梯形块呈梯形状。
19.与现有技术相比,本实用新型的有益效果是:
20.1、通过设置梯形咬合槽和梯形块避免盘状锌铍青铜带在传送时锌铍青铜带出现松散的情况,锌铍青铜带呈盘状时,梯形块位于多个梯形咬合槽中的一个咬合槽的内部,通过梯形块和多个梯形咬合槽的设置便于成盘状的锌铍青铜带咬合一起,从而避免盘状锌铍青铜带在传送时锌铍青铜带出现松散的情况;
21.2、通过设置第一纹路块和第二纹路块便于锌铍青铜带的传送,在对锌铍青铜带传送时,传送装置的转动辊与第一纹路块和第二纹路块接触,从而增加锌铍青铜带和转动辊之间的摩擦,从而便于锌铍青铜带的传送。
附图说明
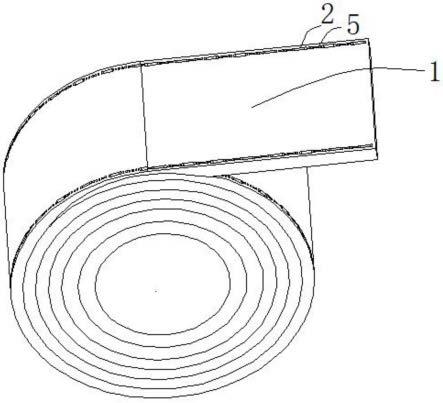
22.图1为一种易切削的耐高温锌铍青铜带的结构示意图;
23.图2为一种易切削的耐高温锌铍青铜带的锌铍青铜带主体和切槽结构示意图;
24.图3为一种易切削的耐高温锌铍青铜带的a处局部放大示意图;
25.图4为一种易切削的耐高温锌铍青铜带的切槽和梯形块结构示意图。
26.图中:1、锌铍青铜带主体;2、切槽;3、第一纹路块;4、第二纹路块;5、梯形咬合槽;6、梯形块。
具体实施方式
27.请参阅图1~4,本实用新型实施例中,一种易切削的耐高温锌铍青铜带,包括:
28.锌铍青铜带主体1;
29.切槽2,切槽2设置在锌铍青铜带主体1的上端;
30.第一纹路块3,第一纹路块3设置在锌铍青铜带主体1的上端且位于切槽2的一侧;
31.第二纹路块4,第二纹路块4位于切槽2远离第一纹路块3一侧的位置处;
32.梯形咬合槽5,梯形咬合槽5位于锌铍青铜带主体1的上端且位于第一纹路块3和第二纹路块4之间的位置处;
33.梯形块6,梯形块6设置在锌铍青铜带主体1的底端。
34.该种锌铍青铜带,通过设置切槽2便于对锌铍青铜带主体1的两端进行切割,通过设置梯形块6和梯形咬合槽5便于成盘状的锌铍青铜带主体1紧密盘在一起,通过设置第一纹路块3和第二纹路块4便于成带状的锌铍青铜带传送。
35.在图1-3中:切槽2从锌铍青铜带主体1的上端贯穿至锌铍青铜带主体1的底端,切槽2呈长条状。
36.该种锌铍青铜带,通过设置切槽2便于外部切刀沿着切槽2的凹槽处进行切割,从而便于快速对锌铍青铜带主体1的两端进行裁切。
37.在图1-3中:切槽2设置有多个,第一纹路块3和第二纹路块4设置有多个。
38.该种锌铍青铜带,通过设置多个切槽2、第一纹路块3和第二纹路块4便于根据实际需求进行切割。
39.在图1-3中:第一纹路块3和第二纹路块4的数量与切槽2的数量相对应。
40.该种锌铍青铜带,通过设置多个第一纹路块3和第二纹路块4便于锌铍青铜带主体
1的连续传送。
41.在图1-3中:梯形咬合槽5设置有多个,梯形咬合槽5呈倒梯形状。
42.该种锌铍青铜带,通过设置多个梯形咬合槽5便于梯形块6和梯形咬合槽5咬合。
43.在图4中:梯形块6的外壁与梯形咬合槽5的内壁相匹配。
44.该种锌铍青铜带,通过设置梯形咬合槽5和梯形块6便于锌铍青铜带主体1在缠绕呈盘状时,梯形块6进入最近的梯形咬合槽5内,从而实现锌铍青铜带主体1紧密缠绕成盘。
45.在图4中:梯形块6呈梯形状。
46.该种锌铍青铜带,通过设置梯形块6便于锌铍青铜带主体1叠加缠绕。
47.本实用新型的工作原理是:锌铍青铜带在切削过程中,将盘状的锌铍青铜带主体1套接于转动装置的转动盘上,通过转动装置的转动盘将成盘的锌铍青铜带主体1转动并转变为带状,此时外部传送装置转动对带状的锌铍青铜带主体1进行传送,通过设置第一纹路块3和第二纹路块4便于第一纹路块3和第二纹路块4与传送装置的转动辊接触,通过第一纹路块3和第二纹路块4的设置增加锌铍青铜带主体1与转动辊之间的摩擦,从而便于锌铍青铜带主体1的传送,从而实现便于对锌铍青铜带主体1连续传送的功能,当锌铍青铜带主体1成带状传送后,使用外部切刀沿着切槽2对锌铍青铜带主体1的两端进行切割,将设置有梯形咬合槽5、切槽2、第二纹路块4和第一纹路块3的部分锌铍青铜带主体1切掉,通过设置切槽2便于对部分锌铍青铜带主体1的切割,从而便于将锌铍青铜带主体1的两端切掉,切割的部分锌铍青铜带主体1可回收利用,在切掉锌铍青铜带主体1的两端后,即可根据需求开始对锌铍青铜带主体1进行横向的切削工序,将锌铍青铜带主体1切割成片状,从而便于通过切削刀对成带状的锌铍青铜带主体1进行切割,当锌铍青铜带主体1缠绕成盘状时,梯形块6位于一组梯形咬合槽5中的一个梯形咬合槽5的内部,梯形块6和梯形咬合槽5咬合在一起,通过梯形块6和多个梯形咬合槽5的设置便于成盘状的锌铍青铜带咬合缠绕一起,从而避免盘状锌铍青铜带在转动成带状时出现松散的情况。
48.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1