厚度变化的硅胶件及车载磁吸支架的制作方法
1.本实用新型涉及硅胶产品技术领域,尤其是涉及一种厚度变化的硅胶件及车载磁吸支架。
背景技术:
2.硅胶产品通过上下模压制而成,如果硅胶产品设计中出现厚度变化,则较薄部分的硅胶在刚压制完成后容易塌陷,造成较薄部分的硅胶和较厚部分的硅胶的亮度不一致,出现印记痕。
3.硅胶件的印记痕会导致硅胶件的外观品质下降,不符合出货要求,导致硅胶件的良品率低。
技术实现要素:
4.本实用新型的目的在于提供一种厚度变化的硅胶件及车载磁吸支架,旨在解决现有的硅胶件良品率低的技术问题。
5.为实现上述目的,本实用新型采用的技术方案是:一种厚度变化的硅胶件,所述硅胶件一体成型,所述硅胶件具有相对设置的第一侧面和第二侧面,所述第一侧面平整,所述第二侧面包括第一区域和第二区域,所述第二区域为容纳槽,所述第二区域距所述第一侧面的距离小于所述第一区域距所述第一侧面的距离,所述容纳槽靠近所述第一区域的侧壁设有过渡部,以使所述硅胶件的厚度在所述第一区域和所述第二区域之间平缓过渡。
6.在其中一个实施例中,所述过渡部为圆角。
7.在其中一个实施例中,所述过渡部为楔形部,所述楔形部的厚度沿从所述第一区域至所述第二区域的方向逐渐减小。
8.在其中一个实施例中,所述第一区域和所述第二区域之间设有加强凸块,所述加强凸块的数量为两个以上,两个以上所述加强凸块沿所述容纳槽的长度方向间隔分布。
9.在其中一个实施例中,所述加强凸块靠近所述第一区域的一侧顶面与所述第一区域平齐。
10.在其中一个实施例中,所述容纳槽环绕所述第一区域设置,以使所述第一区域位于所述第二区域的中部。
11.在其中一个实施例中,所述第二区域距所述第一侧面的距离小于或等于 0.8mm。
12.在其中一个实施例中,所述第一区域距所述第一侧面的距离与所述第二区域距所述第一侧面的距离之差小于等于4mm。
13.本实用新型还提供了一种车载磁吸支架,包括磁性件、底座、安装组件和上述任意一项所述的硅胶件,所述第一侧面用于放置电子设备,所述磁性件安装于所述容纳槽内,所述底座与所述硅胶件固定连接,以将所述磁性件夹持固定;所述安装组件与所述底座固定连接,所述安装组件位于所述底座远离所述硅胶件的一侧。
14.在其中一个实施例中,所述磁性件为磁环,所述容纳槽沿所述硅胶件的周向环绕
设置,所述容纳的形状与所述磁环的形状相适配。
15.在其中一个实施例中,所述底座具有卡槽,所述第二侧面设有凸缘,所述凸缘沿所述硅胶件的周向环绕设置,所述凸缘位于所述容纳槽的外侧,所述底座设有与所述凸缘相匹配的卡槽。
16.在其中一个实施例中,所述车载磁吸支架还包括镀锌铁片,所述镀锌铁片位于所述磁性件和所述底座之间。
17.在其中一个实施例中,所述安装组件包括金属夹子,所述金属夹子的一端与所述底座固定连接,所述金属夹子的另一端具有间隔设置的两个夹片。
18.在其中一个实施例中,所述车载磁吸支架还包括磁性贴片,所述磁性贴片用于贴附于所述电子设备,所述磁性贴片能与所述磁性件磁吸连接。
19.本实用新型提供的厚度变化的硅胶件及车载磁吸支架的有益效果是:第一侧面平整,第二侧面中的第二区域为容纳槽,导致硅胶件的厚度出现突变,而厚度突变容易在硅胶件压制生产后,第一侧面在第二区域的投影位置上出现暗痕,导致第一侧面的亮度不均匀,产生印记痕;本技术的硅胶件通过在容纳槽靠近第一区域的侧壁设有过渡部,以使硅胶件的厚度在第一区域和第二区域之间平缓过渡,避免第二区域在硅胶件压制生产后出现塌陷,有利于改善硅胶产品的印记痕,解决了现有的硅胶件良品率低的技术问题,从而提高了硅胶件的良品率。
附图说明
20.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
21.图1为本实用新型实施例提供的厚度变化的硅胶件的结构示意图;
22.图2为本实施例提供的厚度变化的硅胶件的又一视角图;
23.图3为本实施例提供的车载磁吸支架的使用示意图;
24.图4为本实施例提供的车载磁吸支架的结构示意图;
25.图5为图4中的车载磁吸支架沿a-a线的剖视图;
26.图6为图4中的车载磁吸支架的爆炸视图;
27.图7为本实施例提供的车载磁吸支架的又一视角图。
28.其中,图中各附图标记:
29.10、电子设备;
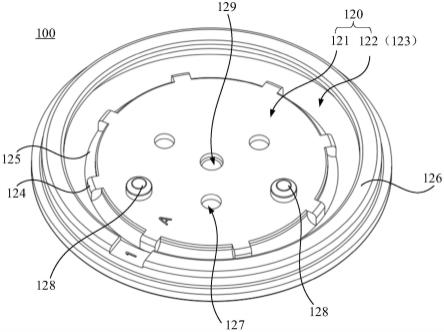
30.100、硅胶件;110、第一侧面;120、第二侧面;121、第一区域;122、第二区域;123、容纳槽;124、加强凸块;125、过渡部;126、凸缘;127、第一避让孔;128、定位柱;129、第二避让孔;
31.200、磁性件;210、磁铁;
32.300、底座;301、卡槽;302、第二连接孔;303、第四连接孔;
33.400、安装组件;410、金属夹子;411、夹片;412、第三连接孔;420、硅胶插脚;421、硅胶套;422、插槽;
34.500、镀锌铁片;501、第一连接孔;502、定位孔;503、定位部;504、第五连接孔;
35.600、磁性贴片;
36.710、第一紧固件;720、第二紧固件。
具体实施方式
37.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
38.在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
39.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
40.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
41.图1为本实用新型实施例提供的厚度变化的硅胶件100的结构示意图。图2 为本实施例提供的厚度变化的硅胶件100的又一视角图。
42.现对本实用新型实施例中的厚度变化的硅胶件100进行说明。
43.请参考图1和图2,在本技术提供的厚度变化的硅胶件100中,硅胶件100 一体成型。硅胶件100具有相对设置的第一侧面110和第二侧面120,第一侧面 110平整,第二侧面120包括第一区域121和第二区域122,第二区域122为容纳槽123,第二区域122距第一侧面110的距离小于第一区域121距第一侧面 110的距离。容纳槽123靠近第一区域121的侧壁设有过渡部125,以使硅胶件 100的厚度在第一区域121和第二区域122之间平缓过渡。
44.其中,由于第一侧面110平整,第二侧面120中的第二区域122为容纳槽 123,导致硅胶件100的厚度出现突变,而厚度突变容易在硅胶件100压制生产后,第一侧面110在第二区域122的投影位置上出现暗痕,导致第一侧面110 的亮度不均匀,产生印记痕。
45.本技术的硅胶件100通过在容纳槽123靠近第一区域121的侧壁设有过渡部125,以使硅胶件100的厚度在第一区域121和第二区域122之间平缓过渡,避免第二区域122在硅胶件100压制生产后出现塌陷,有利于改善硅胶产品的印记痕,解决了现有的硅胶件100良品率低的技术问题,从而提高了硅胶件100 的良品率。
46.在其中一个实施例中,过渡部125为圆角,以使硅胶件100的厚度在第一区域121和第二区域122之间平缓过渡。
47.在又一个实施例中,过渡部125为楔形部,楔形部的厚度沿从第一区域121 至第二区域122的方向逐渐减小。
48.如此,过渡部125采用圆角或楔形部的形式,加强第一区域121与第二区域122交界处的强度,实现硅胶件100的厚度均匀过渡,有利于提高硅胶件100 的第一侧面110的外形品质。
49.具体地,请参考图2,在硅胶件100的厚度小的情况下,现有技术中的硅胶件100的外形品质下降明显。第二区域122距第一侧面110的距离小于或等于 0.8mm,明显改善印记痕。
50.在其中一个实施例中,第一区域121距第一侧面110的距离与第二区域122 距第一侧面110的距离之差小于等于4mm。如果硅胶件100的厚度突变过大,容易造成第一区域121处的塌陷比较明显,出现印记痕。本技术的硅胶件100 通过将厚度差控制在4mm以内,避免硅胶件100在压制生产后出现印记痕。
51.在一些实施例中,请参考图1和图2,第一区域121和第二区域122之间设有加强凸块124,加强凸块124的数量为两个以上,两个以上加强凸块124沿容纳槽123的长度方向间隔分布。
52.如此,两个以上加强凸块124沿容纳槽123的长度方向间隔分布,能够辅助加强第一区域121与第二区域122交界处各个位置的强度,对改善印记痕有一定的效果。
53.具体地,加强凸块124靠近第一区域121的一侧顶面与第一区域121平齐,实现第一区域121和加强凸块124的交界处厚度一致、强度一致。
54.具体地,加强凸块124远离第一区域121的一侧顶面设有倒角。
55.可选地,两个以上加强凸块124沿容纳槽123的长度方向等间隔分布。
56.在其中一个实施例中,容纳槽123环绕第一区域121设置,以使第一区域 121位于第二区域122的中部。
57.可选地,容纳槽123为环形槽。
58.随着无线充电技术发展,部分电子设备10使用磁吸增强无线充电。比如,苹果公司使得的一种充电连接技术——magsafe,接口有磁吸装置,在外力作用下自行吸附或脱落。现有的车载磁吸支架,对具有磁吸无线充电功能的电子设备10的吸力较弱,吸附电子设备10上后,如果汽车行驶过程中出现颠簸,电子设备10容易从车载磁吸支架上掉下
59.为此,请结合图3至图6,本技术还提供了一种车载磁吸支架,包括磁性件 200、底座300、安装组件400和上述任意一项的硅胶件100。第一侧面110用于放置电子设备10。硅胶材质可以增大摩擦阻力,使得电子设备10放置后不易从硅胶件100上掉落。磁性件200安装于容纳槽123内,底座300与硅胶件100 固定连接,以将磁性件200夹持固定。安装组件400与底座300固定连接,安装组件400位于底座300远离硅胶件100的一侧。安装组件400可以安装于汽车出风口的辐条。
60.本实施例中,车载磁吸支架通过安装组件400实现安装固定。硅胶件100 的第一侧面110可用于放置具有磁吸无线充电功能的电子设备10,硅胶件100 的第二侧面120具有容纳槽123,容纳槽123一方面用于磁性件200的定位安装,另一方面能够减薄硅胶件100,以缩短磁性件200与电子设备10之间的间隔,增大磁性件200对电子设备10的吸力,使得该车载磁吸支架更加牢固地吸附电子设备10。当该车载磁吸支架安装于汽车出风口的辐条,即使
汽车行驶过程中发生颠簸,也不会导致电子设备10掉落,解决了的车载磁吸支架吸力较弱的技术问题,从而提高了磁吸支架的吸力。
61.可选地,第二区域122距第一侧面110的距离大于等于0.8mm、且小于等于1.5mm。需要说明的是,硅胶件100的厚度每增加0.1mm,磁性件200对电子设备10的吸力就明显减弱。如果硅胶件100的厚度过小,又会造成硅胶件100 的外形品质下降、且增加了加工难度。
62.可选地,第二区域122距第一侧面110的距离为0.8mm、0.9mm、1.1mm或 1.2mm。
63.下面介绍磁性件200的具体结构。
64.在其中一个实施例中,磁性件200为磁环,容纳槽123沿硅胶件100的周向环绕设置,容纳的形状与磁环的形状相适配,容纳槽123为环形槽。环形设置的磁性件200能够均匀地吸附电子设备10,使得电子设备10更加稳定地放置于硅胶件100的第一侧面110上。
65.可选地,磁性件200包括多组磁铁210,多组磁铁210沿硅胶件100的周向依次排列。通过多组磁铁210拼接形成环形的磁性件200,有利于降低磁性件 200的制造难度。
66.具体地,每一组磁铁210包括两块磁铁210。
67.下面介绍底座300的具体结构。
68.请参考图5和图6,底座300具有卡槽301,第二侧面120设有凸缘126,凸缘126沿硅胶件100的周向环绕设置,凸缘126位于容纳槽123的外侧,底座300设有与凸缘126相匹配的卡槽301。如此,硅胶件100通过凸缘126与卡槽301实现与底座300卡接,提高二者之间的连接稳定性。
69.在其中一个实施例中,车载磁吸支架还包括镀锌铁片500,镀锌铁片500位于磁性件200和底座300之间。其中,镀锌铁片500和磁性件200配合达到顺磁性,能够增强磁性件200的磁性,使得该车载磁吸支架更加牢固地吸附电子设备10。
70.具体地,镀锌铁片500设有第一连接孔501,底座300具有位置与第一连接孔501的位置相对应的第二连接孔302。车载磁吸支架还包括第一紧固件710,第一紧固件710穿设于第二连接孔302和第一连接孔501,从而将底座300与镀锌铁片500固定连接,进而底座300与镀锌铁片500将硅胶件100夹持固定。
71.其中,第一紧固件710位于安装组件400和硅胶件100之间,实现第一紧固件710的隐藏设计,提升车载磁吸支架的外观。
72.可选地,在硅胶件100中,第二侧面120的第二区域122设有位置与第一连接孔501的位置相对应的第一避让孔127,第一避让孔127用于容纳第一紧固件710的端部,避免发生干涉。
73.可选地,第一紧固件710为螺钉,第一连接孔501为与该螺钉相螺纹配合的螺纹孔。可选地,第二连接孔302可以为与该螺钉相螺纹配合的螺纹孔。
74.具体地,第一避让孔127的数量为两个以上,两个以上第一避让孔127沿硅胶件100的周向间隔分布,有利于分散硅胶件100和底座300的受力点,提高连接的稳定性。
75.可选地,两个以上第一避让孔127沿硅胶件100的周向均匀分布。
76.在其中一个实施例中,请继续参考图5和图6,硅胶件100和镀锌铁片500 中的一个具有定位孔502,硅胶件100和镀锌铁片500中的另一个具有定位柱 128,定位柱128可嵌入定位孔502内。定位柱128及定位孔502的设置,便于镀锌铁片500能够准确地定位,进而便于车载磁吸支架的装配。
77.具体地,硅胶件100具有定位柱128,镀锌铁片500具有定位孔502。
78.可选地,定位柱128的数量可以为两个以上,两个以上定位柱128沿硅胶件100的周向间隔分布。
79.在其中一个实施例中,请参考图6,镀锌铁片500靠近磁性件200的一侧具有定位部503,定位部503与磁性件200相抵靠。定位部503便于磁性件200在镀锌铁片500上的定位。
80.可选地,定位部503为沉槽或台阶。
81.下面对安装组件400的具体结构进行介绍。
82.在其中一个实施例中,请参考图6和图7,安装组件400包括金属夹子410,金属夹子410的一端与底座300固定连接,金属夹子410的另一端具有间隔设置的两个夹片411。由于夹片411具有良好的收缩性,组装完成后,能够插入不同厚度的出风口辐条。
83.具体地,安装组件400还包括硅胶插脚420。硅胶插脚420的一端卡接于底座300,硅胶插脚420的另一端具有间隔设置的两个硅胶套421,硅胶套421具有供夹片411插设的插槽422。硅胶插脚420用于保护夹片411,避免夹片411 外露,避免夹片411刮伤人或物。
84.需要说明的是,图5中由于绘图问题,导致夹片411脱离插槽422,在实际产品中,夹片411位于夹持套的插槽422中。
85.可以理解,在其他实施例中,安装组件400可以采用磁吸、真空吸附或粘接等方式实现安装在出风口辐条。
86.具体地,夹片411具有第三连接孔412,底座300具有第四连接孔303,车载磁吸支架还包括第二紧固件720。第二紧固件720穿设于第三连接孔412和第四连接孔303内,实现夹片411固定安装于底座300上。
87.此外,第二紧固件720位于硅胶插脚420和硅胶件100之间,实现第二紧固件720的隐藏设计。
88.可选地,镀锌铁片500具有位置与第四连接孔303位置相对应的第五连接孔504,硅胶件100具有位置与第四连接孔303位置相对应的第二避让孔129。
89.下面介绍磁性贴片600的具体结构。
90.请参考图3,在其中一个实施例中,车载磁吸支架还包括磁性贴片600,磁性贴片600用于贴附于电子设备10,磁性贴片600能与磁性件200磁吸连接。
91.对于一些不具有磁吸无线充电功能的电子设备10,可以通过在该电子设备 10上贴附磁性贴片600,进而该电子设备10通过磁性贴片600能够稳定地吸附于硅胶件100的第一侧面110上。
92.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1