一种碟刹夹钳散热片和夹钳的制作方法
1.本实用新型涉及自行车技术领域,尤其涉及一种碟刹夹钳散热片和夹钳。
背景技术:
2.在自行车刹车时,刹车片与摩擦片之间由于摩擦作用,会产生大量的热能,热能会传导至活塞,引起活塞升温,进而使活塞附近的介质由于高温而蒸发,从而使刹车失去刹车力。
3.现有市场上常用的为不带散热或压铸铝材结构的背板,散热面积不大。
技术实现要素:
4.本实用新型的目的是提供一种碟刹夹钳散热片和夹钳,旨在解决现有技术中,散热效率较低的问题。
5.第一方面,本实用新型实施例提供了一种碟刹夹钳散热片,用于带动设置于其上的摩擦片与刹车片摩擦,包括:
6.背板,所述背板的顶部向一侧弯折形成弯折部;
7.其中,所述背板上设置若干散热通孔。
8.进一步的,所述散热通孔设置于所述弯折部和所述背板的直立部。
9.进一步的,所述背板设置成倒j型。
10.进一步的,所述弯折部的弯折方向为背离所述刹车片一侧。
11.进一步的,所述散热通孔的孔径为所述背板厚度的1-2倍。
12.进一步的,相邻所述散热通孔的中心距为所述背板厚度的2-3倍。
13.进一步的,所述背板的材质为铝。
14.进一步的,所述背板由冲压成型。
15.进一步的,所述背板的宽度大于所述摩擦片的宽度。
16.第二方面,本实用新型实施例提供了一种夹钳,包括所述的散热片。
17.本实用新型通过设置弯折部,使得背板的表面积增大,进而提高散热效率;通过在背板上设置若干散热通孔,亦为增加表面积,提高散热效率。
附图说明
18.为了更清楚地说明本实用新型实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
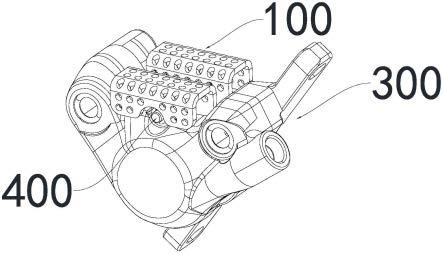
19.图1为本实用新型实施例提供的夹钳和散热片的结构示意图;
20.图2为本实用新型实施例提供的夹钳和散热片的另一结构示意图;
21.图3为本实用新型实施例提供的两个散热片组装的结构示意图;
22.图4为本实用新型实施例提供的两个散热片组装的另一结构示意图;
23.图5为本实用新型实施例提供的散热片的结构示意图;
24.图6为本实用新型实施例提供的散热片的另一结构示意图。
25.附图标记:
26.100、背板;110、弯折部;120、散热通孔;
27.200、摩擦片;
28.300、夹钳;
29.400、定位件。
具体实施方式
30.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
31.应当理解,当在本说明书和所附权利要求书中使用时,术语“包括”和“包含”指示所描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。
32.还应当理解,在此本实用新型说明书中所使用的术语仅仅是出于描述特定实施例的目的而并不意在限制本实用新型。如在本实用新型说明书和所附权利要求书中所使用的那样,除非上下文清楚地指明其它情况,否则单数形式的“一”、“一个”及“该”意在包括复数形式。
33.还应当进一步理解,在本实用新型说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
34.请参阅图1-6,一种碟刹夹钳散热片,用于带动设置于其上的摩擦片200与刹车片摩擦,包括:
35.背板100,所述背板100的一端部向一侧弯折形成弯折部110;
36.其中,所述背板100上设置若干散热通孔120。
37.在本实施例中,通过设置弯折部110,使得背板100的表面积增大,进而提高散热效率;通过在背板100上设置若干散热通孔120,亦为增加表面积,提高散热效率。
38.具体的,在将散热片安装于夹钳300上时,背板100对称设置,且其上的摩擦片200设置于两个散热片之间,在刹车操作时,可同时夹住位于两个散热片之间的刹车片。
39.具体的,将弯折部110设置于顶部,即背离摩擦片200与刹车片摩擦发热的一侧,可适配安装于夹钳300上,弯折部110刚好安装于夹钳300外侧,便于散热。
40.在一实施例中,所述散热通孔120设置于所述弯折部110和所述背板100的直立部。
41.在本实施例中,通过将散热通孔120尽量散布于背板100上,使得散热更快。
42.其中,直立部和弯折部110组成背板100。
43.在一实施例中,所述背板100设置成倒j型。
44.在本实施例中,通过将背板100设置成倒j型,使得背板100的散热表面积更大。
45.具体的,关于弯折部110弯折的角度和弯折后延伸的长度,可根据实际安装适配情况设置。
46.在一实施例中,所述弯折部110的弯折方向为背离所述刹车片一侧。
47.在本实施例中,由于背板100之间的距离在设置时不能间隔太宽,通过将弯折部110的弯折方向设置为背离刹车片一侧,可以将弯折部110的弯折径宽设置的更大,便于根据情况增加散热面积。
48.在一实施例中,所述散热通孔120的孔径为所述背板100厚度的1-2倍。
49.在本实施例中,通过将散热通孔120的孔径设置为所述背板100厚度的1-2倍,在不影响背板100强度的前提下使得散热面积更大。
50.在一优选的实施例中,所述散热通孔120的孔径为所述背板100厚度的1.5倍。
51.在一实施例中,相邻所述散热通孔120的中心距为所述背板100厚度的2-3倍。
52.在本实施例中,通过将相邻所述散热通孔120的中心距为所述背板100厚度的2-3倍,在不影响背板100强度的前提下使得散热面积更大。
53.在一优选的实施例中,相邻所述散热通孔120的中心距为所述背板100厚度的2.5倍。
54.在一实施例中,所述背板100上设置有安装孔,所述弯折部110背离所述背板100一侧设置有对应所述安装孔的安装缺口。
55.在本实施例中,通过定位件400穿过安装孔,将背板100安装于夹钳300上。
56.在一实施例中,所述背板100的材质为铝。
57.在本实施例中,通过利用散热能力更好的材质铝制作的背板100,使得散热更快。
58.在在一实施例中,所述背板100由冲压成型。
59.在本实施例中,背板100由冲压成型,相对于现有技术中的压铸,工艺更简单。
60.在在一实施例中,所述背板100的宽度大于所述摩擦片200的宽度。
61.在本实施例中,背板100宽度大于摩擦片200的宽度,使得摩擦片可通过周侧的背板加快散热,缩短热传递至散热过程的距离。
62.在一实施例中,不考虑背板强度等,还可以将背板弯折部设置成向外侧延伸的若干散热条,散热条在背板上线性阵列设置。
63.在一实施例中,不考虑制作难度等,还可以在散热通孔的内壁设置若干凸起,凸起在散热通孔的内壁上圆形阵列或不规则分布,以提高与空气的接触面积,增加散热面积。
64.一种夹钳,包括所述的散热片。
65.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1