一种链辊总成在线自动加油装置的制作方法
1.本实用新型涉及带冷机技术领域,特别涉及一种带冷机的链辊总成加油装置。
背景技术:
2.烧结车间烧结料采用带式链板机进行冷却,俗称带冷机,链辊总成中的轴承工作中需要润滑,现阶段均采用人工手动加入甘油润滑,自动化程度低。由于带冷机工作时连续运转,链辊总成始终处于移动状态,所以导致链辊总成不能随时添加润滑油,润滑周期只能利用每月度或每季度定时维护时添加润滑油,日常工作时无法进行在线自动加油,链辊总成内的轴承长时间工作因缺少润滑油经常损坏,轴承损坏后会连带链板机辊轮轴磨损,致使带冷机带伤运行,造成生产效率低,加速设备老化,严重时会造成设备被迫停机或者整条生产线的停机,甚至造成严重的安全生产事故。
技术实现要素:
3.本实用新型的目的在于针对现有技术之弊端,提供一种链辊总成在线自动加油装置及其在带冷机中的应用,它能在带冷机工作状态下一次完成对3-6个链辊总成的在线自动加油,降低了链辊总成工作时因缺少润滑油导致损坏的可能性,保证了生成线的正常运行。
4.本实用新型的目的是以下述技术方案解决的:
5.一种链辊总成在线自动加油装置,包括带冷机主体、链辊总成、驱动装置;所述带冷机主体上设有自动加油装置,所述自动加油装置包括横向进给机构、纵向进给机构、链条带动组件、加油枪和横向底座,所述横向底座设置在带冷机机架上,横向底座宽度的中心线设为x轴,横向进给机构设置在横向底座上,对称于x轴设置,所述横向进给机构包括第一极限位置传感器、第二极限位置传感器、缓冲组件、链条、直线滑轨、滑块、头轮、尾轮、链条张紧组件、头轮轴和链轮安装架,所述直线滑轨为两条,沿横向底座长度方向设置,对称并平行于x轴,直线滑轨上设有滑块,其两端设有缓冲组件,在横向底座长度方向两端面上各设有一个链轮安装架,所述链轮安装架对称x轴设置,左侧链轮安装架上设有尾轮,右侧链轮安装架上设有头轮,所述头轮设有头轮轴,所述头轮轴接驱动装置,所述尾轮和头轮上设有链条,所述链条和横向底座的底部中间位置之间设有链条张紧组件,横向底座的左端设有第一极限位置传感器,右端设有第二极限位置传感器,所述滑块上设有纵向进给机构,所述横向进给机构与纵向进给机构之间设有链条带动组件,所述链条带动组件包括链条、链条连接座、销轴和开口销,所述链条连接座为t形,其顶部设置在纵向进给机构伺服电缸底座底部y轴处,所述 y轴为伺服电缸的轴向中心线,链条连接座底部设置在其正下方的链条的外链板和内链板之间,所述销轴穿过外链板、链条连接座和内链板,两端由开口销固定,所述带冷机主体上的带冷机链板上设有辅助工具定位块,在带冷机机架上设有接近开关。
6.上述链辊总成在线自动加油装置,所述纵向进给机构包括伺服电缸、导向座、导向杆、伺服电缸底座、伸缩枪架、第三极限位置传感器、第四极限位置传感器、伸缩杆,所述伺
服电缸底座设置在滑块上,其左侧设有第三极限位置传感器和第四极限位置传感器,伺服电缸底座以y轴为对称轴,其上方左右两侧各设有一个导向座,所述导向座内设有导向杆,所述伺服电缸设置在伺服电缸底座上方对称于y轴,伸缩杆设置在伺服电缸上,所述伸缩杆和两个导向杆的端部设置在伸缩枪架上,所述伸缩枪架上设有固定板,所述固定板上间隔设有3-6个加油枪,所述加油枪的一端设有油管,所述油管的另一端设有电动油泵。
7.上述链辊总成在线自动加油装置,所述加油枪的构成包括:油枪杆、弹簧、油枪套、卡簧和出油孔,所述油枪杆为带有出油孔的空心圆柱体,其外形由两段不同直径的圆柱体组成,直径小的一端穿过油枪套,所述油枪套和油枪杆之间一部分位置设有弹簧,所述油枪杆靠近油枪套端面处设有卡簧。
8.上述链辊总成在线自动加油装置,所述缓冲组件的构成包括夹紧块、内六角螺栓、缓冲胶垫,所述夹紧块为长方体形,一端带有t形槽,t型槽两侧设有螺纹孔,螺纹孔配有内六角螺栓,夹紧块的另一端设有缓冲胶垫,所述缓冲胶垫由内六角螺栓固定。
9.上述链辊总成在线自动加油装置,所述链条张紧组件的构成包括张紧轮、张紧臂、第一固定块、左旋螺杆、右旋螺杆、调节螺套、第二固定块,所述第一固定块和第二固定块均设置在横向底座下方,张紧臂一端设置在第一固定块上,另一端设置张紧轮,右旋螺杆的一端设置在张紧臂中间位置,左旋螺杆的一端设置在第二固定块上,所述右旋螺杆和左旋螺杆由连接调节螺套连接。
10.上述链辊总成在线自动加油装置,还包括固定板上间隔设有3-6个加油枪, 3-6个加油枪相互间隔距离与连续相邻的3-6个链辊总成相互间隔距离一致。
11.上述链辊总成在线自动加油装置,所述定位块形状为长条状,与接近开关配合使用,定位块按固定板上设置的加油枪个数设置,每间隔3-6个链辊总成设置一个。
12.上述链辊总成在线自动加油装置,所述加油枪的出油孔的轴心线与链辊总成上的加油嘴的轴心线重合,出油孔与加油嘴配合处出油孔设有v形口,加油嘴设有冠状头。
13.上述链辊总成在线自动加油装置,所述驱动装置包括步进电机和联轴器,所述步进电机的输出轴上设置联轴器,所述联轴器的输出轴上设置头轮。
14.有益效果
15.本实用新型设有两个相互垂直安装的横向进给机构和纵向进给机构,两个进给机构上均装有极限位置传感器,可分别带动加油枪沿链辊总成移动方向和垂直于链辊总成移动方向移动,实现链辊总成在线自动加油,每个装置上设有3-6个加油枪,横向进给机构和纵向进给机构往返一次即可实现同时给3-6个链辊总成加油,本实用新型降低了链辊总成中轴承因缺少润滑油导致损坏的可能性,保证了生成线的正常运行,减少了轴承因缺少润滑油导致磨损严重甚至损坏,节约维修成本。
附图说明
16.下面结合附图对本实用新型作进一步详述。
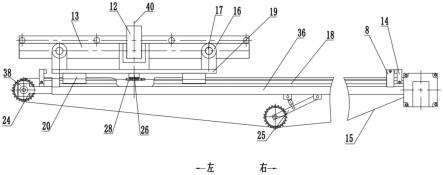
17.图1是本实用新型的结构示意图;
18.图2是图1的俯视图;
19.图3是图1的右视图;
20.图4是本实用新型链条带动组件结构示意图;
21.图5是图4的左视图;
22.图6是加油枪的结构示意图;
23.图7是缓冲组件结构示意图;
24.图8是图7的左视图;
25.图9是链条张紧组件结构示意图;
26.图10是本实用新型带冷机应用示意图;
27.图11是图10的左视图。
28.图中各标号分别表示为:1、自动加油装置,2、驱动装置,3、链辊总成,4、带冷机链板,5、带冷机轨道架,6、接近开关,7、定位块,8、第一极限位置传感器,9、第二极限位置传感器,10、第三极限位置传感器,11、第四极限位置传感器,12、伺服电缸,13、伸缩枪架,14、缓冲组件,15、链条,16、导向座, 17、导向杆,18、直线滑轨,19、伺服电缸底座,20、滑块,21、步进电机,22、联轴器,23、头轮,24、尾轮,25、链条张紧组件,26、链条连接座,27、开口销,28、外链板,29、内链板,30、销轴,31、电动油泵,32、输油管,33、加油嘴,34、加油枪,35、安装板,36、横向底座,37、x轴,38、链轮安装架, 39、链条带动组件,40、y轴,41、伸缩杆,42、固定板,43、头轮轴,141、夹紧块,142、内六角螺栓,143、缓冲胶垫,251、张紧轮,252、张紧臂。253、第一固定块,254、左旋螺杆,255、右旋螺杆,256、调节螺套,257、第二固定块,341、油枪杆,342、弹簧,343、油枪套,344、卡簧,345、出油孔。
具体实施方式
29.本实用新型提供了一种链辊总成在线自动加油装置,参看附图1-11,它包括带冷机主体、链辊总成、驱动装置2;所述带冷机主体上设有自动加油装置1,所述自动加油装置1包括横向进给机构、纵向进给机构、链条带动组件39、加油枪34、和横向底座36,所述横向底座36设置在带冷机机架上,横向底座宽度的中心线设为x轴37,横向进给机构设置在横向底座上,以x轴37对称,所述横向进给机构包括第一极限位置传感器8、第二极限位置传感器9、缓冲组件14、链条15、直线滑轨18、滑块20、头轮23、尾轮24、链条张紧组件25、头轮轴 43和链轮安装架38,所述直线滑轨18为两条,沿横向底座36长度方向设置,对称并平行于x轴37,直线滑轨18上设有滑块20,其两端设有缓冲组件14,在横向底座36长度方向两端面上各设有一个链轮安装架38,所述链轮安装架38对称x轴37设置,左侧链轮安装架38上设有尾轮24,右侧链轮安装架38上设有头轮23,所述头轮23设有头轮轴43,所述头轮轴43接驱动装置2,所述尾轮 24和头轮23上设有链条15,所述链条15和横向底座36的底部中间位置之间设有链条张紧组件25,横向底座36的左端设有第一极限位置传感器8,右端设有第二极限位置传感器9,所述滑块20上设有纵向进给机构,所述横向进给机构与纵向进给机构之间设有链条带动组件39,所述链条带动组件39包括链条15、链条连接座26、销轴30和开口销27,所述链条连接座26为t形,其顶部设置在纵向进给机构伺服电缸底座19底部y轴40处,所述y轴40为伺服电缸的轴向中心线,链条连接座26底部设置在其正下方的链条15的外链板28和内链板29 之间,所述销轴30穿过外链板28、链条连接座26和内链板29,两端由开口销 27固定;所述带冷机主体上的带冷机链板4上设有辅助工具定位块7,在带冷机机架上设有接近开关6;两个相互垂直安装的横向进给机构和纵向进给机构,两个进给机构上均装有极限位置传感器,带冷机链板上设有辅助工具定位块,带冷机工作时,当定位块移动到接近开关位置,
带冷机链板上辊轮的加油嘴正好与加油枪上的出油孔对正,步进电机启动,头轮逆时针旋转,纵向进给机构在链条带动组件的带动沿直线滑轨与带冷机链板同速向左移动,同时纵向进给机构电缸的伸缩杆伸出出,其两侧的导向杆也在导向座内移动,带动伸缩枪架接近链辊总成,伺服电缸伸出到第三极限位置传感器时停止,此时加油枪压紧加油嘴,电动油泵开始供油,当横向进给机构移动到第二极限位置传感器时,伺服电缸缩回到第四极限位置传感器停止动作,电动油泵停止供油,步进电机反转,头轮顺时针旋转,纵向进给机构在链条带动组件的带动沿直线滑轨向右移动,横向进给机构也同时回到第一极限位置传感器,完成一个加油循环,然后接近开关继续接收信号,只有横向进给机构回到第一极限开关位置传感器时接近开关才可以接收信号,继续下一个循环。
30.参看附图1-3,所述纵向进给机构包括伺服电缸12、导向座16、导向杆17、伺服电缸底座19、伸缩枪架13、第三极限位置传感器10、第四极限位置传感器 11、伸缩杆41,所述伺服电缸底座19设置在滑块20上,其左侧设有第三极限位置传感器10和第四极限位置传感器11,伺服电缸底座19以y轴40为对称轴,其上方左右两侧各设有一个导向座16,所述导向座16内设有导向杆17,所述伺服电缸12设置在伺服电缸底座19上方对称于y轴40,伸缩杆41设置在伺服电缸12上,所述伸缩杆41和两个导向杆17的端部设置在伸缩枪架13上,所述伸缩枪架13上设有固定板42,所述固定板42上间隔设有3-6个加油枪34,所述加油枪34的一端设有油管32,所述油管32的另一端设有电动油泵31。
31.参看附图6,所述加油枪34的构成包括油枪杆341、弹簧342、油枪套343、卡簧344和出油孔345,所述油枪杆341为带有出油孔345的空心圆柱体,其外形由两段不同直径的圆柱体组成,直径小的一端穿过油枪套343,所述油枪套343 和油枪杆341之间一部分位置设有弹簧342,所述油枪杆341靠近油枪套343端面处设有卡簧344,卡簧将油枪杆固定在油枪套上,弹簧在加油枪和加油嘴对接时缓冲、压紧。
32.参看附图7、附图8,所述缓冲组件14的构成包括夹紧块141、内六角螺栓 142、缓冲胶垫143,所述夹紧块141为长方体形,一端带有t形槽,t型槽两侧设有螺纹孔,螺纹孔配有内六角螺栓142,夹紧块141的另一端设有缓冲胶垫143,所述缓冲胶垫143由内六角螺栓142固定,设置缓冲组件,保证横向进给机构移动过程中不与头轮或尾轮发生碰撞。
33.参看附图9,所述链条张紧组件25的构成包括张紧轮251、张紧臂252、第一固定块253、左旋螺杆254、右旋螺杆255、调节螺套256、第二固定块257,所述第一固定块253和第二固定块257均设置在横向底座36下方,张紧臂252 一端设置在第一固定块253上,另一端设置张紧轮251,右旋螺杆255的一端设置在张紧臂252中间位置,左旋螺杆254的一端设置在第二固定块257上,所述右旋螺杆255和左旋螺杆254由连接调节螺套256连接;在链条松弛时调节调节螺套,改变张紧轮的包角,控制张紧轮的张紧力,避免链条工作时松弛造成头轮或尾轮打滑。
34.参看附图10、附图11,还包括固定板42上间隔设有3-6个加油枪34,3-6 个加油枪34相互间隔距离与连续相邻的3-6个链辊总成相互间隔距离一致;自动加油装置一个加油循环可满足给3-6个链辊总成的加油。
35.参看附图11,所述定位块7形状为长条状,与接近开关6配合使用,定位块 7按固定板42上设置的加油枪34个数设置,每间隔3-6个链辊总成3设置一个,使接近开关接收信号,保证每个链辊总成实现在线自动加油。
36.参看附图10,所述加油枪34的出油孔345的轴心线与链辊总成3上的加油嘴33的轴心线重合,出油孔345与加油嘴33配合处出油孔345设有v形口,加油嘴33设有冠状头;保证加油枪顺利与加油嘴对接,出油孔设有v形口对接时便于引导加油嘴的冠状头。
37.参看附图1,所述驱动装置2包括步进电机21和联轴器22,所述步进电机 21的输出轴上设置联轴器22,所述联轴器22的输出轴上设置头轮23;给在线自动加油装置提供驱动动力,使头轮可以实现顺时针和逆时针不同方向的旋转,从而满足横向进给机构的左右移动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1