一种进漆均匀型阀门及应用该阀门的进漆系统的制作方法
1.本技术涉及阀门领域,尤其是涉及一种进漆均匀型阀门及应用该阀门的进漆系统。
背景技术:
2.阀门在流体输送系统中属于控制部件,具有截止、调节、导流、防止逆流、稳压、分流或溢流泄压的功能。阀门可用于控制空气、水、蒸汽、各种腐蚀性介质、泥浆、油品、液态金属和放射性介质等各种类型流体的流动。
3.相关技术中,为将油漆输送至多个模具盒中,需先将油漆通过输送泵输入进漆箱中,并设置多个阀门,多个阀门依次并列设置,每个阀门对应一个模具盒;每个阀门均包括阀体、进漆接头和出漆接头,阀体的内部中空形成有油漆孔,油漆孔的孔径较大;进漆接头和出漆接头均设置在阀体上且与油漆孔连通;进漆接头通过进漆管与进漆箱连通,多根进漆管与进漆箱的连通处沿进漆箱的长度方向依次设置;出漆接头通过出漆管与对应的模具盒连通。向模具盒内输送油漆时,通过输送泵将油漆输入进漆箱中,再依次打开各个阀体,使进漆箱内的油漆依次进入进漆管、进漆接头、油漆孔、出漆接头和出漆管,最后从出漆管进入模具盒中。
4.针对上述中的相关技术,发明人认为依次打开阀体时,由于油漆孔的孔径较大,而进漆箱内油漆的输送量是一定的,因此先打开的阀体流过的油漆较多、油漆量较大,导致后打开的阀体存在油漆流量供给不足的情况,进漆的均匀性有待提高。
技术实现要素:
5.为了改善进漆不均匀的问题,本技术提供一种进漆均匀型阀门及应用该阀门的进漆系统。
6.第一方面,本技术提供的一种进漆均匀型阀门,采用如下的技术方案:
7.一种进漆均匀型阀门,包括阀体、进漆接头和出漆接头,阀体的内部中空形成有油漆孔;进漆接头和出漆接头均设置在阀体上且与油漆孔连通;所述阀体内安装有限流圈,所述限流圈同时与进漆接头和出漆接头连接,所述限流圈内圈的直径小于油漆孔的孔径。
8.通过采用上述技术方案,向模具盒内输送油漆时,依次打开阀体时,限流圈能够对油漆输送量进行限制,使先打开的阀体的油漆量和后打开的阀体的油漆量均匀,因此进漆的均匀性得到提高。
9.可选的,所述阀体远离油漆孔的一端开设有安装孔,所述限流圈安装在安装孔内,所述进漆接头螺纹连接于安装孔内,所述安装孔内设置有密封圈,所述密封圈与限流圈抵接,且所述密封圈与限流圈连通。
10.通过采用上述技术方案,在输送油漆时,密封圈使油漆不易从进漆接头与安装孔的连接缝隙内流出安装孔,从而提高阀体的密封性。
11.可选的,所述密封圈放置在限流圈两侧。
12.通过采用上述技术方案,通过先放置一个密封圈,再放置限流圈,然后放置另一个密封圈,从而进一步提高了阀体的密封性。
13.可选的,所述出漆接头包括第一出漆头和第二出漆头,所述阀体为换向阀,所述阀体包括第一控制方向和第二控制方向,当所述阀体位于第一控制方向时,所述油漆孔与第一出漆头连通;当所述阀体位于第二控制方向时,所述油漆孔与第二出漆头连通。
14.通过采用上述技术方案,向模具盒内输送油漆时,将换向阀处于第一控制方向,油漆能够流入第一出漆头,继而从第一出漆头流入模具盒中;当模具盒内不需要输送油漆时,将换向阀切换至第二控制方向,油漆能够流入第二出漆头,实现了油漆的流向改变,工作人员可根据实际情况将第二出漆头通过管道与原始储存油漆的容器连通,从而实现油漆回流,使阀体始终维持流通状态,进而使进漆箱不易因油漆压力增大而产生爆炸的可能性。
15.可选的,所述进漆接头外套设有防渗透环,所述防渗透环靠近安装孔的开口。
16.通过采用上述技术方案,在输送油漆时,防渗透环能够使油漆不易渗漏出进漆接头。
17.可选的,所述阀体上安装有安装块,所述安装块内开设有排漆通孔,所述排漆通孔与油漆孔连通,所述出漆接头设置在安装块上,所述出漆接头与排漆通孔连通。
18.通过采用上述技术方案,实现了出漆接头的安装,结构简单,安装方便。
19.可选的,所述出漆接头与安装块螺纹连接。
20.通过采用上述技术方案,安装出漆接头时,将出漆接头螺纹连接与安装块上,进一步提高了出漆接头安装的便捷性。
21.第二方面,本技术提供一种进漆系统,采用如下方案:
22.一种进漆系统,包括上述进漆均匀型阀门,还包括进漆管和出漆管,所述进漆管与进漆接头连通,所述出漆管与出漆接头连通。
23.通过上述技术方案,油漆从进漆管进入进漆接头中,再通过油漆孔从出漆接头进入出漆管,实现油漆的输送。
24.可选的,所述第一出漆头和第二出漆头远离安装块的一侧上开设有安装环槽,所述安装环槽与出漆接头的通孔同轴设置,出漆管插设于所述安装环槽内。
25.通过采用上述技术方案,安装出漆管时,将出漆管插设于安装环槽内即可,结构简单,便于在出漆接头安装出漆管。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.通过在阀体内安装限流圈,向模具盒内输送油漆时,依次打开阀体时,限流圈能够对油漆输送量进行限制,先打开的阀体的油漆量和后打开的阀体的油漆量均匀,使进漆的均匀性得到提高;
28.2.通过在限流圈上设置密封圈,在输送油漆时,密封圈使油漆不易从进漆接头与安装孔的连接缝隙内流出安装孔,从而提高阀体的密封性;
29.3.通过安装换向阀,向模具盒内输送油漆时,将换向阀切换至第一控制方向,油漆能够流入第一出漆头,继而从第一出漆头流入模具盒中;当模具盒内不需要输送油漆时,将换向阀切换至第二控制方向,油漆能够流入第二出漆头,实现了油漆的流向改变,工作人员可根据实际情况将第二出漆头通过管道与原始储存油漆的容器连通,从而实现油漆回流,使阀体始终维持流通状态,进而使进漆箱不易因油漆压力增大而产生爆炸的可能性。
附图说明
30.图1是本技术实施例一种进漆系统的整体结构示意图。
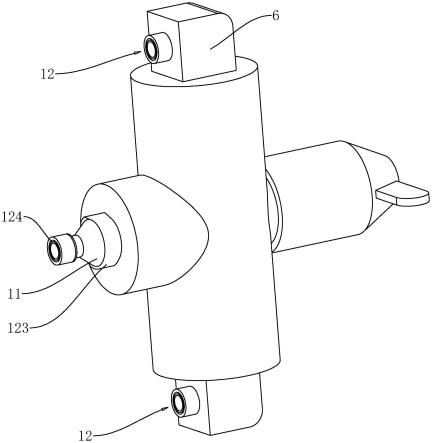
31.图2是本技术实施例中用于展示进漆均匀型阀门的结构示意图。
32.图3是本技术实施例中用于展示安装孔的结构示意图。
33.图4是本技术实施例中用于展示进漆接管的结构示意图。
34.图5是本技术实施例中用于展示限流圈的结构示意图。
35.图6是本技术实施例中用于展示安装块的结构示意图。
36.附图标记说明:1、阀体;11、进漆接头;12、出漆接头;121、第一出漆头;122、第二出漆头;123、防渗透环;124、安装环槽;13、油漆孔;14、安装孔;141、密封圈;2、进漆管;3、进漆箱;4、出漆管;5、限流圈;6、安装块;61、排漆通孔。
具体实施方式
37.以下结合附图1-6对本技术作进一步详细说明。
38.本技术实施例公开一种进漆系统,参照图1、图2和图3,进漆系统包括进漆均匀型阀门,进漆均匀型阀门包括阀体1、进漆接头11和出漆接头12,阀体1并列设置有多个,阀体1的内部中空形成有油漆孔13;进漆接头11和出漆接头12均固定安装在阀体1上且与油漆孔13连通。进漆系统还包括进漆管2、进漆箱3和出漆管4。
39.参照图3、图4和图5,进漆接头11通过进漆管2与进漆箱3连通,多根进漆管2与进漆箱3的连通处沿进漆箱3的长度方向依次设置;出漆接头12通过出漆管4与对应的模具盒连通。阀体1内安装有限流圈5,限流圈5同时与进漆接头11和出漆接头12连接,限流圈5内圈的直径小于油漆孔13的孔径。
40.向模具盒内输送油漆时,通过输送泵将油漆输入进漆箱3中,再依次打开各个阀体1,油漆通过阀体1上的进漆接头11进入阀体1,阀体1内的限流圈5对油漆输送量进行限制,使先打开的阀体1的油漆量和后打开的阀体1的油漆量均匀,进漆箱3内的油漆依次均匀进入进漆管2、进漆接头11、油漆孔13、出漆接头12和出漆管4,最后从出漆管4进入模具盒中。
41.参照图2、图3和图5,阀体1远离油漆孔13的一端开设有安装孔14,安装孔14的孔径大于油漆孔13的孔径。安装孔14内安装有密封圈141,密封圈141内圈的直径等于油漆孔13的孔径。密封圈141放置在限流圈5两侧,进漆接头11外套设有防渗透环123,防渗透环123靠近安装孔14的开口。通过先放置一个密封圈141,再放置限流圈5,然后放置另一个密封圈141,在输送油漆时,密封圈141使油漆不易从进漆接头11与安装孔14的连接缝隙内流出安装孔14,防渗透环123能够使油漆不易渗漏出进漆接头11,从而提高阀体 1的密封性。
42.参照图2、图3和图6,阀体1的底面和顶面上均安装有安装块6,安装块6内开设有排漆通孔61,排漆通孔61与油漆孔13连通,出漆接头12通过安装块6安装在阀体1上且与排漆通孔61连通,便于出漆接头12的安装。出漆接头12包括第一出漆头121和第二出漆头122,阀体1为换向阀且包括第一控制方向和第二控制方向,本实施例中,第一控制方向为竖直方向,第二控制方向为水平方向。当阀体1的控制手柄拧至第一控制方向时,油漆孔13与第一出漆头121连通;当阀体1的控制手柄拧至第二控制方向时,油漆孔13与第二出漆头122连通。第一出漆头121和第二出漆头122远离安装块6的一侧上开设有安装环槽 124,安装环槽124与出漆接头12的通孔同轴设置,出漆管4插设于所述安装环槽124内,便于出漆管4的安
装。
43.向模具盒内输送油漆时,将换向阀切换至第一控制方向,油漆能够流入第一出漆头 121,继而从第一出漆头121流入模具盒中;当模具盒内不需要输送油漆时,将换向阀切换至第二控制方向,油漆能够流入第二出漆头122,实现了油漆的流向改变,工作人员可根据实际情况将第二出漆头122通过管道与原始储存油漆的容器连通,从而实现油漆回流,使阀体1始终维持流通状态,进而使进漆箱3不易因油漆压力增大而产生爆炸的可能性。
44.本技术实施例一种进漆系统的实施原理为:在向模具盒内输送油漆时,通过在阀体1 的安装孔14内设置限流圈5,对油漆输送量进行限制,使先打开的阀体1的油漆量和后打开的阀体1的油漆量均匀,因此进漆的均匀性得到提高。改变换向阀的控制方向至第一控制方向,使油漆能够流入第一出漆头121,继而从第一出漆头121流入模具盒中。
45.当模具盒内不需要输送油漆时,将换向阀切换至第二控制方向,从而使油漆能够流入第二出漆头122,且工作人员可根据实际情况将第二出漆头122通过管道与原始储存油漆的容器连通,从而实现油漆回流,使阀体1始终维持流通状态,进而使进漆箱3不易因油漆压力增大而产生爆炸的可能性。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1