焊接螺母及其应用的高架地板的脚架的制作方法
1.本实用新型涉及一种焊接螺母、其制造方法及其应用的高架地板的脚架;特别是有关于一种可方便在圆管的管壁上形成螺孔的焊接螺母,以及焊接螺母所应用的高架地板的脚架。
背景技术:
2.现今高架地板已广泛的应用于计算机室、洁净室(clean room)等场所,具有例如可提供高平坦度的平面、提高空间利用、防震等等功效。创作人在多年从事相关产品的研究中,改良开发出许多专利,其中对于高架地板的脚架结构的耐震度亦有诸多研究。创作人在例如中国台湾第543722号、第545498号、第m470137号、第m559967号及第m619918号等专利中揭示多种与高架地板的脚架相关的结构。
3.如图13所示,为了方便在支撑管体8的管壁上设置螺孔,现有的做法是先在支撑管体8的管壁上设置一侧边开孔81,再将一焊接螺帽82焊接固设在该支撑管体8的侧边开孔81之外,可节省在不方便定位及加工的圆管上设置螺孔的成本。然而现有的焊接螺帽82大多采用制式的六角螺帽,这种制式螺帽的主要运用领域并非在于焊接在圆管上,故仍有可改进的空间。
4.设计人有鉴于此,乃苦思细索,积极研究,加以多年从事相关产品研究的经验,并经不断试验及改良,终于发展出本实用新型。
技术实现要素:
5.本实用新型的目的是在于提供一种可方便焊接固定在一圆管的侧边,节省在圆管上设置螺孔的成本的焊接螺母。
6.本实用新型的另一目的是在于提供一种不但具有高承载力及高耐震度,还可节省成本的高架地板的脚架。
7.为达成上述目的,本实用新型提供一种焊接螺母,其结构包括:一螺母本体,具有一螺孔,该螺母本体的轴向的两侧分别为顶部及底部;及至少一个定位体,围绕设置在该螺母本体的四周上,该定位体的底部凸出该螺母本体的底部。
8.较佳地,该定位体的底部定位在一圆管的侧边上,且该定位体熔化固接在该圆管上时,该螺母本体的底部不靠在该圆管上。
9.较佳地,该定位体为四个,且该螺母本体与该四个定位体使用低碳材料一体成型,可方便制作。
10.较佳地,该定位体为多角形体,采用厚度从顶部到底部逐渐增加的结构,且底部的外缘具有圆弧部。
11.较佳地,焊接螺母设于一支撑管体的侧边,该支撑管体的管壁具有至少一侧边开孔;在将该螺母本体的螺孔的中心对准该支撑管体的侧边开孔的中心的情况下,将该四个定位体的定位体熔化固接在该支撑管体的管壁外侧上,形成在支撑管体上设置螺孔的功
效。
12.较佳地,其中以电阻焊接的方式将该焊接螺母定位在该支撑管体上。
13.本实用新型提供一种高架地板的脚架,其结构包括:一支撑管体,可直立地立于地面上,该支撑管体的顶端具有一顶端开口;一抗举连接件,该抗举连接件更包括:一板体,中央部位具有一螺孔;及一定位管体,固设于该板体底部,该定位管体的外侧具有一环状凹槽;该定位管体插置于该支撑管体的顶端开口之内,该板体设置于该支撑管体的顶端的管壁上;在该支撑管体的管壁对应该定位管体的环状凹槽处具有至少一侧边开孔;至少一固定结构,该固定结构更包括:一焊接螺母,该焊接螺母再包括:一螺母本体,具有一螺孔,该螺母本体的轴向的两侧分别为顶部及底部;及四个定位体,围绕设置在该螺母本体的四周上,该定位体的底部凸出该螺母本体的底部;在该四个定位体熔化固接在该支撑管体的侧边开孔之外时,该螺母本体的底部不靠在该支撑管体上;及一螺栓,具有一头端及一末端,螺设于该焊接螺母上,且该螺栓的末端穿过该焊接螺母及该支撑管体的侧边开孔而插置于该定位管体的环状凹槽内;及一支撑座,由一支撑板及一设于该支撑板底部的螺杆所组成,该螺杆螺设于该板体的螺孔上。
14.较佳地,该螺母本体为八边形柱状体与该四个定位体使用低碳材料一体成型,可方便设置四个定位体。
15.较佳地,该定位体为多角形体,采用厚度从顶部到底部逐渐增加的结构,且底部的外缘具有圆弧部。
16.较佳地,该焊接螺母以一电焊机焊接在该支撑管体上;该电焊机具有一支撑座及一可上下伸缩移动的焊接头,该支撑座上有一下电极,该焊接头上有一上电极,该下电极及该上电极分别接有负极及正极;焊接时将该支撑管体具有侧边开孔的一端靠在该电焊机的该支撑座上,再将该焊接螺母放置在该支撑管体上,并将该焊接螺母的螺孔的对准该支撑管体的该侧边开孔。
17.较佳地,驱动该电焊机焊的焊接头的上电极向下与该下电极接触,并对该焊接螺母施加预定压力,并借由该电焊接的上、下电极通电使该定位体熔化而固接在该支撑管体的管壁外侧上。
18.本实用新型借此结构,可方便焊接固定在一圆管的侧边,节省在圆管上设置螺孔的成本。
19.本实用新型为达到上述及其他目的,其所采取的技术手段、组件及其功效,现结合一较佳实施例并配合附图说明如下。
附图说明
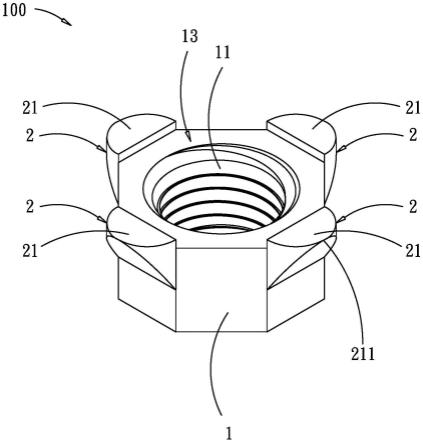
20.图1为本实用新型焊接螺母设于一圆管上的立体图。
21.图2为本实用新型焊接螺母设于一圆管上的分解图。
22.图3为本实用新型焊接螺母设于一圆管上的俯视图。
23.图4为本实用新型焊接螺母设于一圆管上的剖视图。
24.图5为本实用新型焊接螺母的立体图。
25.图6为本实用新型焊接螺母由底部观测的立体图。
26.图7为本实用新型焊接螺母的剖视图。
27.图8为本实用新型高架地板的脚架第一实施例的立体图。
28.图9为本实用新型高架地板的脚架第一实施例的分解图。
29.图10为本实用新型高架地板的脚架第二实施例的示意图。
30.图11为本实用新型高架地板的脚架第三实施例的示意图。
31.图12为本实用新型高架地板的脚架第四实施例的示意图。
32.图13为本实用新型焊接螺母制造方法的流程图。
33.图14为本实用新型配合电焊机的示意图。
34.图15为本实用新型圆管靠在电焊机上的示意图。
35.图16为本实用新型焊接螺母放在圆管上的示意图。
36.图17为本实用新型焊接头接触焊接螺母的示意图。
37.图18为本实用新型焊接螺母与圆管焊接在一起的示意图。
38.图19为现有高架地板的脚架的示意图。
39.附图标记说明:100-焊接螺母;1-螺母本体;11-螺孔;12-顶部;13-底部;2-四个定位体;21-底部;211-圆弧部;101-圆管;102-贯穿孔;200、200a、200b、200c-高架地板的脚架;3-支撑管体;31-顶端开口;32-侧边开孔;4-抗举连接件;41-板体;411-螺孔;42-定位管体;421-环状凹槽;5、5a、5b、5c-固定结构;51-螺栓;511-头端;512-末端;6-支撑座;61-支撑板;62-螺杆;300-电焊机;301-支撑座;302-焊接头;303-下电极;304-上电极;8-支撑管体;81-侧边开孔;82-焊接螺帽。
具体实施方式
40.如图1~图7所示,本实用新型的焊接螺母100包括:一螺母本体1,具有一螺孔11,该螺母本体1的轴向的两侧分别为顶部12及底部13;及至少一个定位体2,围绕凸设置在该螺母本体1的侧边四周上,并凸出该螺母本体1的底部13;该定位体2具有一底部21,借此至少一个定位体2的底部21的结构,以定位在圆管101的侧边上,以利将焊接螺母100焊接固定在一圆管101的侧边上,节省在圆管上设置螺孔的成本。下文将详予说明。
41.螺母本体1具有一螺孔11,为了方便说明,将该螺母本体1的轴向的两侧分别设定为顶部12及底部13。螺母本体1可具有各式外型,例如采用八边形柱状体,可方便设置四个定位体2。此外,螺母本体1可与四个定位体2一体成型,可方便制作。焊接螺母100定位体2不限定四个定位体2,亦可使用三个定位体2。
42.现有的焊接螺帽82的底部与支撑管体8的接触面不稳固,不易定位(如图13所示)。本实用新型具有凸出的定位体2,与现有的焊接螺帽相较下,可以具有更大与圆管101的侧边弧度的接触面积,以利焊接的时候将螺母本体1定位于圆管101的侧边上。
43.焊接螺母100可以设于一圆管101的侧边,该圆管101的管壁具有至少一贯穿孔102;在将该螺母本体1的螺孔11的中心对准该圆管101的贯穿孔102的中心的情况下,将该四个定位体2焊接固定在该圆管101的管壁外侧,形成在圆管上设置螺孔的功效,节省在不方便定位及加工的圆管上设置螺孔的成本。
44.如图3~图7所示,四个定位体2凸出该螺母本体1,使该螺母本体1靠在圆管101上时(如图2所示。在图2中,是以网格图样标示定位体2,以方便示意。),只有四个定位体2接触圆管101,而螺母本体1的底部13不靠在该圆管101上,可方便以例如电阻焊接的方式将焊接
螺母100定位在圆管101上,并增加将焊接螺母100焊接在圆管101上的强度。此外,定位体2为多角形体,可以采用厚度从顶部到底部逐渐增加的结构,且底部的外缘具有圆弧部211,可方便制造及方便与圆管101焊接在一起。
45.图8~图9所示为一高架地板的脚架200的第一实施例,其中包含前述的焊接螺母100。如图1~图9所示,本发明的高架地板的脚架200包括:一支撑管体3,可直立地立于地面上,该支撑管体3的顶端具有一顶端开口31;一抗举连接件4,该抗举连接件4更包括:一板体41,中央部位具有一螺孔411;及一定位管体42,固设于该板体41底部,该定位管体42的外侧具有一环状凹槽421;该定位管体42插置于该支撑管体3的顶端开口31之内,该板体41设置于该支撑管体3的顶端的管壁上;在该支撑管体3的管壁对应该定位管体42的环状凹槽421处具有至少一侧边开孔32;至少一固定结构5,该固定结构5更包括:一焊接螺母100,该焊接螺母100再包括:一螺母本体1,具有一螺孔11,该螺母本体1的轴向的两侧分别为顶部12及底部13;及四个定位体2,围绕设置在该螺母本体1的四周上,并凸出该螺母本体1的底部13;该四个定位体2焊接固设在该支撑管体3的侧边开孔32之外;及一螺栓51,具有一头端511及一末端512,螺设于该焊接螺母100上,且该螺栓51的末端512穿过该焊接螺母100及该支撑管体3的侧边开孔32而插置于该定位管体42的环状凹槽421内;及一支撑座6,由一支撑板61及一设于该支撑板底部的螺杆62所组成,该螺杆62螺设于该板体41的螺孔411上;借此结构,不但具有高承载力及高耐震度,还可节省成本。
46.在高架地板的脚架200中,支撑管体3即为与前述的圆管101相对应的结构,本发明的焊接螺母100能够方便的焊接在例如支撑管体3、圆管101等结构上。
47.图10所示为高架地板的脚架的第二实施例。图11所示为高架地板的脚架的第三实施例。图12所示为高架地板的脚架的第四实施例。在图10~图12中省略了部份零组件,借以方便揭示焊接螺母的型态。在图8~图12的各个实施例中,高架地板的脚架200、200a、200b、200c分别设置有1、2、3、4组固定结构5、5a、5b、5c,能够因应各种需求。
48.如图13所示,焊接螺母100的制造方法包括下列步骤:a)制备一线材;b)该线材经冲压(锻造)后形成含有一通孔及定位体2的螺母本体胚料;c)在该螺母本体胚料的通孔攻牙以形成一焊接螺母;借此方法,可以达到快速制造及降低成本等目的。前述制备的线材可以采用低碳钢材质。
49.图14~图18为利用一电焊机300进行电阻焊接的实施例。在图14~图18中,圆管101呈现半剖的状态,以方便示意。如图14所示,电焊机300具有一支撑座301及一可上下伸缩移动的焊接头302,支撑座301上有一下电极303,焊接头302上有一上电极304,下电极303及上电极304分别接有负极及正极(未图示)。如图15所示,圆管101的贯穿孔102靠近圆管101的一端,将圆管101具有贯穿孔102的一端靠在支撑座301上定位,并将圆管101的贯穿孔102靠在下电极303上。如图4及图16所示,将焊接螺母100放置在圆管101上,并将焊接螺母100的螺孔11的对准圆管101的贯穿孔102。圆管101的贯穿孔102的直径大于焊接螺母100的螺孔11,因此在放置焊接螺母100时,不限制一定要将焊接螺母100的螺孔11对准圆管101的贯穿孔102的中心,只需要确保后续锁固在焊接螺母100的螺孔11的螺栓可以穿过圆管101的贯穿孔102即可。如图17所示,驱动电焊机300的焊接头302的上电极304向下与下电极303接触,并对焊接螺母100施加预定压力,并借由电焊机300的正负极通电使定位体2熔化而固接在圆管101的管壁上,如图4及图8所示,定位体2已经熔化而固接在圆管101的管壁或支撑
管体3上。如图18所示,驱动电焊机300的焊接头302向上归位,取下已经焊接在一起的焊接螺母100及圆管101。驱动电焊机300的焊接头302上下运动可使用油压,气压或电动驱动(未图示)。
50.以上说明对本实用新型而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离权利要求所限定的精神和范围的情况下,可作出许多修改、变化或等效,但都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1