直线滑台的制作方法
1.本实用新型涉及机械设备领域,具体涉及一种直线滑台。
背景技术:
2.直线滑台是一种台面运行平稳可靠,灵敏度高的设备,现有技术的直线滑台分通常分为第一滑台部与第二滑台部两部分。其中第一滑台部与第二滑台部可相对滑动,第二滑台部台面可设置多种标准孔位的安装孔,以适合不同使用场景的需要。
3.现有技术中,由于直线手动滑台的灵敏度较高,对第二滑台部滑动后的定位精度要求也比较高。故设置有紧固组件,在第二滑台部相对于第一滑台部定位后,通过紧固组件与第二滑台部之间的摩擦力,阻止第二滑台部相对于第一滑台部滑动。
4.但现有的紧固组件对第二滑台部的夹紧力较弱且不稳定,使定位后的第二滑台部相对于第一滑台部仍会出现细微滑动。
技术实现要素:
5.本实用新型的目的在于提供一种直线滑台,能够增大紧固组件与第二滑台部之间的连接稳定性。包括第一滑台部;第二滑台部,设置在第一滑台部在高度方向的一侧,并与第一滑台部滑动连接,第二滑台部能够沿直线滑台的长度方向做直线运动,第二滑台部的侧面设置有多个紧固孔;夹板,设置在直线滑台的侧面,夹板沿高度方向的两端分别设置在第一滑台部以及第二滑台部,夹板靠近第二滑台部的一端沿直线滑台的长度方向延伸形成有长孔,长孔与多个紧固孔相对应;紧固件,紧固件靠近第二滑台部的一端为螺杆部,螺杆部穿过长孔与紧固孔螺纹连接;长孔的沿高度方向的尺寸为短边尺寸,螺杆部的外径尺寸与短边尺寸相匹配。
6.根据上述技术方案,第二滑台部沿长度方向作直线运动,在对第二滑台部进行定位时,螺杆部穿过夹板的长孔与紧固孔螺纹连接,使夹板被紧夹于紧固件与第二滑台部之间。此外,长孔的短边尺寸与螺杆部的外径尺寸相匹配,提高螺杆部与夹板的配合紧密度,从而使螺杆部与夹板的总摩擦力变大,即紧固件能够对夹板施加更大的夹紧力,从而使紧固件与第二滑台部之间的稳定性增强。
7.优选地,还包括垫圈,垫圈的内径尺寸与螺杆部的外径尺寸相匹配。
8.根据上述技术方案,设置垫圈能够对紧固件与夹板的表面起保护作用。另外,垫圈的内径尺寸与螺杆部的外径尺寸相匹配,进一步使垫圈与紧固件的接触面积增大,使螺杆部相对于夹板施加的夹紧力增加。
9.垫圈设置于紧固件与夹板之间,垫圈靠近和/或远离夹板的一侧具有毛刺。
10.根据上述技术方案,具有毛刺的垫圈的一侧分别与紧固件和/或夹板直接接触,通过毛刺能够增加垫圈的表面粗糙度,进一步增大垫圈与紧固件和/或夹板之间的摩擦力。
11.优选地,长孔为腰型孔。
12.根据上述技术方案,腰型孔能够同时与多个紧固孔相对应,使第二滑台部在直线
滑台的范围内进行较大范围的滑移后,在腰型孔内仍对应有紧固孔可供紧固件紧固定位。
13.优选地,长孔、紧固件与垫圈的轴线相同。
14.根据上述技术方案,长孔与垫圈的轴线相同,使长孔与垫圈的孔间的重叠面积达到最大,且夹板与垫圈的接触面积围绕垫圈的中心均匀布置,从而使得长孔与垫圈之间的摩擦力能够均匀分布。
15.优选地,短边尺寸与垫圈的内径尺寸之间差值为0.05mm。
16.根据上述技术方案,短边尺寸与垫圈的内径尺寸之间差值缩小至0.05mm,增大夹板与垫圈之间的接触面积,使夹板与垫圈之间的摩擦效果增强。
17.优选地,螺杆部的两端的外径尺寸相同。
18.根据上述技术方案,螺杆部的两端的外径尺寸相同,有利于保持螺杆部与长孔配合的稳定性,从而保证紧固件、夹板的夹紧效果。
附图说明
19.图1为本实用新型实施方式提供的直线滑台立体示意图;
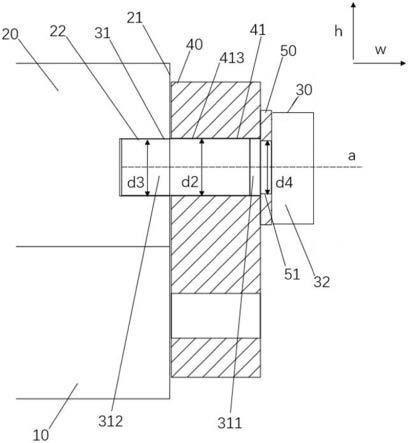
20.图2为本实用新型实施方式提供的直线滑台沿长度方向剖面示意图;
21.图3为本实用新型实施方式提供的直线滑台正面示意图;
22.图4为本实用新型实施方式提供的垫圈与毛刺剖面示意图。
23.附图标记说明
24.10第一滑台部;20第二滑台部;30紧固件;40夹板;50垫圈;
25.21紧固侧面;22紧固孔;31螺杆部;32头部;41长孔;51垫圈内壁;52垫圈外壁;53毛刺;
26.311连接端;312固定端;411长孔内壁;
27.w宽度方向;l长度方向;h高度方向;a轴线;c中心线;
28.d1长边尺寸;d2短边尺寸;d3螺杆尺寸;d4内径尺寸。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.如图1所示,本实施方式提供了一种直线滑台,具体包括有第一滑台部10,可相对第一滑台部10沿长度方向l线性滑动的第二滑台部20。第二滑台部20沿长度方向l的表面为紧固侧面21,在紧固侧面21上设置有多个紧固孔22。直线滑台还包括紧固件30,紧固件30靠近第二滑台部20的一端为螺杆部31(图2中示出),另一端为头部32,螺杆部31用于与紧固孔22螺纹连接。直线滑台还包括夹板40,夹板40分别与第一滑台部10以及第二滑台部20固定连接,避免第一滑台部10以及第二滑台部20产生相对滑动。夹板40首先与第一滑台部10固定,第二滑台部20移动至需要停止的位置后,紧固件30穿过夹板40后与第二滑台部20螺纹连接,从而起到夹紧效果。
31.具体地,如图2以及图3所示,夹板40与紧固侧面21的接触表面设置有长孔41,长孔
41沿高度方向h的尺寸为短边尺寸d2,沿长度方向l的尺寸为长边尺寸d1。其中多个紧固孔22的圆心均位于同一中心线c上,长边尺寸d1与多个紧固孔22的中心相连的中心线c平行,短边尺寸d2与中心线c垂直,多个紧固孔22分布于长孔41的内部或沿中心线c分布于长孔41的外部,当第二滑台部20沿长度方向l进行滑动时,部分紧固孔22滑出长孔41的内部以及/或部分长孔41范围外的紧固孔22滑进长孔41的范围内,且第二滑台部20在直线滑台可允许的滑动范围之内滑动时,至少有一个紧固孔22位于长孔41的范围内。
32.进一步地,螺杆部31与紧固孔22螺纹连接时,螺杆部31穿过长孔41。螺杆部31的外径尺寸即螺杆尺寸d3,螺杆尺寸d3与长孔41的短边尺寸d2相匹配,即螺杆尺寸d3与长孔41的短边尺寸d2大体相同,使螺杆部31穿过长孔41与紧固孔22螺纹连接时与长孔41配合更加紧密,从而使紧固件30与夹板40的接触面积增大,进而可通过紧固件30对夹板40施加更大的夹紧力。夹紧力通过夹板40向紧固侧面21传递,紧固件30与第二滑台部20之间的摩擦力增大,紧固件30与第二滑台部20的连接稳定性提高,避免第二滑台部20定位后继续产生微小滑动,进而使直线滑台的定位精度提高。
33.在本实施方式中,长孔41具体形状优选设置为腰型孔。螺杆部31与长孔41的两长边所在的长孔内壁411在宽度方向w上同时接触,使长孔内壁411能够均匀的承受与螺杆部31之间的摩擦力,长孔内壁411可承受与螺杆部31之间的总摩擦力增大,螺杆部31相对于长孔内壁411的稳定性提高。腰型孔在长度方向l的两侧为半圆弧状,圆弧的直径与短边尺寸d2相等,使夹板40能够以更小的开孔面积与多个紧固孔22对应,提升夹板40的强度。
34.具体地,直线滑台还包括垫圈50,垫圈50的内径尺寸d4与螺杆尺寸d3相匹配。具体地,垫圈50紧贴夹板40远离紧固侧面21的一面设置,通过螺杆部31与紧固孔22的螺纹连接,在螺杆部31与夹板40之间卡紧。通过垫圈50能够将紧固件30对夹板40施加的压力均匀的分散至夹板40与垫圈50的接触面上,减小紧固件30对夹板40局部的单位面积压力,保护夹板40与垫圈50的接触面。同时,垫圈50的内径尺寸d4与螺杆尺寸d3相匹配,使垫圈内壁51与螺杆部31的接触面积增大,从而增加紧固件30对夹板40施加的夹紧力。
35.进一步地,长孔41、紧固件30与以及垫圈50的轴线a相同。具体地,本实施例中,长孔41、紧固件30与以及垫圈50的轴线a相同,长孔41与垫圈50的孔间面积达到最大重叠,夹板40与垫圈50接触面积围绕垫圈50的中心均匀布置,从而使得长孔41与垫圈50之间的摩擦力能够均匀分布,从而有利于保持夹紧力,并且还能够提高安装精度。
36.进一步地,长孔41的短边尺寸d2与垫圈50的内径尺寸d4之间差值0.05mm。本实施例中,发明人经实验证明,当长孔41的短边尺寸d2与垫圈50的内径尺寸d4之间差值0.05mm时,垫圈50与长孔41与螺杆部31的匹配较佳。夹板40与垫圈50之间的孔间的重叠面积增大,使夹板40表面所承受的夹紧力更加分散,有利于提高夹紧效果并且保护夹板40的表面。
37.在本实用新型的另外一些实施方式中,长孔41的短边尺寸d2与垫圈50的内径尺寸d4之间差值不局限于0.05mm。长孔41可选的短边尺寸d2较佳范围为:3.2mm-3.5mm,垫圈50可选的内径尺寸d4较佳范围为:3mm-3.25mm。长孔41的短边尺寸d2以及垫圈50的内径尺寸d4位于较佳范围内时,长孔41与垫圈50能够与螺杆部31产生稳定的摩擦力,此时长孔41的短边尺寸d2与垫圈50的内径尺寸d4之间差值范围在:0.05mm-0.5mm之间,这里不再做具体描述。
38.进一步地,螺杆部31远离第二滑台部20的一端为连接端311,连接端311外径尺寸
与螺杆尺寸d3相同。螺杆部31具有靠近夹板40的固定端312以及远离夹板40的连接端311,连接端311与紧固件30的头部32连接,螺杆尺寸d3即固定端312的外径尺寸。
39.固定端312与紧固孔22螺纹连接时,连接端311不断靠近夹板40并最终进入紧固孔22内。本实施方式中,通过特殊加工方式使连接端311的外径尺寸等于或约等于固定端312的外径尺寸,增大连接端312与紧固孔22以及/或垫圈50的接触面积,从而增加紧固件30对夹板40施加的夹紧力。
40.进一步地,如图4所示,垫圈50设置于紧固件30与夹板40之间,垫圈50靠近和/或远离夹板40的一侧具有毛刺53。
41.本实施方式中,采用未去除毛刺53的垫圈50,以增大垫圈50表面的粗糙度,提高垫圈50与夹板40相接触的表面和/或紧固件30之间的粗糙度,从而能够提升紧固件30的整体牢固性能。
42.在本实用新型的另外一些实施方式中,优选不锈钢垫圈,并通过冲压进行加工。还可对垫圈50的加工过程中残留的毛刺53加工,使毛刺53形成于垫圈内壁51或垫圈外壁52上。其他对毛刺53的具体形状以及大小,不再进行具体描述。
43.本领域技术人员能够理解的是,可以对各个实施方式中的具体技术特征进行适应性地拆分或合并。对具体技术特征的这种拆分或合并并不会导致技术方案偏离本实用新型的原理,因此,拆分或合并之后的技术方案都将落入本实用新型的保护范围内。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
44.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1