一种切换阀的制作方法
1.本实用新型属于制冷设备技术领域,具体涉及一种切换阀。
背景技术:
2.空调系统中,采用切换阀来实现制冷与制热的转换功能。
3.现有切换阀的结构如图1所示,包括阀体01、阀座02以及接管03,阀体01设有阀体孔,阀座02设有阀座孔,阀体孔与阀座孔尺寸相等并且一一对应,接管03贯穿阀体孔后安装在阀座02的阀座孔。制作时,首先将焊环放入阀座孔内;之后将阀体孔与阀座孔一一对齐后,将接管03贯穿阀体孔装配至阀座孔处并使接管03与焊环相抵;然后将焊环加热融化,融化的焊料通过毛细作用填充接管03与阀座02之间的缝隙,同时可填充阀座02与阀体01之间的缝隙,焊料同时流入至阀体01与接管03之间,以连接接管03与阀体01。
4.但是,切换阀在焊接过程中,往往会出现以下现象:
5.(1)相邻阀体孔之间的间距与相邻阀座孔之间的间距不等,导致接管03安装困难;
6.(2)阀体01圆弧面与阀座02圆弧面的接触面积较大,焊料无法保证填充所有阀座02与阀体01之间的缝隙,制冷剂从没有焊料的缝隙当中流到阀体01外;尤其是当阀体01或阀座02因加工造成变形后,阀体01圆弧面与阀座02圆弧面之间的间距变大,无法通过焊料进行有效焊接;
7.(3)一部分融化的焊料流入至阀座02的上表面,增加了阀座02上表面打磨工艺。
技术实现要素:
8.本实用新型的目的是为了解决上述技术问题,提出了一种切换阀。
9.为实现以上技术目的,本实用新型采用以下技术方案:
10.一种切换阀,包括,阀体;阀体的筒壁设有切口,阀体内为阀腔;阀座;阀座位于阀腔内,阀座的上表面为平面,阀座的下表面包括与阀体的切口形状相匹配的焊接部,焊接部的内边沿位于切口处,外边沿位于阀体内;所述焊接部与切口边缘处的阀体筒壁闭环式焊接;第一接管;切口的尺寸大于第一接管外径;阀座设有第一阀座孔;第一接管贯穿切口后插入第一阀座孔内与阀座焊接。
11.进一步地,第一阀座孔内设有限流结构,限流结构用于防止第一接管与阀座之间的焊料流入至阀座上表面。
12.进一步地,所述第一阀座孔包括第一孔段与第二孔段,第一孔段的内径大于第二孔段;第一接管包括位于第一孔段内的插入段;第一孔段与第二孔段之间具有对插入段的端部进行阻挡的限位面;所述限流结构为第一孔段的内壁设置的凹槽,凹槽与插入段的外壁之间构成焊环容纳腔。
13.进一步地,所述第一阀座孔包括第一孔段与第二孔段,第一孔段的内径大于第二孔段;第一接管包括位于第一孔段内的插入段;第一孔段与第二孔段之间具有对插入段的端部进行阻挡的限位面;所述限流结构为限位面设置的凹槽,凹槽与插入段的端部之间构
成焊环容纳腔。
14.进一步地,所述第一阀座孔包括第一孔段与第二孔段,第一孔段的内径大于第二孔段;第一接管包括位于第一孔段内的插入段;第一孔段与第二孔段之间具有对插入段的端部进行阻挡的限位面;限位面与插入段的端部之间构成焊环容纳腔;所述限流结构为第二孔段阶梯状的内壁。
15.进一步地,所述焊接部与切口边缘处的阀体筒壁贴合焊接。
16.进一步地,所述切口的形状为四边形,四边形具有两第一边与两第二边;两第一边相对平行,且均沿阀体的轴向延伸,两第一边之间通过弧形状的第二边连接。
17.进一步地,所述阀座沿其长度方向的截面为d字形,d字形弧面与阀体贴合的起始边距离第一边的弧长为l1,l1于第一接管轴向截面处的投影长度值d1大于1mm;d字形弧面的端部距离第二边的最短直线距离为l2,l2长度值大于1mm。
18.进一步地,切换阀还包括第二接管、第三接管,阀座分别设有与第二接管连接的第二阀座孔、与第三接管连接的第三阀座孔,第二阀座孔、第三阀座孔的结构均与第一阀座孔相同。
19.进一步地,第一接管、第二接管以及第三接管在切口内间隔设置,且均贯穿切口后与阀座连接。
20.进一步地,所述阀座、所述阀体、所述第一接管、所述第二接管以及所述第三接管均为不锈钢材质。
21.与现有技术相比,本实用新型的有益技术效果为:
22.本实用新型通过在阀体筒壁上设置与第一接管相比,尺寸较大的切口,一方面减少了阀体与阀座之间的贴合面积,阀体与阀座焊接时,只需要使切口边缘处的阀体与位于切口边缘处的阀座焊接部焊接牢固即可,即便阀座或阀体变形,也不会影响阀体与阀座之间的焊接,切口于阀座表面敞开式布设,可通过切口直接对阀座与阀体进行闭环式焊接,焊接时便于操作,极大缩短了焊接时间,避免制冷剂流出;另一方便,第一接管可单独装配,装配只需要考虑与阀座的阀座孔配合即可,第一接管装配简单;
23.此外,限流结构的设置,可避免接管与阀座在焊接的过程中焊料流至阀座上表面;因此,切口与限流结构相互配合,使得整体焊接工艺更加高效,同时切口使接管装配更加简单。
附图说明
24.图1为现有技术切换阀结构图;
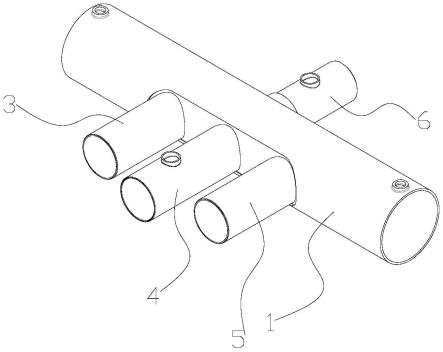
25.图2为切换阀整体结构图;
26.图3为切换阀侧视图;
27.图4为阀体结构图;
28.图5为阀体与阀座组装图;
29.图6为阀体与阀座组装俯视图;
30.图7为阀体与阀座贴合长度示意图;
31.图8为一种限流结构图;
32.图9为另一种限流结构图;
33.图10为其他限流结构结构图。
34.图中,01阀体、02阀座、03接管、1阀体、11切口、111第一边、112第二边、2阀座、21第一孔段、22第二孔段、23凹槽、3第一接管、31插入段、4第二接管、5第三接管、6第四接管、7焊环。
具体实施方式
35.下面结合具体实施例对本实用新型进行进一步地描述,但本实用新型的保护范围并不仅仅限于此。
36.实施例一
37.如图2-6所示,本实施例提供一种切换阀,包括,阀体1、阀座2以及第一接管3。阀体1的筒壁设有切口11,阀体1内为阀腔。阀座2位于阀腔内,阀座2的上表面为平面,阀座2的下表面包括与阀体1切口11的形状匹配的焊接部。焊接部的内边沿位于切口处,外边沿位于阀体1内。焊接部与切口11边缘处的阀体1筒壁闭环式焊接。切口11的尺寸大于第一接管3外径。阀座2设有第一阀座孔;第一接管3贯穿切口11后插入第一阀座孔内与阀座2焊接。本实施例切口11尺寸至少大于第一接管3外径尺寸,以便能够减少阀体1筒壁面积。阀体1与阀座2焊接时,使阀座2焊接部与位于切口11边缘处的阀体1筒壁焊接牢固即可。即便阀座2或阀体1变形,因从切口处对阀体与阀座进行焊接比较容易,也不会影响阀体1与阀座2之间的焊接牢固性,同时降低了阀座2与阀体1之间存在断焊的风险。阀体1与阀座2之间的焊接区域为闭环式,切口11于阀体1表面敞开式布设。因此,本实施例对阀座2与阀体1焊接时,可直接通过切口11,对阀座2的焊接部与切口11边缘处的阀体进行闭环式焊接,焊接时便于操作,极大缩短了焊接时间。
38.第一阀座孔内设有限流结构,限流结构用于防止第一接管3与阀座2之间的焊料流入至阀座2上表面。阀座2由金属材料加工而成,滑块(图中未示意)能够在阀座2的上表面往复滑动,以控制第一接管3与切换阀其他接管之间的换向。
39.第一接管3外壁与切口边不接触,具有一定距离,无需考虑第一接管3与阀体1之间的焊接,当安装第一接管3时,只需要考虑第一接管3与第一阀座孔之间相互配合即可,第一接管3安装简单。此外,为避免阀座2与阀体1焊接时,焊料流入至阀座2上表面,本实施例在第一阀座孔内设置限流结构。因此,本实施例采用切口11与限流结构相互配合,阀座2与阀体1之间不易存在焊接不良区域,阀座2上表面没有焊料存在,因此,切换阀整体焊接工艺更加高效。
40.如图6、图8所示,本实施例的第一阀座孔包括第一孔段21与第二孔段22,第一孔段21的内径大于第二孔段22。第一接管3包括位于第一孔段21内的插入段31。第一孔段21与第二孔段22之间具有对插入段31的端部进行阻挡的限位面。限位面为第一孔段21与第二孔段22之间具有的阶梯面。所述限流结构为第一孔段21的内壁设置的凹槽23,凹槽23与插入段31的外壁之间构成焊环容纳腔。第一孔段21与第二孔段22均为直孔段。焊料为焊环7。焊接前,先将焊环7放置于凹槽23内,之后将第一接管3的插入段31插入第一孔段21内,使插入段31外壁与第一孔段21内壁紧配合,并使插入段31的端部与阶梯面抵接。焊环7通过炉中钎焊等加热方式,融化后通过毛细作用向下运动,填充第一接管3与阀座2之间的缝隙。因插入段31的端部与阶梯面抵接,对流动的焊料具有一定的阻挡,焊料无法向上运动至阀座2上表
面。
41.如图9所示,本实施例的限流结构也可为阶梯面处设置的凹槽23,凹槽23与插入段31的端部之间构成焊环容纳腔。焊接前,先将焊环7放置于阶梯面与插入段31的端部之间,之后将第一接管3的插入段31插入第一孔段21内,使插入段31外壁与第一孔段21内壁紧配合,并使插入段31的端部与焊环7相抵。焊环7通过炉中钎焊等加热方式,融化后通过毛细作用向下运动,填充第一接管3与阀座2之间的缝隙。因阶梯面处凹槽23的存在,可容纳一部分焊料,避免焊料向上运动至阀座2上表面。
42.如图10所示,本实施例的限流结构也可为第二孔段22阶梯状的内壁。焊接前,先将焊环7放置于阶梯面与插入段31的端部之间,之后将第一接管3的插入段31插入第一孔段21内,使插入段31外壁与第一孔段21内壁紧配合,并使插入段31的端部与焊环7抵接。焊环7通过炉中钎焊等加热方式,融化后通过毛细作用向下运动,填充第一接管3与阀座2之间的缝隙。因第二孔段22阶梯状的内壁的存在,能够增加焊料流动长度,阻碍焊料向上运动至阀座2上表面。
43.本实施例的第一阀座孔还包括第一阀口段,第一阀口段设置于阀座2的上端,即靠近阀座2的上表面,阀腔可依次通过第一阀口段、第二孔段22与位于第一孔段21内的第一接管3连通。
44.为保证焊接的牢固性能,本实施例的焊接部与切口11边缘处的阀体1筒壁贴合焊接。如图4所示,本实施例切口11的形状为四边形,四边形具有两第一边111与两第二边112;两第一边111相对平行,且均沿阀体1的轴向延伸,两第一边111之间通过弧形状的第二边112连接。第一边111与第二边112能够通过圆弧状的倒角过渡平稳。为验证切口11的最佳形状,本实施例将切口11设置成其他多种不同的形状,对不同形状切口经过不断的测试与验证,并对设置有不同形状切口的阀体1进行受力分析计算推导后,发现只有将切口设置成如图4所示的形状,既能使激光切割器能够顺畅切割,又能使阀体1的结构变形量最小。
45.如图3、图7所示,阀座2沿其长度方向的截面为d字形,d字形弧面与阀体1贴合的起始边距离第一边111的弧长为l1,为保证阀体1与阀座2之间的焊接强度,l1于第一接管3轴向截面处的投影长度值d1大于1mm。d字形弧面的端部距离第二边112的最短直线距离为l2,为保证阀体1与阀座2之间的焊接长度,l2长度值大于1mm。
46.本实施例的切换阀还包括第二接管4、第三接管5,阀座2分别设有与第二接管4连接的第二阀座孔、与第三接管5连接的第三阀座孔,第二阀座孔、第三阀座孔的结构均与第一阀座孔相同。本实施例切口11的数量为一个,第一接管3、第二接管4以及第三接管5在切口11内间隔设置,且均贯穿切口11后与阀座2连接。本实施例的阀座2、阀体1、第一接管3、第二接管4以及所述第三接管5均为不锈钢材质。本实施例还包括第四接管6,第四接管6安装于阀体1筒壁的接管孔段。
47.本实施例切换阀的制作方法,包括以下步骤:
48.s1:制备阀体1与第一接管3,将阀体1筒壁加工出内径大于第一接管3外径的切口;
49.s2:制备阀座2;将阀座2安装至阀体1内,切口11位于阀体1下表面;阀座2与阀体1焊接的区域为焊接部;将焊接部的内边沿位于切口11处,外边沿位于阀体1内;
50.s3:将焊接部与切口11边缘处的阀体1筒壁闭环式焊接;
51.s4:将焊料放置于阀座2的第一阀座孔内后,将第一接管3的插入段31经切口11后
插入第一阀座孔内形成预焊接组件;
52.s5:对预焊接组件进行加热,焊料加热后融化,焊料填充第一阀座孔内壁与第一接管3外壁之间。
53.步骤s1还包括制备第二接管4、第三接管5以及第四接管6;预先在阀体1上加工小孔,采用冲压管具贯穿小孔后在阀体1筒壁上加工出与第四接管6连接的接管孔段;之后加工出涵盖小孔区域的切口11。
54.本实用新型第一接管3外壁与切口边不接触,第一接管3只需与阀座2进行安装,安装过程简单。阀座2与阀体1之间不存在焊接不良区域。本实用新型预先通过小孔开设接管孔段,可避免直接开设切口时造成阀体1结构的变形,进而避免阀体1结构变形对第四接管6设定位置的影响。
55.步骤s2包括,
56.s21:将阀座2加工第一阀座孔;第一阀座孔包括第一孔段21与第二孔段22,第一孔段21的内径大于第二孔段22;第一接管3包括位于第一孔段21内的插入段31;第一孔段21与第二孔段22之间具有对插入段31的端部进行阻挡的限位面;
57.其中,限位面为第一孔段21与第二孔段22之间具有的阶梯面。
58.s22:将第一孔段21的内壁设置凹槽23,焊环7放置于凹槽23与插入段31的外壁之间;或将阶梯面设置凹槽23,焊环7放置于凹槽23与插入段31的端部之间;或将第二孔段22内壁加工成带有阶梯状。
59.步骤s2还包括将阀座2加工出与第一阀座孔结构相同的第二阀座孔、第三阀座孔。将第一孔段21内壁加工成凹槽23或将阶梯面加工成凹槽23或第二孔段22加工成带有阶梯状的内壁均能对流动的焊料具有一定的阻挡,焊料无法向上运动至阀座2上表面。阀座2上表面没有焊料存在。
60.步骤s3包括,
61.s31:在切口边缘处选取数个焊接点,采用激光在焊接点处将阀座2圆弧面与位于切口边缘处的阀体1进行预固定;
62.s32:将阀座2圆弧面的外边缘与位于切口11边缘处的阀体1进行整圈激光焊接;或将阀座2圆弧面的外边缘与位于切口11边缘处的阀体1之间填充焊膏。
63.步骤s3还包括,采用工装设备对阀体1与阀座2进行预加紧后,对阀体1与阀座2进行激光点焊预固定,避免体与阀座2之间间隙过大影响激光点焊。
64.步骤s4还包括,将焊料放置于阀座2的第二阀座孔内后,将第二接管4的插入段31经切口后插入第二阀座孔内;将焊料放置于阀座2的第三阀座孔内后,将第三接管5的插入段31经切口后插入第三阀座孔内。
65.填充焊膏的阀体1与阀座2、以及组装完成后的切换阀整体放入钎焊炉进行钎焊。
66.以上对本实用新型的实施例进行了详细说明,对本领域的普通技术人员而言,依据本实用新型提供的思想,在具体实施方式上会有改变之处,而这些改变也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1