滚动体运行轨道、制造滚动体运行轨道的方法、线性引导轨道、线性球轴承和线性引导滑块与流程
本发明涉及一种滚动体运行轨道、用于制造滚动体运行轨道的方法、线性引导轨道、线性球轴承和线性引导滑块。
背景技术:
1、型材轨道引导部基于erich franke dbp 1 042976的在线性引导部上的四点线材滚动轴承原理的转用和扩展方案,其中,滚动表面(laufbahn,有时称为滚道或滑动表面)是由硬的线材形成。
2、这种和类似结构方式的引导部和轴承在此使用用于精度有限的在硬度方面大多减小的没有再加工的线材的任务。在精度和使用寿命方面要求更高的解决方案在安装到接纳体之前或之后进行再磨削。
3、这种解决方案特别在与铝结合的情况下是市场畅销的;其他接纳材料、软钢或塑料也是常见的。
4、由于四点轴承和四点引导部因摩擦不能实现紧密的贴靠,因此主要通过多列两点轴承以及通过滚子轴承、运行滚子引导部或曲线滚子引导部或用于不受限的行程的滚子环绕引导部以及在有限行程情况下的保持架引导部来满足更高的承载能力要求。拉制的或冷轧的型材在此取代了传统的线材。
5、示例性地,其中拉制的钢型材接合到铝基体中的de102004018820、带有另外的实施方案的de9011444和de102014119113表明了这样的扩展方案。
技术实现思路
1、本发明的任务在于,提供一种滚动体运行轨道和一种用于制造滚动体运行轨道的方法,借助所述滚动体运行轨道和所述方法可以确保高的可承载性连同成本适宜的制造。
2、所述任务对于用于线性滚动轴承的滚动体运行轨道通过以下来解决,即,所述滚动体运行轨道具有型材体,至少一个滚动体运行面沿着运动直线以恒定的型材成型部在所述型材体处延伸并且构造用于滚动体的滚动运动,并且两个引导面分别沿着运动直线以恒定的型材成型部在所述型材体处延伸并且构造用于接纳在轴承壳体的引导槽中,其中,在引导面之中的至少一个引导面处构造有断裂棱边。
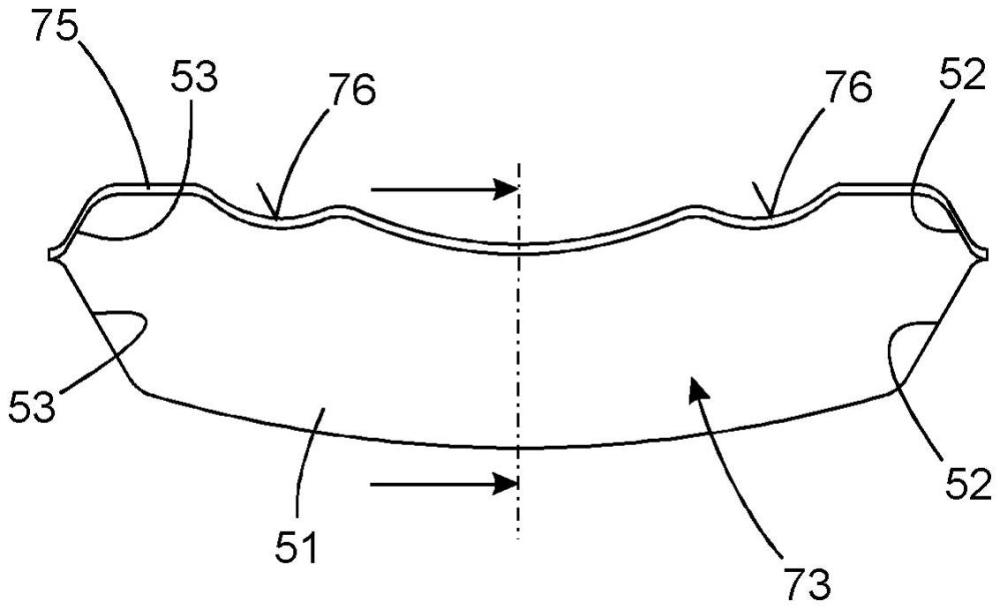
3、为了实现由可承受高负荷的材料、如滚动轴承钢或陶瓷材料以成本适宜的方式制造这种滚动体运行轨道,设置成,在一个共同的利用结构、即多个滚动体运行轨道的单件式布置结构中加工多个滚动体运行轨道。考虑到高的面压力(所述面压力在这种滚动体运行轨道按照规定使用的情况下可以通过在其上滚动的滚动体、例如轴承球或轴承针施加),应设置使用高强度材料、如滚动轴承钢或陶瓷,以便确保用于滚动体运行轨道的高使用寿命。型材磨削方法和硬铣可用于加工这种高强度材料,其中,在每种情况下同时(同步)加工多个滚动体运行轨道导致成本节省,这些滚动体运行轨道接纳在共同的利用结构中。为了也使从利用结构中脱离各个滚动体运行轨道设计得成本适宜并且避免在执行脱离过程中损坏各个滚动体运行轨道的型材几何结构,设置成,在形成利用结构的滚动体运行轨道之间相应加工断裂槽作为理论断裂部位,所述断裂槽与型材体相比具有显著更低的材料厚度。在滚动体运行轨道之间的断裂槽的区域中的材料厚度如此设计尺寸,使得在弯曲力导入到利用结构上时,在断裂槽区域中可靠地实现断裂构造,而相应的型材体的其余几何结构不经历塑性变形。结果因此,滚动体运行轨道之中的每个滚动体运行轨道具有至少一个断裂棱边。该断裂棱边布置在型材体的引导面的区域中,其中,所述引导面构造用于在几何结构上精确限定地接纳在轴承壳体的引导槽中。由于型材体应形状配合地接纳在引导槽中,因此该型材体具有两个优选彼此成镜像定向的引导面,其中,至少一个引导面配属有断裂棱边。
4、适宜的是,所述型材体沿着运动直线在第一端面与第二端面之间延伸,并且与第一端面邻接地和/或与第二端面邻接地构造有倾斜面,所述倾斜面相对于滚动体运行面成锐角定向。当相应的轴承球在其进行环绕运动过程中被引导至滚动体运行面或从滚动体运行面移去时,所述倾斜面在滚动体运行轨道在球环绕引导部中使用时实现优选线性的力升高或线性的力降低。由此避免了针对相应的轴承球以及针对滚动体运行面的突然的负荷并且由此提高了针对滚动体运行轨道的使用寿命。
5、优选设置成,型材体由硬度大于54hrc,优选大于56hrc,尤其是大于58hrc的金属材料制成或由陶瓷材料制成。
6、本发明的任务也通过一种用于制造滚动体运行轨道的方法来解决,该方法具有以下步骤:将由硬度大于54hrc的金属材料或由陶瓷材料制成的板状构造的材料坯件的下侧撑开到磨削机、尤其是平面磨削机的磨削台上,其中,所述材料坯件具有这样的长度,其至少相应于所述滚动体运行轨道的长度,并且其中,所述材料坯件具有这样的宽度,其至少相应于所述滚动体运行轨道的宽度的两倍;在所述材料坯件的背离下侧的上侧处利用型材磨削盘执行第一磨削过程,所述型材磨削盘的宽度至少基本上相应于所述材料坯件的宽度,并且所述型材磨削盘在其宽度上设有型材成型部,所述型材成型部相应于针对至少两个滚动体运行轨道的上侧型材成型部,其中,在相邻布置的滚动体运行轨道之间由所述型材磨削盘相应将断裂槽磨削进入到所述材料坯件中。
7、在所述方法的扩展方案中设置成,所述磨削过程作为所述型材磨削盘围绕平行于磨削台定向的旋转轴线的旋转运动和所述型材磨削盘的横向于旋转轴线且平行于磨削台定向的线性运动的叠加来执行,其中,为了在所述材料坯件的上侧处产生沿着运动直线延伸的滚动体运行面,在所述型材磨削盘与所述材料坯件之间维持恒定的间距,并且其中,在所述材料坯件的第一端面处和/或第二端面处在所述型材磨削盘与所述材料坯件之间发生优选线性的、间距减小,以便构造与滚动体运行面邻接的倾斜面。
8、在本发明的另外的设计方案中设置成,在执行第一磨削过程之后、尤其是在附加地执行用于加工所述材料坯件的下侧的第二磨削过程之后,进行断裂过程,以用于在相应的断裂槽的区域中进行相邻布置的滚动体运行轨道的分离。
9、在运行滚子引导部和曲线滚子引导部以及型材轨道滚动引导部的情况下,其可动的或固定的元件由至少两种不同的材料构成,其中一种材料由适用于滚动轴承的硬的滚动表面型材构成,而第二种材料提供用于接纳这种滚动表面型材的承载结构,并且在线性球轴承上用于圆形光滑的和圆形型材成型的或非圆形光滑的或非圆形型材成型的轴上,其吸收力的部件同样由硬的适用于滚动轴承的滚动表面型材构成。
10、由现有技术已知的引导部的制造通过通常切削制造的以铝挤压型材制成的接纳结构以及在其中滚压出的硬的或粘接的、拉制的型材板条实现。
11、与磨削过的实心钢轨道相比,缺点是精度降低以及由糟糕的几何结构和表面粗糙度引起的可能的最大使用寿命的减小。
12、环绕引导部和保持架导引部的引导滑座在此通常由在负荷区域种切削制成的接纳体和由经牵拉和磨削的硬的钢构成的磨削的置入型材组成,即使其在未磨削的轨道型材上运动。
13、在许多情况下,即使在具有回程和换向部以用于在具有类似的也经牵拉的、未磨削的和经磨削的、吸收力的承载板的圆形轴上运动的线性球轴承中,由实心的、硬的钢环构成的标准球衬套被脱离。设有贴靠的轮廓的、冷轧的或冷拔的钢置入件的滚动表面(所述钢置入件定位和保持在塑料接纳结构中)允许通过紧密的贴靠进行与标准衬套显著更高的力传递。
14、对于负荷和运行特性的低要求,在此没有再加工的置入件(einlagen,有时称为衬套)即可满足。也可以在市场上从许多生产商购得带有再磨削的型材的精密解决方案。
15、已知的解决方案那么尤其是在博世、汤姆森、nb和其他的iso3系列的结构系列中存在,其在经磨削的实施方案中对于每个进行承载的板都分别具有一个滚动表面,在没有磨削过的情况下在ewellix的1系列中。
16、在nb、汤姆森、舍弗勒的3系列和exxellin的1系列中在也磨削的实施方案中找到对于每个进行承载的板带有两个滚动表面的解决方案。
17、线性引导部的使用寿命的一般承认的确定已知通过在iso标准中规定的计算经由动态的承载量(tragzahl,有时也称为载荷等级)来进行以及针对过载借助静态的承载量来进行。
18、在这两种标准中此时,轮廓、表面质量和承载比例的偏差没有被检测或仅不足够地被检测。不同引导部制造商的精确比较因此几乎不可能。
19、然而,超越计算标准的使用寿命测试在此期间表明,在硬度为58hrc时,在通过磨削或硬铣达到的高表面质量、承载比例和精确轮廓的当前的切削再加工的情况下可以选择处于根据iso标准的计算之上直至25%的承载量。
20、因此,在完全常见的负荷条件下,与仅未经切削制成的滚动表面相比,由提高25%的承载量产生至少双倍的使用寿命。
21、用于型材轨道滚动引导部的未经切削制成的滚动表面型材和用于圆形轴的线性球轴承(以及用于切削再加工的初始材料)经过多个工艺阶段,其中相应地进行中间退火,因为承载负荷的构件的定位要求即使在滚动表面之外也有精确尺寸,以用于连接到周围的构件处。
22、这导致如下材料成本,所述材料成本为冷轧的标准板材或热轧的型材的数倍。
23、为了达到上文提及的已知的最佳的只能通过切削实现的性能所需的对单个型材的后处理在此除了昂贵的预材料以外还需要由于单个加工分开的单个型材的附加地高的耗费。
24、通常,为此使用耗费的专用设备,所述专用设备需要显著的资本耗费并且通过由单个型材产生的单个加工导致产品成本的大大提高。
25、因此,本发明的另外的任务是,提出一种方法,该方法导致实现通过试验证明的且大大高于通过根据iso标准计算得出的承载量和使用寿命值,并且在此实现相对于现有技术显著的成本节省。
26、根据本发明的解决方案对于至少基于两种不同材料的线性引导部、滚子引导部、型材轨道引导部和用于圆形轴的线性球轴承包括对于实现已知的、高的承载量所需的、承载负荷的滚动表面区域在仅一个或两个切削加工工艺中相应多个滚动表面型材通过包括并行的加工在内的、共同地制造所有滚动表面和贴靠面的切削加工来制造。
27、根据本发明的解决方案基于硬的且切削地、多数通过磨削制成的、承载负荷的滚动表面型材,所述滚动表面型材在侧向上与滚动表面侧和支撑侧共同地具有用于在周围部件中的贴靠面的可磨削的倾斜部,并且所述滚动表面型材通过具有可磨削的半径的薄接片彼此间在切削加工工艺期间以薄的横截面连接,所述横截面在切削加工之后断裂,其中,接片的突出的断裂体积伸出超过贴靠面,并且在没有触碰的情况下接纳到联接部件的自由空间中。
28、在此,作为初始材料例如可以使用可硬化的平坦的板材,优选用于轨道的滚动表面型材的板材或在线性球轴承的情况下用于三个小尺寸的轴的板材或1系列的衬套或者在少量牵拉情况下以较大公差制造的牵拉型材或滚压型材或还有通过接片连接多个板的冲压部件选择作为初始材料。
29、用于轨道的滚动表面型材、用于型材轨道的承载板或用于圆形轴的线性球轴承通过并排地在滚动表面侧上同时磨削多个相互连接的型材,且然后在需要加工的情况下从两侧在支撑侧上利用型材成型的盘如此进行制造,使得在板之间产生薄的接片,所述接片通过其形状得到限定的断裂轮廓,所述断裂轮廓在断裂之后伸出超过支撑面,并且在没有触碰的情况下安放在周围部件的自由空间中。
30、在如下导轨中也产生特别的优点,所述引导轨道的材料由适用于滚动轴承的陶瓷组成。由于在那磨削过程是非常耗费的,因此并行加工和通过断裂进行的分开导致显著的成本降低。
31、备选于磨削工艺,也可以利用限定的切割刃来进行加工、例如进行硬铣。在这种情况下,可以省却侧面的倾斜,但连接接片按照意义来实施。
- 还没有人留言评论。精彩留言会获得点赞!