一种液压锁紧螺母及使用方法与流程
本发明涉及棒材连轧线轧机,具体涉及一种液压锁紧螺母及使用方法。
背景技术:
1、短应力线轧机用于生产精密金属棒材,该短应力线轧机的轧机机芯与机芯底座使用定位销和平键定位,利用四套液压锁紧螺母压紧、固定并使之连成整体。换轧辊和工装维护时,松开液压螺母,以使得机芯和底座分离。
2、轧机机芯安装在机芯底座后,将四个液压锁紧螺母放进机芯槽中竖起。然后人工旋紧旋盖,以消除拉杆的销孔与机芯底座销轴之间的间隙,待旋盖拧不动后,使用手动或电动高压泵向液压螺母加压,期间缸体下行压紧机芯,当压力表压力达到设定值时停止加压,销轴发生轻微变形拉杆被拉长,缸体和旋盖之间产生间隙,此时再次旋紧旋盖,以消除缸体和旋盖之间的间隙,最后利用高压泵将缸体内油压卸至0mpa,并封堵缸体油口,液压螺母处于完全锁紧状态。
3、由于液压锁紧螺母的缸体及活塞密封圈处于超高压环境中工作,经常出现密封质量不稳定或老化失效的问题。在完全锁紧状态下,此时拉杆自身产生的强大作用力通过缸体作用于旋盖上,一旦出现密封问题,则高压泵加压时,缸体内的压力始终达不到要求,则拉杆自身产生的强大作用力通过缸体始终作用于旋盖上,会导致旋盖难以松开,机芯无法拆卸,此时只能经常破坏性拆除,从而增加了生产成本,且降低了拆卸效率。
技术实现思路
1、(一)本发明所要解决的问题是:液压锁紧螺母在完全锁紧状态下,出现密封质量不稳定或老化失效的问题时,会导致旋盖难以松开,机芯无法拆卸,此时只能经常破坏性拆除,从而增加了生产成本,且降低了拆卸效率。
2、(二)技术方案
3、一种液压锁紧螺母,包括:
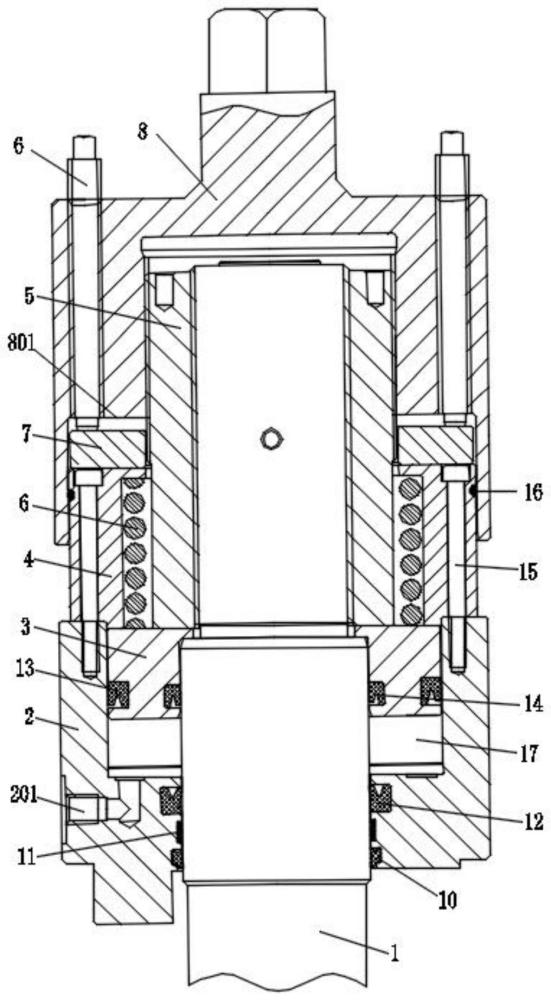
4、拉杆、压块组件、旋盖、卸力螺栓和活塞;所述拉杆的一端设有销轴孔;
5、所述压块组件同轴套设于所述拉杆外侧、且可相对于所述拉杆沿轴线方向滑动,所述活塞位于压块组件的内部、且固定套设于所述拉杆外侧,所述拉杆上设有凸起面,所述拉杆的上表面低于所述凸起面,所述活塞的侧面与所述压块组件的内壁动密封,所述压块组件与所述拉杆动密封;
6、所述压块组件内部和所述活塞之间配合形成有位于所述活塞朝向所述销轴孔一侧、且环绕所述拉杆周向分布的油腔,所述压块组件上开设有油口,所述油口与所述油腔相连通;
7、所述旋盖位于所述压块组件远离所述销轴孔的一侧、且与所述拉杆螺纹配合,所述旋盖的内壁与所述拉杆外侧之间形成有环腔;
8、所述压块组件靠近所述旋盖的端面伸入到所述环腔内,且所述旋盖的内壁与所述压块组件的侧面动密封;
9、多个所述卸力螺栓绕着所述旋盖的轴线均匀螺接安装在所述旋盖上,且每个所述卸力螺栓朝向所述压块组件的一端均伸入到所述环腔内;
10、在锁紧状态时,所述卸力螺栓用于推动所述压块组件朝向所述销轴孔方向移动;在解锁状态时,所述卸力螺栓伸入到所述环腔内的部分缩回至所述旋盖中以为所述压块组件预留回退空间。
11、根据本发明的一个实施例,所述压块组件包括缸体和压环,所述压环与所述缸体同轴设置,且所述压环固定于所述缸体朝向所述旋盖的端面;
12、所述缸体与所述拉杆侧面动密封,所述缸体内壁与所述活塞的侧面动密封;
13、所述缸体内部与所述活塞之间形成所述油腔,所述油口开设于所述缸体上;
14、所述压环朝向所述旋盖的端面伸入到所述旋盖的所述环腔内,且与所述旋盖的内壁动密封。
15、根据本发明的一个实施例,所述拉杆包括杆体和螺套,所述螺套内壁设有内螺纹,且外表面设有外螺纹,所述螺套与所述杆体通过内螺纹螺纹配合;
16、所述螺套位于所述活塞远离所述销轴孔的一侧,所述旋盖螺纹配合安装在所述螺套上,所述螺套的一端抵在所述活塞朝向所述旋盖的端面上。
17、根据本发明的一个实施例,所述液压锁紧螺母包括垫圈,所述垫圈套设在所述螺套上,且可相对于所述螺套沿其轴线方向滑动,所述垫圈的外侧与所述旋盖的内壁动密封,且所述垫圈位于所述压环和所述卸力螺栓之间。
18、根据本发明的一个实施例,所述活塞的内表面与所述拉杆的侧面之间设有至少一个活塞内密封圈,所述活塞的外表面与所述缸体内壁之间设有至少一个活塞外密封圈,所述缸体与所述拉杆之间设有至少一个轴向密封圈。
19、根据本发明的一个实施例,所述压环的内径大于所述螺套的外径,所述压环的内表面和所述螺套的外表面之间形成环状腔,所述环状腔内套设有弹簧,所述弹簧呈压缩状态时,所述弹簧的两端分别与所述活塞和所述压环相接触。
20、根据本发明的一个实施例,沿所述拉杆的轴线方向,在所述缸体和所述拉杆的侧面之间依次设有防尘圈和导向带,所述轴向密封圈位于所述导向带和所述活塞之间。
21、根据本发明的一个实施例,所述缸体朝向压环的端面上开设有螺纹孔,所述压环的端面上开设有与所述螺纹孔一一对应的螺钉孔,所述螺纹孔和所述螺钉孔之间通过螺钉相连接。
22、一种液压锁紧螺母的使用方法,所述使用方法使用了上述的一种液压锁紧螺母,所述使用方法包括锁紧方法和油腔泄气压状态下的松开方法;
23、所述锁紧方法包括以下步骤:
24、第一步,轧机机芯安装在机芯底座后,将液压锁紧螺母竖起,将卸力螺栓涂抹润滑脂后拧入旋盖中,然后将旋盖旋入拉杆,之后再拧动卸力螺栓以使得卸力螺栓的端部进入到旋盖的环腔内;
25、第二步,使用工具拧紧旋盖,使得压块组件紧压在机芯底座上;
26、第三步,使用高压泵朝油口加压,油腔内的压力逐渐增大,压块组件在压力驱动下再次下压,压块组件和卸力螺栓产生间隙,接着使用工具再次拧紧旋盖以消除压块组件和卸力螺栓之间的间隙;
27、第四步,利用高压泵卸去油腔内的压力;
28、所述油腔泄气压状态下的松开方法包括以下步骤:
29、第一步,用力矩扳手或套筒反向拧动第一个卸力螺栓转动a圈,然后再反向拧动与上个卸力螺栓关于旋盖轴线相对称的卸力螺栓,使得该卸力螺栓转动a圈;
30、第二步,按照旋盖的逆时针的方向,拧松与第一步中的第一个卸力螺栓相邻的卸力螺栓,使得该卸力螺栓转动a圈,接着再拧动与该卸力螺栓相对称的一个卸力螺栓,使得该卸力螺栓转动a圈;
31、第三步,按照旋盖的逆时针的方向拧松剩余的卸力螺栓,每个卸力螺栓均拧动a圈;
32、第四步,重复第一步到第三步的步骤,直至所有的卸力螺栓完全拧松;
33、第五步,使用工具拧松旋盖。
34、根据本发明的一个实施例,所述锁紧方法的第三步中,高压泵朝油口加压的压力为45mpa-50mpa。
35、本发明的有益效果:
36、本发明提供的一种液压锁紧螺母,包括:
37、拉杆、压块组件、旋盖、卸力螺栓和活塞;拉杆的一端设有销轴孔;
38、压块组件同轴套设于拉杆外侧、且可相对于拉杆沿轴线方向滑动,活塞位于压块组件的内部、且固定套设于拉杆外侧,拉杆上设有凸起面,拉杆的上表面低于凸起面,活塞的侧面与压块组件的内壁动密封,压块组件与拉杆动密封;
39、压块组件内部和活塞之间配合形成有位于活塞朝向销轴孔一侧、且环绕拉杆周向分布的油腔,压块组件上开设有油口,油口与油腔相连通;
40、旋盖位于压块组件远离销轴孔的一侧、且与拉杆螺纹配合,旋盖的内壁与拉杆外侧之间形成有环腔;
41、压块组件靠近旋盖的端面伸入到环腔内,且旋盖的内壁与压块组件的侧面动密封;
42、多个卸力螺栓绕着旋盖的轴线均匀螺接安装在旋盖上,且每个卸力螺栓朝向压块组件的一端均伸入到环腔内;
43、在锁紧状态时,卸力螺栓用于推动压块组件朝向销轴孔方向移动;在解锁状态时,卸力螺栓伸入到环腔内的部分缩回至旋盖中以为压块组件预留回退空间。
44、若油腔内的密封出现问题,利用高压泵加压油腔内的压力达不到要求,此时可通过拧松多个卸力螺栓,卸力螺栓的下端面缩回到旋盖的内部,即卸力螺栓的下端面高于内端面,压块组件的上表面与旋盖的内端面之间空出间隙,此时压块组件受到的朝上的反作用力驱动压块组件上移,压块组件的上表面与旋盖的内端面之间的间隙逐渐变窄。由于拉杆被拉长的长度一般在零点几毫米,而卸力螺栓凸出于内端面的部分的长度大于拉杆被拉长的长度,因此在拉杆恢复形变的过程中,压块组件即使上移也不会触碰到旋盖的内端面,这样旋盖自身是不受力的,此时可轻松的拧下旋盖。即通过卸力螺栓预留出供拉杆恢复形变的空间,预留出的空间使得拉杆在恢复形变时不接触旋盖。
45、即使液压锁紧螺母的油腔的密封性能出现问题,在完全锁紧的情况下,也能顺利的松开旋盖,避免了旋盖无法松开,导致机芯无法拆卸只能将拉杆破坏性的氧割的问题,也可以在压块组件密封失效情况下作为应急锁紧使用。从而节省了生产成本,提高了拆卸效率,降低了拆卸难度。
- 还没有人留言评论。精彩留言会获得点赞!