一种运动应力耐高压密封圈及电解水制高压氢氧的电解槽的制作方法
本发明涉及水电解制氢装备领域,尤其涉及一种运动应力耐高压密封圈及电解水制高压氢氧的电解槽。
背景技术:
1、我国大功率中压型碱性制氢装备的工作压力一般为1.6mpa;国外设备主要依旧是常压状态居多,通过多组并联形式提高装机规模。氢气逐步由化学品归属于能源,全球氢气主要用于化工产品加氢,一般加氢压力较高,故市场对于水电解制氢装备特别是大功率碱性水电解制氢装备运行压力提出了较高要求。
2、尽管我国压力型设备相比国外有了较大的进步,常规压力型设备特别是较大型设备一般运行压力均不大于1.6mpa,电解槽一般采用压滤式结构,密封系统为平垫片密封,通过在极板框边缘开设密封水线和改性密封垫材料性能来保障整个电解槽密封性,但一般电解槽直径特别大,最大直径超过2m,且密封垫除具备密封性能外还需具备绝缘性能,故只能通过绝缘密封材料一次次改性提升性能,密封系统难以突破上限需求,特别是大型设备难以在较高压力下运行,且电解槽长期使用存在下垂挠度问题,密封垫是一次性产品,维修成本高且难度大,从而在与其它制氢路线相比时竞争力欠缺。
3、密封是水电解制氢电解槽最重要的问题,密封系统能否长久稳定运行是决定电解槽能否正常稳定运行的前提,水电解制氢电解槽压滤式结构特性致使电解槽有数百个密封,一处密封故障都会导致整台设备停机,直接影响的水电解制氢设备运行安全性,也是影响水电解制氢电解槽装备超大型化发展的障碍。
4、在此基础上,公告号为“cn115287689b”的中国发明专利方案中记载一种唇形密封圈及电解槽密封结构,唇形密封圈包括密封体,以及分别设置在其外壁和内壁上的外唇边和内唇边,将唇形密封圈安装在两个极板之间,在密封体上设置唇腔室并与介质腔连通,当介质进入唇腔室中,在压力作用下唇腔室发生膨胀变形,由于密封体的两侧受到极板的约束,当压力增大能够有效增加密封体与极板之间的接触压力,提高唇形密封圈的密封性能,提高密封压力,通过该唇形密封圈解决了大型碱性水电解制氢电解槽高压力状态下运行密封问题。但如该在先专利的附图4所示,该唇形密封圈需要极板上设置对应的容纳结构才能对其进行定位,如此不仅密封圈结构更为复杂,而且极板的结构也复杂化。
5、又如公告号为公开号为“cn116676609a”的中国发明专利方案中记载的一种高压质子膜电解制氢装置,包括外圈给电体、双极板和抗压膜电极组件,还包括的高压密封结构,高压密封结构分别置于相邻两双极板的上、下端部,双极板的上下端分别设有边缘结构,两双极板对应侧的边缘结构相互配合形成径向抱紧力,高压密封结构为密封垫圈内部嵌入环形的钢圈,以在两侧受预应高压挤压力后保持水平方向刚性支撑。同样地,此方案中要求两双极板对应侧的边缘结构相互配合形成径向抱紧力,具体是通过扇形锯齿或齿状折边,对应侧两边缘结构相互紧密咬合来实现,如此也会使极板的结构更为复杂。
6、此外,目前,常见的水电解制氢装置有碱性水电解槽(awe)、聚合物电解质膜水电解槽(也称质子交换膜水电解,pemwe)、阴离子交换膜电解槽(aemwe)。
7、awe主要面临的问题有:1.电解过程中需要高浓度碱液,其一方面电流密度小;另一方面高浓度碱液的后续处理较难。2.在阴阳极之间采用隔膜分离将电解产生的氢气及氧气分离,其一方面隔膜不能完全阻止气体在阴极和阳极之间的渗透,降低电解槽的效率;另一方面,隔膜不能承受高压,需要对电解产生的气体再次通过压缩机进行加压后储存及应用。
8、为了解决awe存在的上述问题,pemwe解决了awe存在的上述问题,实现了更高的电流密度、更高的压力下运行。虽然燃料电池与氢能联合体(fch ju)近年来在欧洲资助了较多的pemwe示范项目,但pemwe仍面临大幅度降低成本和进一步提高寿命的要求。其存在的主要问题有:1.其oer(析氧反应)的反应机理和催化活性点位缺乏明确和统一的理解,造成催化剂的合理设计受到严重限制,稳定性不足;过度依赖贵金属铱/钌;2.质子膜对极化损耗极大,影响pemwe的整体性能。
9、为了解决awe及pemwe面临的高成本问题,目前大多数的研究集中在阴离子交换膜水电解(aem)技术,对于aemwe系统的研究还停留在实验室范围,主要集中在开发电催化剂、膜等工作上,以期待在重要的材料(催化剂、膜和离聚物)以及合适的条件(电解质、操作温度)下获得最低的电压,以实现高效、低成本和稳定的aemwe设备。aemwe存在的主要问题有:1.电解质膜的导电性较低,造成制氢能量效率低;2.aemwe虽然采用非贵金属催化剂来降低成本,但其质量及比活性相对较低,导致欧姆电阻损失增大。
10、整体而言,awe面临的隔膜不能完全阻止气体在阴极和阳极之间的渗透,无法承受高压以及pemwe和aemwe 面临的电解槽结构复杂成本高的问题。
技术实现思路
1、为了解决上述问题,本发明的第一目的在于提供一种运动应力耐高压密封圈,该密封圈在两侧受压时能够产生应力径向向内的运动形变,达到自锁效果,实现高压密封。
2、为了实现上述的目的,本发明采用了以下的技术方案:
3、运动应力耐高压密封圈,包括环向封闭的密封环,所述密封环的环体内部注塑有刚性环形构件;其特征在于:所述密封环的两侧端面上形成有向外凸出的凸环,两侧的凸环对称设置于刚性环形构件内端面两侧且沿密封环周向封闭;所述密封环两侧端面同时向内受压,凸环受压后与密封环两侧面齐平状态时,密封环在所述刚性环形构件的径向内侧形变并产生径向向内的运动应力。
4、该技术方案涉及一种运动应力耐高压密封圈,该运动应力耐高压密封圈的密封环内部注塑有刚性环形构件,刚性环形构件一方面增大了密封圈的整体刚性强度,另一方面是作为密封圈的运动应力产生的关键要素之一。具体来说,本方案在密封环的两侧端面上基本对称设置有凸环,且凸环基本位于刚性环形构件内端面两侧;凸环作为密封环的一部分,为可以被挤压变形的材料。在密封环两侧端面同时向内受压且要求压力达到两侧凸环被压至与两侧端面齐平时,依据牛顿第二运动定律,刚性环形构件径向内侧的密封环被压拢而产生形变,该变形被测试得知为如下:刚性环形构件的内端面的密封环被向下拱起,从而在刚性环形构件的下端形成了空腔,如此产生了径向向内的运动应力。
5、上述运动应力耐高压密封圈在使用时,如使用到下文记载的电解槽中,当密封圈受到径向向外的力时,上述运动应力可以对抗该外力。具体来说,当密封圈受到径向向外的压力后变形,导致空腔先消失,在空腔消失后会使两侧凸环复位,而两侧的挤压力f会阻碍密封圈恢复到未受压状态,径向压力越大,凸环向外恢复时施加在极板上的接触应力越大;即外力对于密封圈的径向向外作用力驱使所述拱形腔被挤压时,由于刚性环形构件的设置而会使该外力对于密封圈的变形推向两侧,从而使密封圈与其两侧部件更为贴合。基于上述方案,通过这种轴向力和径向力的对抗,达到自锁效果,实现高压密封。此方案不用特意修改密封圈的两侧的极板结构,在简化结构的基础上提升密封性能。
6、此方案中,密封圈的材质需要能承受住两侧施加的挤压力f,需要根据内部压力情况调整密封圈的硬度等材料参数。
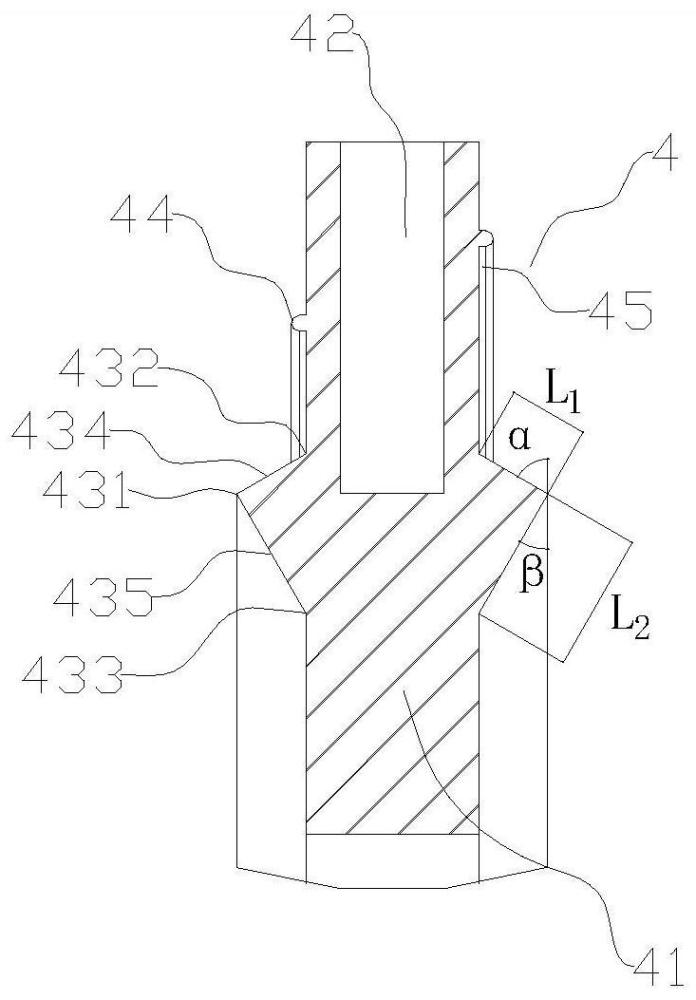
7、在具体的实施方案中,所述凸环包括处于中部最突出位置的凸缘部,以及处于径向外边缘的外缘部,以及处于径向内边缘的内缘部;从所述凸缘部向径向外侧至外缘部形成有外环形面,凸缘部向径向内侧至内缘部形成有内环形面,外环形面的斜度α大于内环形面的斜度β,且外环形面的长度l1小于内环形面的长度l2。此处方案中,内环形面和外环形面可以是倾斜面或者是弧形面,如此设置的内环形面和外环形面用于引导密封环两侧端面同时向内受压时,限制凸环的被挤压方向,即所产生的运动应力方向。具体来说是当外环形面的斜度α大于内环形面的斜度β,且外环形面的长度l1小于内环形面的长度l2的条件下,当密封环两侧端面同时向内受压过程中,凸环更会向径向内侧方向挤压,进而逐步被压平,产生径向向内的运动应力。
8、在第一种实施方案中,所述内环形面的外侧边缘和外环形面的内侧边缘重合构成所述凸缘部,此处方案中的外侧边缘和外环形面交汇于一条环形线上,从而形成端角。
9、在第二种实施方案中,内环形面的外侧边缘和外环形面的内侧边缘通过连接面相连,连接面构成所述凸缘部。此方案在内环形面的外侧边缘和外环形面的内侧边缘之间通过连接面过渡相连。
10、在优选方案中,所述密封环内的刚性环形构件内径面处于凸环的外缘部至凸缘部之间。刚性环形构件内径面保持在上述范围内,即可在两侧凸环被挤压过程中约束密封环产生的应力方向。
11、在更为优选的方案中,所述密封环内的刚性环形构件内径面与凸缘部齐平处于同一直线上。如此可保证凸环向径向内侧方向挤压进而逐步被压平过程中,其不会被内部的刚性环形构件所干涉,进而才能在刚性环形构件内侧形成运动应力。
12、作为优选,所述密封环的硬度在70-95°之间,以满足耐高压的基础要求。
13、作为优选,所述刚性环形构件作为镶件注塑成型在密封环的环体内部的内腔中。
14、在进一步的实施方案中,所述密封环两侧的端面上分别设置有内定位环和外定位环;所述内定位环和外定位环均处于凸环径向外侧的密封环上。此处方案中,内定位环和外定位环的设置可用于与其贴合的部件(如下文记载的通电极板或双极板)进行定位,从而避免发生径向上的位移。
15、具体方案中,所述内定位环和外定位环的半径不等,如此内定位环和外定位环除了上述记载的定位功能外,还可基于内定位环和外定位环的尺寸辨识安装方向。
16、本发明的第二目的在于提供电解水制高压氢氧的电解槽,其特征在于:包括如上所述的运动应力耐高压密封圈。
17、在具体的方案中,电解水制高压氢氧的电解槽,包括两块端板,以及分别设置于两块端板内侧的两块通电极板,以及布置于两块通电极板之间的双极板,以及在通电极板与其临近的双极板之间或相邻两块双极板之间的密封圈、隔膜和两组介质进出组件;所述密封圈被密封紧压在通电极板与双极板之间或相邻两块双极板之间并围合形成高压气腔;所述隔膜被两组介质进出组件夹设布置于密封圈径向内侧的高压气腔中;以隔膜为界,两侧高压气腔分别为生成氢气的第一腔室和生成氧气的第二腔室;所述通电极板与双极板或相邻两块双极板向内挤压所述密封环且凸环受压后与密封环两侧面齐平状态时,密封环径向内侧壁面与两组介质进出组件相密封。此处方案涉及一种电解水制高压氢氧的电解槽,电解槽中的两块端板为不导电的绝缘端盖,通电极板与其临近的双极板之间或相邻两块双极板之间通过贴合压紧密封圈从而围合形成高压气腔。进一步地,将所述隔膜被两组介质进出组件夹设布置于密封圈径向内侧的高压气腔中,如此在电解过程中可在隔膜两侧的第一腔室和第二腔室中分别生成氢气和氧气。密封环径向内侧壁面与两组介质进出组件相密封,则可保证第一腔室和第二腔室之间密封,解决阴极和阳极之间串气的问题。
18、此外,将上述结构的运动应力耐高压密封圈应用于上述电解槽中,可以提升电解槽的耐高压密封效果。可在制备氢气和氧气过程中,通过关闭电解槽的氢氧输送通断,如关闭下游输出通道上的阀门,可将氢气和氧气高压存储在第一腔室和第二腔室中,达到高压制氢氧的效果;上述方案实测可实现了10-100mpa内的高压电解,具体高压气腔的承压能力根据材料选择和预压的压紧力等因素相关,会存在差异。相比于传统方案,可以省去压缩机压缩氢氧的工序,高压制氢过程更为方便。且上述电解槽内实现电解制高压氢,其增压过程没有振动噪声和电机噪声,安静性好,没有摩擦和电机损失,提高了电解制氢的效率。
19、在具体的实施方案中,所述密封环两侧的端面上分别设置有内定位环和外定位环;所述内定位环和外定位环均处于凸环径向外侧的密封环上;所述通电极板与双极板上或相邻两块双极板上分别构建有与内定位环和外定位环相适配的第一定位槽。此处方案,通过内定位环、外定位环与第一定位槽的配合实现通电极板、双极板和密封环之间的径向定位,避免产生位移。
20、在可选的方案中,所述密封圈的内环形面的外侧边缘和外环形面的内侧边缘重合构成所述凸缘部;通电极板与双极板上或相邻两块双极板上分别构建有与所述凸缘部对应的第二定位槽。此处方案通过第二定位槽可快速定位密封圈的凸缘部,进而在挤压过程中,一方面,使凸环更容易被挤压变形,另一方面可以实现电解槽中多组密封圈的凸缘部在同一轴线上,防止电解槽密封圈在高压电解时各腔室内产生径向向外的压力后凸缘部径向的位移而导致各双极板密封保压效果变差的问题。
21、作为优选,所述介质进出组件包括布液板,以及贴合设置于布液板外侧的环形密封垫;所述环形密封垫、通电极板和双极板上均构建有进液通孔和出气通孔且轴向连通,布液板上设置有与进液通孔和出气通孔分别连通的分配通道和收集通道。此方案中,电解液从进液通孔流入,在经过布液板时通过分配通道流入高压气腔内,在电解后通过收集通道可流入出气通孔内,最终排出。在具体的实施方案中,所述环形密封垫、通电极板和双极板上均构建有两组进液通孔和出气通孔,同一组中的进液通孔和出气通孔径向对应,两组进液通孔和出气通孔相对于环形密封垫、通电极板和双极板中心对称;所述布液板上设置有径向对应的分配通道和收集通道,以及径向对应的两个连接孔;所述布液板被夹设于隔膜和环形密封垫之间时,布液板的分配通道和收集通道有且仅有连接两侧环形密封垫上的一组进液通孔和出气通孔,另一组进液通孔和出气通孔通过两个连接孔相连通。此处方案中,环形密封垫、通电极板和双极板上的同一组中的进液通孔和出气通孔径向对应,以及布液板上的分配通道和收集通道径向对应,用于增大流体在高压腔室内的行程,避免出现流体短路,高压腔室内空间浪费的问题。两组进液通孔和出气通孔相对于环形密封垫、通电极板和双极板中心对称,则可使布液板可采用正向和反向两种方式夹设在隔膜和环形密封垫之间,正向和反向两种状态分别用于打开不同组的进液通孔和出气通孔,分别用于在制氢和制氧的电解单元中。
22、在具体的实施方案中,所述通电极板和双极板上对应隔膜的侧面上构建有流场区域,隔膜与其临近的流场区域之间设置有气体扩散层,气体扩散层位于布液板和环形密封垫的径向内侧。此处方案中,通电极板和双极板上的流场区域主要供电解液流动,气体扩散层的设置则便于电解产生的氢气或氧气扩散。
23、在具体的实施方案中,所述隔膜及其两侧的介质进出组件的组合厚度与被紧压状态下的密封环厚度一致。如此,当通电极板与双极板或相邻两块双极板压紧密封环时,同时压紧密封圈径向内侧的隔膜及其两侧的介质进出组件,从而对于隔膜及其两侧的介质进出组件进行定位。
- 还没有人留言评论。精彩留言会获得点赞!