一种新型铝件冲孔螺母、生产设备及方法与流程
本发明涉及冲孔螺母生产,尤其涉及一种新型铝件冲孔螺母、生产设备及方法。
背景技术:
1、以汽车为代表的车辆一直使用大量的冲孔螺母。冲孔螺母一般具有:形成于螺母主体的中央的雌螺纹部,突设于雌螺纹部周围的环状的冲孔部,以及突设于螺母主体外周的环状的外周突起,当将冲孔螺母钉入作为相配部件的钢板上,当冲孔部在对方部件上冲出圆形孔的同时会使其周缘部的钢板塑性变形,并使钢板向形成于冲孔部与外周突起之间的环状槽的内部流动。结果,冲孔螺母被坚固地固定在相配部件上,用于拧紧其他部件。
2、然而近年,为了实现汽车的轻量化,铝合金成为汽车轻量化应用最为广泛的轻质材料,包括铝钣金、型材、管材等;铝合金在汽车上的广泛使用,车身上出现大量钢铝异种材料连接及铝铝连接,由于该高强度铝合金硬,并难以变形,所以以往的冲孔螺母具有安装后的剥离强度不足的问题,在对螺母进行攻丝加工的过程中现有技术通常是通过传送带来对螺母进行批量的传送,传统的攻丝装置在攻丝的过程中为了保证垂直度需要专用的夹具对螺母进行夹持,不同的螺母需要购买不同的夹具,提高了生产成本,在生产之后还需要单独的工序对螺母进行清洁,影响生产效率,为此,我们提出一种新型铝件冲孔螺母、生产设备及方法。
技术实现思路
1、本发明主要是解决上述现有技术所存在的技术问题,提供一种新型铝件冲孔螺母、生产设备及方法。
2、为了实现上述目的,本发明采用了如下技术方案,一种新型铝件冲孔螺母,包括螺母主体和安装板,螺母主体的上端固定设置有与螺母主体一体成型的锯齿环和凸起环,锯齿环固定设在螺母主体的上方,凸起环为圆形环固定设置在锯齿环的上方且凸起环的截面为倾斜的弧形,安装板设置在螺母主体的上方,安装板的上侧对应凸起环的位置开设有放置孔,放置孔的直径与凸起环的外圆直径相适配,锯齿环的外侧圆周开设有凹槽,凹槽截面为“v”形的环形槽。
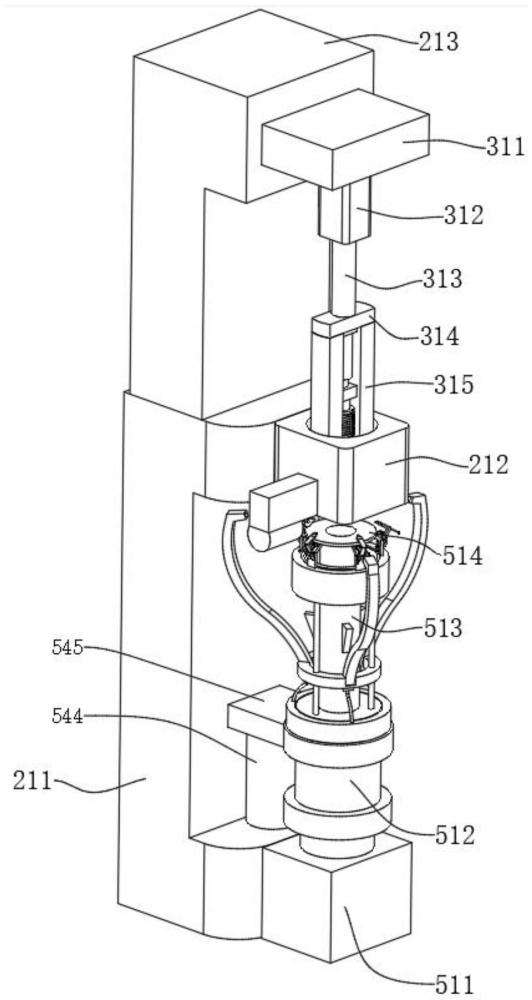
3、一种用于生产新型铝件冲孔螺母的生产设备,包括第一固定柱,第一固定柱的侧面靠上位置固定连接有加工仓,加工仓为矩形块且中心位置开设有过程加工仓的圆形孔,第一固定柱的上侧固定连接有第二固定柱,第二固定柱的侧面设置有下压结构,下压结构的输出端设置有攻丝结构,加工仓的侧面设置有开槽结构,加工仓的下方设置有夹持架构和清洁结构,夹持结构包括可以活动的第二伸缩杆,第二伸缩杆为上端开口且空心的圆形柱,第二伸缩杆的侧面开设有矩形槽,第二伸缩杆侧面的矩形槽内卡接有堵块,第二伸缩杆的上端固定连接有支撑盘,第二伸缩杆的外侧设置有可以活动的活动筒,活动筒的上端固定连接有固定块,固定块的上侧通过设置在固定块上的转轴和扭簧活动设置有第一摆动块,第一摆动块的侧面固定连接有第二摆动块,第二摆动块远离第一摆动块的一端设置有固定的第二挤压块。
4、作为优选,所述下压结构包括固定连接在第二固定柱侧面的安装块,安装块的下端固定连接有第一伸缩缸,第一伸缩缸的输出端固定连接有第一伸缩杆,第一伸缩杆远离第一伸缩缸的一端固定连接有第一连接块,第一连接块远离第一伸缩杆的一端对称固定连接有两个固定板,两个固定板远离第一连接块的一端固定连接有挤压环,挤压环为环形块。
5、作为优选,所述攻丝结构包括固定连接在第一连接块的下端的第二连接块,第二连接块的下端固定连接有第一伸缩器,第一伸缩器的输出端固定连接有第一伺服电机,第一伺服电机的输出端固定连接有攻丝头,开槽结构包括固定连接在加工仓侧面的第三连接块,第三连接块的下端固定连接有伸缩车刀。
6、作为优选,所述夹持结构包括第二伺服电机,第二伺服电机固定连接在第一固定柱的侧面,第二伺服电机的输出端固定连接有第二伸缩缸,第二伸缩杆固定连接在第二伸缩缸的输出端,第二伸缩缸的上端等距圆周固定连接有第一连接杆,第一连接杆的上端固定连接有连接环,连接环为圆形环,连接环的上端对应第一连接杆的位置固定连接有第二连接杆,活动筒的下端对应第二连接杆的位置开设有第一活动腔,第二连接杆向上延伸至第一活动腔的内部,第二连接杆的上端固定连接有弹簧,弹簧的上端固定连接在第一活动腔的顶侧,第二连接杆的上端固定连接有凸块。
7、作为优选,所述活动筒的上端开设有第二活动腔,活动筒的内部对应固定块的位置均开设有第一安装腔,第一安装腔的内部固定连接有伸缩电机,伸缩电机的输出端对应第二活动腔的位置固定连接有活动环,第二活动腔的上端活动安装有防尘套,活动环的上端对应第一摆动块的位置均固定连接有连接柱,连接柱的上端向上贯穿防尘套且固定连接有第一活动套,第一活动套为矩形框,第一活动套上套接有第二活动套,第二活动套为矩形框,第二活动套的上端固定连接有第三连接杆,第三连接杆的上端与第一摆动块的底侧活动连接。
8、作为优选,所述第一摆动块远离第二摆动块的一端活动安装有活动支撑板,第一摆动块远离第二摆动块的一侧对称开设有两个第二安装腔,两个第二安装腔的内部均活动安装有第一挤压杆,第一挤压杆的一端通过活动设置在第一挤压杆上的转轴和扭簧活动安装有第二挤压杆,第一摆动块的侧面对应第一挤压杆的位置均开设有滑动腔,固定块的侧面对应第二安装腔的位置固定连接有适配块,适配块的一端贯穿滑动腔延伸至第二安装腔的内部,适配块活动安装在滑动腔的内部。
9、作为优选,所述第二挤压块对应第一摆动块的一端活动安装有伸缩头,伸缩头远离第二挤压块的一端固定连接有挤压头,伸缩头对应第二挤压块的一端活动连接有螺纹推杆,螺纹推杆贯穿第二挤压块且与第二挤压块螺纹连接,第二挤压块对应伸缩头的一侧对称开设有两个约束孔,伸缩头对应约束孔的一端固定连接有约束杆,约束杆活动安装在约束孔的内部。
10、作为优选,所述清洁结构包括固定连接在第一固定柱侧面的储气罐,储气罐的上端固定连接有连接板,连接板的侧面固定连接有引导环,引导环设置在第二伸缩缸的外侧,引导环为上端开口的空心圆环,储气罐的输出端与引导环的内部连通,引导环的上端活动安装有固定环,固定环固定安装在第二伸缩缸的外侧,引导环的上端开口处固定连接有延伸块,延伸块延伸至固定环的内部,固定环的上端等距固定连接有与固定环的内部相互连通的连接管,连接环的内侧对应连接管的位置均开设有第三活动腔,第三活动腔的内部转动连接有摆动管,摆动管为弧形块,第二伸缩杆的外侧对应摆动管的位置固定连接有可以对摆动管进行挤压的第一挤压块,摆动管的下端与连接管的上端固定连接,连接管的内部与摆动管的内部相互连通。
11、一种新型铝件冲孔螺母生产设备的使用方法,第一步,把冲孔螺母放置在支撑盘的上方,启动第二伸缩缸,第二伸缩缸带动第二伸缩杆向下移动,第二伸缩杆带动支撑盘向下移动,支撑盘向下时对活动支撑板进行挤压,活动支撑板带动第一摆动块进行转动,第一摆动块带动第二摆动块进行旋转,第二摆动块带动第二挤压块进行移动,第二挤压块带动伸缩头和挤压头进行移动,挤压头在支撑盘的外侧圆周对螺母进行挤压把螺母挤压至支撑盘的中心位置;
12、第二步,驱动第二伸缩缸使第二伸缩杆向上移动,第二伸缩杆带着支撑盘向上移动,支撑盘带着螺母向上移动至加工仓的内部,启动第一伸缩缸,第一伸缩缸驱动第一伸缩杆向下移动,第一伸缩杆带动第一连接块向下移动,第一连接块带动固定板向下移动,固定板带动挤压环向下移动,挤压环进入加工仓的内部后对螺母的上端进行挤压,通过挤压环与支撑盘的挤压使螺母固定,启动第二连接块和第一伺服电机使攻丝头在向下移动的过程中进行旋转对螺母的中心位置进行攻丝;
13、第三步,转动螺纹推杆,螺纹推杆带动伸缩头进行移动,伸缩头带动挤压头进行移动,使挤压头移动至适当的位置后停止移动,当攻丝结束后支撑盘带动螺母向下移动,支撑盘的底侧对活动支撑板进行挤压,活动支撑板带动第一摆动块在固定块上进行摆动,第一摆动块带动第二摆动块进行摆动,第二摆动块带动第二挤压块往螺母的外侧进行靠近,第二挤压块带动伸缩头和挤压头对螺母的外侧进行挤压,通过多个挤压头对螺母外圆的挤压来对螺母进行抓紧;
14、第四步,启动第二伺服电机,第二伺服电机带动第二伸缩缸开始旋转,第二伸缩缸带动第一连接杆开始旋转,第一连接杆带动连接环开始旋转,连接环带动第二连接杆开始旋转,第二连接杆带动活动筒开始旋转,活动筒带动固定块开始旋转,固定块带动第二摆动块开始旋转,第二摆动块带动第二挤压块、伸缩头和挤压头开始旋转,挤压头带动螺母开始旋转,启动伸缩车刀,伸缩车刀对旋转的螺母外侧进行开槽;
15、第五步,通过第二伸缩缸使支撑盘向上移动,启动伸缩电机,伸缩电机使活动环向上移动,活动环带动连接柱向上移动,连接柱带动第一活动套向上移动,第一活动套带动第二活动套向上移动,第二活动套带动第三连接杆向上移动,第三连接杆带动第一摆动块逆时针摆动,适配块在滑动腔的内部滑动对第一挤压杆进行挤压,第一挤压杆带动第二挤压杆从第二安装腔的内部摆动出来,通过第二伸缩缸使支撑盘向下移动,第二摆动块对第二挤压杆进行挤压使第二挤压杆在第一挤压杆上进行摆动,当支撑盘穿过第二挤压杆向下的时候第二挤压杆恢复原位,此时第二挤压杆对螺母的侧面进行挤压使螺母的运动被第二挤压杆给约束;
16、第六步,通过第二伸缩缸使第二伸缩杆继续向下移动,第二伸缩杆带动第一挤压块向下移动,第一挤压块向下经过摆动管的时候对摆动管的下端进行挤压使摆动管进行摆动,摆动管在摆动的过程中摆动管的上端对准螺母的上方,启动储气罐,储气罐往引导环的内部灌入气体,引导环内部的气体通过固定环进入固定环的内部,再通过连接管进入摆动管的内部,通过摆动管的上端吹出气流对螺母进行清洁,再驱动安装块,通过安装块带动第一伸缩杆、第一连接块、固定板和挤压环向下移动,挤压环对螺母进行挤压,使螺母通过第二挤压杆被挤压出来。
17、有益效果
18、本发明提供了一种新型铝件冲孔螺母、生产设备及方法。具备以下有益效果:
19、(1)、该新型铝件冲孔螺母,把螺母套在放置孔的内部,安装板的底部与锯齿环的上侧进行接触,对安装板进行按压,安装板产生形变,安装板的一部分进入凸起环与锯齿环之间的缝隙中,安装板的一部分进入锯齿环锯齿之间,还有一部分被挤压至凹槽的内部,形成三道加固来提高螺母主体与安装板之间的紧锢性,提高剥离强度。
20、(2)、该新型铝件冲孔螺母的生产设备,把螺母放在支撑盘的上方,首先通过挤压第一摆动块使第二挤压块对螺母的外侧进行挤压实现螺母的校准操作,再通过下压结构与支撑盘之间的相互挤压对螺母进行固定,再通过攻丝结构对螺母中心位置进行攻丝,之后再通过支撑盘的向下触发第二挤压块对螺母的夹持操作,夹持后通过第二伸缩杆进行旋转,第二伸缩杆带动第二挤压块进行旋转,再启动开槽结构对螺母的侧面进行开槽,该夹持装置可以对不同直径的螺母进行夹持,降低生产成本,在下料的过程中通过清洁结构对周围的碎屑与螺母进行分离,提高生产效率。
21、(3)、该新型铝件冲孔螺母的生产设备,通过转动螺纹推杆来调节伸缩头与第二挤压块之间的距离,来适应不同直径的螺母,伸缩头在滑动的时候带动约束杆在约束孔的内部进行移动提高一档过程中的稳定性。
22、(4)、该新型铝件冲孔螺母的生产设备,当第一摆动块逆时针摆动的时候,适配块使第一挤压杆和第二挤压杆从第二安装腔的内部摆动出来后,支撑盘带动螺母向下移动时支撑盘穿过第二挤压杆,螺母被第二挤压杆挤压留了来,第二伸缩杆带动第一挤压块继续向下移动,第一挤压块向下时对摆动管的下端进行挤压使摆动管进行摆动,摆动管在摆动的过程中摆动管的上端对准螺母的上方,通过摆动管往螺母的靠上中心位置进行吹气来吹走螺母外部和内部的碎屑,使螺母变得清洁。
- 还没有人留言评论。精彩留言会获得点赞!