一种交叉滚子轴承装配设备及装配方法与流程
本发明涉及一种交叉滚子轴承装配设备及装配方法,属于轴承装配。
背景技术:
1、交叉滚子轴承主要包括轴承内圈、轴承外圈以及滚子和隔离块,滚子采用若干圆柱形滚动体交叉放置于轴承滚道内,相邻两个滚子互相呈90°交叉作为一组(同组两个滚子称为:0°滚子、90°滚子)。如图1、2所示,轴承内圈或外圈上设有装轴承滚动配件的缺口(以下称为装滚子缺口),装滚子缺口与轴承的滚道连通,在滚道内装满滚子和隔离块后,将楔块安装于装滚子缺口处。交叉滚子轴承在装配时,滚子按顺序逐一交叉分布在滚道中,相邻两个滚子之间可以无隔离块(满滚子结构),也可以是相邻两个滚子之间或者每隔几组滚子之间安装有一个隔离块。
2、现有技术中,交叉滚子轴承的圆柱滚子和隔离块的装配方式是由装配工用手工方式夹持滚子和隔离块,调整滚子的方向和角度,逐个放置在轴承滚道中;由于用手工逐一挑选,所以装配效率非常低下,也极易发生滚子和隔离块方向装错或者漏装现象。目前市场上还没有出现该类轴承的装配设备。
技术实现思路
1、为解决上述技术问题,本发明的目的是提出一种交叉滚子轴承装配设备及装配方法,以提高交叉滚子轴承的装配效率,提高生产效率,增加经济效益。
2、本发明为完成上述目的采用如下技术方案:
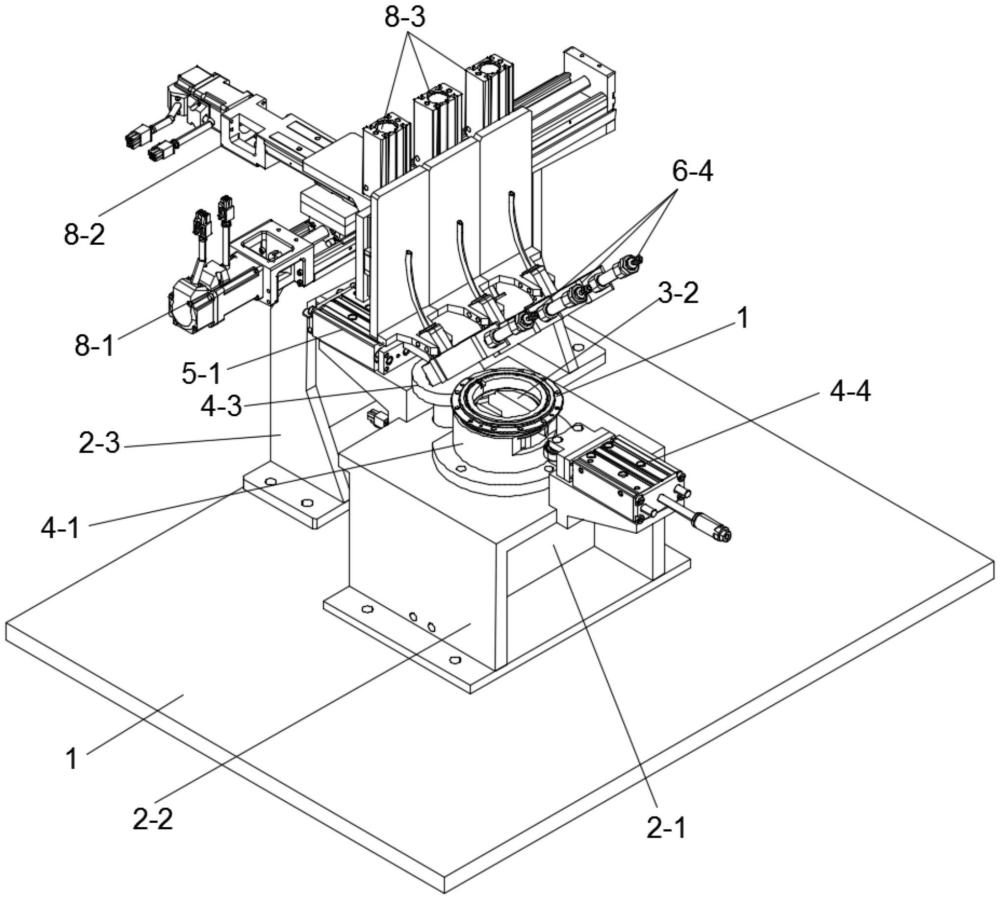
3、本发明的第一个目的是提供一种交叉滚子轴承装配设备,包括设备平台、夹紧单元、旋转驱动单元、装滚子缺口定位单元、滚子送料单元、供料单元、以及三方向移动单元。
4、1、设备平台,用于支撑整个设备,可根据需要设置行走轮。
5、2、夹紧单元,包括两种结构,分别对应装滚子缺口位于轴承内圈和轴承外圈。
6、(1)当装滚子缺口位于轴承内圈:夹紧单元用于支撑和夹紧轴承内圈,包括手指气缸、一对卡爪;一对卡爪分别与手指气缸的两个滑块固定连接;在手指气缸作用下,一对滑块带动一对卡爪背向或相向运动,以夹紧或释放轴承内圈。
7、优选的,所述手指气缸通过基座安装于设备平台上,一对卡爪分别呈半圆形,且卡爪的外圆面设有与轴承内圈匹配的圆弧台阶面,圆弧台阶面与轴承内圈的底面、内侧面接触,用于对轴承内圈的支撑和夹紧。
8、(2)当装滚子缺口位于轴承外圈:夹紧单元用于支撑和夹紧轴承外圈,包括一对夹紧气缸,每个夹紧气缸上分别设有一对压紧轮,一对夹紧气缸相对布置,用于对轴承外圈的夹紧定位。
9、优选的,一对夹紧气缸通过安装架设置于设备平台上,确保轴承内圈、轴承外圈同轴。
10、3、旋转驱动单元,包括两种结构,分别对应装滚子缺口位于轴承内圈和轴承外圈。
11、(1)当装滚子缺口位于轴承内圈:旋转驱动单元包括用于支撑轴承外圈的环形底座、实现轴承外圈旋转的旋转机构、以及限位机构,所述限位机构和旋转机构相对布置,在轴承外圈旋转时对其限位,保证轴承内、外圈同轴;一对卡爪位于环形底座的内腔,保证轴承内圈、轴承外圈之间处于合适的装配位置。
12、优选的,所述旋转机构包括旋转电机、摩擦轮,所述旋转电机与摩擦轮驱动连接,摩擦轮与轴承外圈的外侧壁紧贴,由旋转电机驱动摩擦轮旋转并带动轴承外圈在环形底座上同步旋转。
13、优选的,所述限位机构包括限位气缸、一对滚轮,一对滚轮通过安装架与限位气缸的输出轴相连,且一对滚轮与摩擦轮相对布置。限位气缸驱动一对滚轮伸出,以与轴承外圈接触,在摩擦轮驱动轴承外圈旋转时对其进行限位,保证轴承内圈、轴承外圈同轴。
14、优选的,所述环形底座通过支撑台安装于设备平台上,所述环形底座的顶部设有环形台阶面,以支撑轴承外圈;所述旋转电机、限位气缸均安装于支撑台,旋转电机采用伺服电机,保证每安装一个滚子或隔离块后驱动轴承外圈旋转一定的角度。
15、(2)当装滚子缺口位于轴承外圈:旋转驱动单元通过安装架设置于设备平台上,包括驱动电机、立柱、气动卡盘,所述气动卡盘安装于立柱顶部,用于张紧轴承内圈,所述驱动电机通过一对伞齿轮驱动连接立柱,使立柱转动并带动轴承内圈旋转。
16、优选的,一对伞齿轮可以根据传动比需要,设定相应的直径大小。驱动电机采用伺服电机,保证每安装一个滚子或隔离块后驱动轴承内圈旋转一定的角度。
17、4、装滚子缺口定位单元,包括定位气缸、定位杆;所述定位杆的一端与定位气缸的输出轴相连,定位气缸驱动定位杆伸出,使定位杆的另一端伸入轴承内圈或轴承外圈的装滚子缺口以进行定位。
18、优选的,所述定位气缸安装于支撑台,所述定位杆的另一端为呈楔形,形成锥度导向,对装滚子缺口进行精确定位,保证滚子送料单元准确进入装滚子缺口顺利完成装滚子工作。
19、5、滚子送料单元,包括0°滚子送料机构、90°滚子送料机构、隔离块送料机构,三个送料机构均包括送料气缸、推针、壳体,每个壳体内均设有储料滑道、装滚子滑道,且储料滑道垂直于装滚子滑道的中部并与之连通,储料滑道、装滚子滑道的尺寸可根据对应的0°滚子、90°滚子、隔离块来设置。所述储料滑道的上端连接供料单元的漏料管,所述推针由送料气缸驱动连接并从装滚子滑道上端伸入,所述装滚子滑道的下端与装管子缺口外形吻合,保证滚子或隔离块顺利进入轴承滚道。
20、滚子或隔离块按序紧挨在储料滑道内,并将最前面一个滚子或隔离块紧压在装滚子滑道内,送料气缸驱动推针伸出,推动最前面一个滚子或隔离块滑动,使最前面一个滚子或隔离块经装滚子缺口进入轴承滚道。
21、送料气缸每次复位到推料位后带动推针复位,推针每次复位的位置至少避开储料滑道顶部,保证滚子或隔离块逐个被装入轴承沟道内。储料滑道的上口与漏料管连接,漏料管内的滚子和隔离块来自震动上料盘(或其他供给机构如排料仓、皮带式供料等)。
22、优选的,所述0°滚子送料机构、90°滚子送料机构、隔离块送料机构中的一个或多个,以位于中间位置的隔离块送料机构为最优,其壳体在与装滚子缺口接触区域设有拨片,在三方向移动单元作用下,拨片可经装滚子缺口伸入轴承滚道,将已装入的滚子或隔离块顺着轴承滚道往内拨动,使轴承滚道在与装滚子缺口的对应位置空缺,以便装入下一滚子或隔离块。
23、拨片和旋转驱动单元,两者可以配合使用,也可以择一使用,保证轴承滚道在与装滚子缺口的对应位置空缺,便于下一滚子或隔离块的顺利安装即可。
24、6、供料单元,用以盛放待装滚动体和隔离块,可采用震动上料盘(但不限于圆盘式送料装置,还可以采用排料仓、皮带式供料等),三个震动上料盘相邻设置在地面上,分别为0°滚子、隔离块、90°滚子自动送料。在每个震荡盘出口设有漏料管,保证滚子和隔离块顺利滑入到对应的储料滑道内。
25、7、三方向移动单元,包括左右移动模组(采用左右丝杠直线模组)、前后移动模组(采用前后丝杠直线模组)、三组上下气缸;所述左右丝杠直线模组通过支架安装于设备平台之上,且高于交叉滚子轴承的装配工位;所述前后丝杠直线模组垂直设置于左右丝杠直线模组的移动座上,三组上下气缸均固定在前后丝杠直线模组的移动座上。
26、三个送料机构的壳体分别与三组上下气缸相连,通过三方向移动单元将送料机构与装滚子缺口对接,可实现装滚子时的精确定位,将滚子装入轴承滚道。再加上装滚子缺口定位单元的导向,可实现对装滚子缺口的精确定位,保证装滚子时精确对准位置。
27、优选的,左右丝杠直线模组、前后丝杠直线模组分别包括伺服电机、直线导轨、联轴器、滚珠丝杠、移动座,分别保证左右精确定位和前后精确定位。
28、优选的,上下气缸与定位气缸同侧,可使装滚子缺口位于送料单元下方附近。
29、本发明的第二个目的是提供一种交叉滚子轴承装配设备的装配方法,包括以下步骤:
30、(1)①装滚子缺口设于轴承内圈:
31、将轴承内圈放到夹紧单元上,即将轴承内圈放到手指气缸的卡爪上(此时,一对卡爪张开的程度以支撑轴承内圈即可,无需张紧轴承内圈),且保证装滚子缺口大致朝向定位杆;
32、启动定位气缸,驱动定位杆前移,使定位杆的前端导入轴承内圈的装滚子缺口(以装滚子缺口设置在轴承内圈为例),完成装滚子缺口定位工作;
33、启动夹紧单元夹紧轴承内圈,即驱动手指气缸,使一对卡爪张开,以张紧、夹紧轴承内圈的内孔,之后定位气缸后移带动定位杆退回,完成轴承内圈夹紧工作;
34、将轴承外圈放置于旋转驱动单元,即轴承外圈放到轴承内圈外边的环形底座上,使摩擦轮与轴承外圈紧贴;启动限位气缸,驱动一对滚轮伸出并顶住轴承外圈,以对轴承外圈限位,保证轴承内圈和轴承外圈同轴,完成轴承外圈定位工作;
35、②装滚子缺口设于轴承外圈:
36、将轴承内圈放置于旋转驱动单元,即通过气动卡盘将轴承内圈张紧固定;将轴承外圈置于轴承内圈外,保证装滚子缺口大致朝向定位杆;
37、启动定位气缸,驱动定位杆前移,使定位杆的前端导入轴承外圈的装滚子缺口,完成装滚子缺口定位工作;
38、驱动夹紧单元夹紧轴承外圈,即通过一对夹紧气缸将轴承外圈夹紧,保证轴承内圈和轴承外圈同轴;之后定位气缸后移带动定位杆退回,完成轴承外圈夹紧工作;
39、(2)启动三方向移动单元,即通过控制左右丝杠直线模组、前后丝杠直线模组的伺服电机,驱动对应的丝杠旋转,带动对应的移动座移动,使安装在前后丝杠直线模组移动座上的三组上下气缸随之同步移动,直至左侧上下气缸带着0°滚子送料机构移动到装滚子缺口上方后停止;
40、驱动左侧上下气缸下移,带动0°滚子送料机构下移,使对应的装滚子滑道的端口与装滚子缺口吻合后停止;
41、启动送料气缸,推针顺着装滚子滑道下移,推动0°滚子进入轴承滚道,送料气缸在推针前移到位后立即返回到原位;
42、(3)驱动左侧上下气缸上移,左右丝杠直线模组的伺服电机启动旋转,把中间上下气缸送到装滚子缺口的上方;同时,旋转电机驱动摩擦轮旋转一定角度,轴承外圈在摩擦轮带动下同步旋转(装滚子缺口位于轴承内圈),或者,驱动电机通过一对伞齿轮驱动立柱转动而带动轴承内圈旋转(装滚子缺口位于轴承外圈),已装入的滚子和隔离块同时被驱动旋转;
43、驱动中间上下气缸下移,带动隔离块送料机构下移,使对应的装滚子滑道的端口与装滚子缺口吻合后停止;
44、启动送料气缸,推针顺着装滚子滑道下移,推动隔离块进入轴承滚道,送料气缸在推针前移到位后立即返回到原位;
45、(4)驱动中间上下气缸上移,左右丝杠直线模组的伺服电机启动旋转,把右侧上下气缸送到装滚子缺口的上方;同时,旋转电机驱动摩擦轮旋转一定角度,轴承外圈在摩擦轮带动下同步旋转(装滚子缺口位于轴承内圈),或者,驱动电机通过一对伞齿轮驱动立柱转动而带动轴承内圈旋转(装滚子缺口位于轴承外圈),已装入的滚子和隔离块同时被驱动旋转;
46、驱动右侧上下气缸下移,带动90°滚子送料机构下移,使对应的装滚子滑道的端口与装滚子缺口吻合后停止;
47、启动送料气缸,推针顺着装滚子滑道下移,推动90°滚子进入轴承滚道,送料气缸在推针前移到位后立即返回到原位;
48、(5)驱动右侧上下气缸上移,之后左右丝杠直线模组的伺服电机启动旋转,将三组上下气缸复位;同时,旋转电机驱动摩擦轮旋转一定角度,轴承外圈在摩擦轮带动下同步旋转(装滚子缺口位于轴承内圈),或者,驱动电机通过一对伞齿轮驱动立柱转动而带动轴承内圈旋转(装滚子缺口位于轴承外圈),已装入的滚子和隔离块同时被驱动旋转;
49、(6)重复步骤(2)-(5),直至所有的滚子和隔离块被全部安装至轴承滚道内;
50、(7)步骤(2)-(6)是按每相邻两个交叉滚子之间安装一个隔离块的要求所采用的装配工艺;
51、若交叉滚子轴承中相邻两个滚子之间无隔离块(满滚子结构),则省略隔离块送料机构的操作步骤;若交叉滚子轴承中每隔几组滚子之间安装一个隔离块,则先重复交替进行两个滚子送料机构的操作(重复次数依据相邻两个隔离块之间的滚子组数而定),再进行一次隔离块送料机构的操作,如此往复,直至装满;
52、对于交叉滚子轴承中滚子和隔离块的不同安装组合,可以根据需要控制左右丝杠直线模组的伺服电机、三组上下气缸、三个滚子送料单元等的工作状态来实现;
53、(8)完毕后所有气缸和电机复位,将交叉滚子轴承取下,将楔块安装于装滚子缺口处,装配结束。
54、为了适应负游隙轴承的装配,根据需要在设备上添加有对轴承外圈的加热装置,保证恒温100~250℃,加热后的轴承外圈的滚道尺寸略大,便于滚子的安装。待轴承外圈恢复常温后,其尺寸仍符合负游隙轴承的相关要求。
55、为了防止漏装和装配过程中滚子和隔离块方向错装或者漏装变化,除了采用上述自动化的设备,根据需要还可以在设备后面加装视觉防错检测系统。
56、本发明将行业中通用的手工滚动体的安装方式更改为使用机器自动装配,使得繁琐的人工劳动变为设备的自动动作,大大提高了生产效率,创造了经济效益,提升了企业形象,为企业创造了经济价值。
- 还没有人留言评论。精彩留言会获得点赞!