化妆品用定量补偿注液机的制作方法
[0001]
本实用新型涉及一种化妆品用定量补偿注液机。
背景技术:
[0002]
化妆品是女性的必备物品,深受大家的喜爱,所以需求量很大,很多工厂会生产化妆品,随着人们要求的不断提高,产品的质量是十分重要的,在企业中,生产的效率也是至关重要的,在对瓶装化妆品进行注液时,少数瓶装化妆品会存在注液量不足的状况,因此目前需要研发出一种使用方便、提高生产效率及能够补液的注液机。
技术实现要素:
[0003]
本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种使用方便、提高生产效率及能够补液的化妆品用定量补偿注液机。
[0004]
本实用新型所采用的技术方案是:本实用新型包括机台,所述机台上设置有第一输送线、第二输送线及注液支撑架,所述第一输送线与所述第二输送线相接,所述第一输送线与所述第二输送线之间配合设置有称重仪,所述注液支撑架上设置有至少一个补液组件及若干个注液组件,所述注液组件位于在所述第一输送线的上方,所述补液组件位于所述第二输送线的上方,所述机台的侧端设置有运输机械手模组,所述第一输送线、所述第二输送线及所述称重仪均与所述运输机械手配合。
[0005]
进一步,所述运输机械手模组包括设置在所述机台侧端的机械手底座,所述机械手底座上设置有旋转台,所述旋转台上设置有机械手。
[0006]
进一步,所述注液组件及所述补液组件均包括注液支撑板,所述注液支撑板上设置有z轴移动气缸,所述z轴移动气缸的活动端上设置有定量注液泵、注液囊及注液针,所述注液囊的上下端分别与所述定量注液泵及所述注液针连通。
[0007]
进一步,所述机台的下端设置有若干个支撑脚,所述支撑脚的下端面设置有护垫。
[0008]
进一步,所述称重仪上设有产品放置工位,所述产品放置工位与所述运输机械手模组相配合。
[0009]
进一步,所述机台上还设置有到位传感器,所述到位传感器与所述第一输送线的末端相配合。
[0010]
进一步,所述第一输送线及所述第二输送线均包括皮带传动组件及与所述皮带传动组件相传动的电机,所述电机设置在所述机台的侧端。
[0011]
进一步,所述补液组件的数量为三个,所述注液组件的数量为一个。
[0012]
进一步,所述支撑脚的数量为八个。
[0013]
本实用新型的有益效果是:相对于传统技术的不足,在本实用新型实施例中,所述第一输送线及所述第二输送线均配置于对瓶装化妆品进行上料,所述注液组件配置于对于所述第一输送线上的瓶装化妆品进行注液,所述称重仪配置于对注液后的瓶装化妆品进行称重,所述运输机械手模组配置于将瓶装化妆品在所述第一输送线、所述称重仪及所述第
二输送线之间进行运输,所述补液组件配置于对所述第二输送线上的瓶装化妆品进行补液,使用时,瓶装化妆品在所述第一输送线上进行运输,运输到所述第一输送线的末端时,所述注液组件对瓶装化妆品进行注液,注液完成后,所述运输机械手模组将瓶装化妆品运输到所述称重仪进行称重,称重后,将标准重量数值与称重数值进行比对并得出差值,所述运输机械手模组将瓶装化妆品运输到所述第二输送线上,需要补液时所述补液组件根据差值对相应的瓶装化妆品进行补液,显然,通过所述第一输送线、所述第二输送线、所述称重仪、所述补液组件、所述注液组件及所述运输机械手模组,所以,使得本实用新型具有使用方便、提高生产效率及能够补液的优点。
附图说明
[0014]
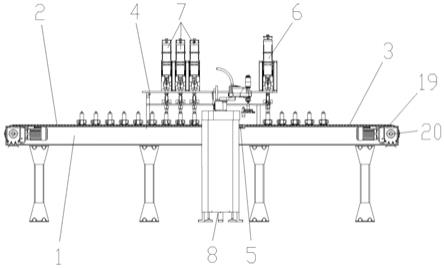
图1是本实用新型的平面结构示意图;
[0015]
图2是本实用新型去除运输机械手模组时的平面结构示意图;
[0016]
图3是运输机械手模组的平面结构示意图。
具体实施方式
[0017]
如图1至图3所示,在本实施例中,本实用新型包括机台1,所述机台1上设置有第一输送线2、第二输送线3及注液支撑架4,所述第一输送线2与所述第二输送线3相接,所述第一输送线2与所述第二输送线3之间配合设置有称重仪5,所述注液支撑架4上设置有至少一个补液组件6及若干个注液组件7,所述注液组件7位于在所述第一输送线2的上方,所述补液组件6位于所述第二输送线3的上方,所述机台1的侧端设置有运输机械手模组8,所述第一输送线2、所述第二输送线3及所述称重仪5均与所述运输机械手配合。相对于传统技术的不足,在本实用新型实施例中,所述第一输送线2及所述第二输送线3均配置于对瓶装化妆品进行上料,所述注液组件7配置于对于所述第一输送线2上的瓶装化妆品进行注液,所述称重仪5配置于对注液后的瓶装化妆品进行称重,所述运输机械手模组8配置于将瓶装化妆品在所述第一输送线2、所述称重仪5及所述第二输送线3之间进行运输,所述补液组件6配置于对所述第二输送线3上的瓶装化妆品进行补液,使用时,瓶装化妆品在所述第一输送线2上进行运输,运输到所述第一输送线2的末端时,所述注液组件7对瓶装化妆品进行注液,注液完成后,所述运输机械手模组8将瓶装化妆品运输到所述称重仪5进行称重,称重后,将标准重量数值与称重数值进行比对并得出差值,所述运输机械手模组8将瓶装化妆品运输到所述第二输送线3上,需要补液时所述补液组件6根据差值对相应的瓶装化妆品进行补液,显然,通过所述第一输送线2、所述第二输送线3、所述称重仪5、所述补液组件6、所述注液组件7及所述运输机械手模组8使得本实用新型具有使用方便、提高生产效率及能够补液的优点。
[0018]
在本实施例中,所述运输机械手模组8包括设置在所述机台1侧端的机械手底座9,所述机械手底座9上设置有旋转台10,所述旋转台10上设置有机械手11。所述旋转台10的设置使得所述机械手11能够旋转。
[0019]
在本实施例中,所述注液组件7及所述补液组件6均包括注液支撑板12,所述注液支撑板12上设置有z轴移动气缸,所述z轴移动气缸的活动端上设置有定量注液泵14、注液囊15及注液针16,所述注液囊15的上下端分别与所述定量注液泵14及所述注液针16连通。
所述z轴移动气缸的设置使得所述注液针16的下端能够伸入瓶装化妆品中进行注液操作。
[0020]
在本实施例中,所述机台1的下端设置有若干个支撑脚17,所述支撑脚17的下端面设置有护垫。
[0021]
在本实施例中,所述称重仪5上设有产品放置工位,所述产品放置工位与所述运输机械手模组8相配合。
[0022]
在本实施例中,所述机台1上还设置有到位传感器18,所述到位传感器18与所述第一输送线2的末端相配合。所述到位传感器18配置于感应瓶装化妆品是否到位,从而进一步地使得瓶装化妆品位于所述注液针16的正下方。
[0023]
在本实施例中,所述第一输送线2及所述第二输送线3均包括皮带传动组件19及与所述皮带传动组件19相传动的电机20,所述电机20设置在所述机台1的侧端。
[0024]
在本实施例中,所述补液组件6的数量为三个,所述注液组件7的数量为一个。
[0025]
在本实施例中,所述支撑脚17的数量为八个。
[0026]
本实用新型的使用流程如下所示:
[0027]
使用时,瓶装化妆品在所述第一输送线2上进行运输,运输到所述第一输送线2的末端时,所述注液组件7对瓶装化妆品进行注液,注液完成后,所述运输机械手模组8将瓶装化妆品运输到所述称重仪5进行称重,称重后,将标准重量数值与称重数值进行比对并得出差值,所述运输机械手模组8将瓶装化妆品运输到所述第二输送线3上,需要补液时所述补液组件6根据差值对相应的瓶装化妆品进行补液。
[0028]
本实用新型应用于注液机的技术领域。
[0029]
虽然本实用新型的实施例是以实际方案来描述的,但是并不构成对本实用新型含义的限制,对于本领域的技术人员,根据本说明书对其实施方案的修改及与其他方案的组合都是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1