基于聚合物衬里的渗透性减少的气缸的制作方法
基于聚合物衬里的渗透性减少的气缸
1.通过引用并入任何优先权申请
2.根据37c.f.r.
§
1.57,随本技术提交的申请数据表中确定的被要求外国或国内优先权的任何和所有申请通过引用并入本文。
技术领域
3.本公开涉及具有阻隔(barrier)层的气缸组件,该阻隔层被配置以减少气体穿过气缸组件渗透。
背景技术:
4.压缩天然气(cng)的燃料罐可分为四种不同类型。第一种类型(1型)的cng罐是全金属罐。由铝或其他金属制成的全金属罐不贵,但沉重且遭受腐蚀。第二种类型(2型)的cng罐是包括金属衬里(liner)和复合材料或金属箍加强包裹物的罐。2型罐比1型轻,但仍遭受腐蚀。第三种类型(3型)的cng罐是包括被复合材料或纤维树脂完全包裹的金属衬里的罐。3型罐不遭受腐蚀但昂贵。第四种类型(4型)的cng罐是包括聚合物衬里并带有纤维包裹物的罐。4型罐不遭受腐蚀,且成本低于3型罐,并且对于能储存的cng体积是最轻的。因此,4型罐更适于大型交通工具的燃料罐。4型罐的燃料气体渗透性高于具有金属衬里的罐。
技术实现要素:
5.本发明的一方面提供了具有聚合物衬里和低渗透性层或阻隔层的气缸。本发明的另一方面提供了生产气缸组件的方法,该气缸组件具有布置在聚合物衬里上的低渗透层或阻隔层。
6.在一个实施方式中,提供了用于容纳加压气体(气态燃料)的气缸。气缸包括内部压力封闭结构,该内部压力封闭结构包括第一端部、第二端部和中心体。中心体具有与内部压力封闭结构的第一端部联接的第一端和与内部压力封闭结构的第二端部联接的第二端。中心体包括布置在第一端和第二端之间的外表面和内表面。第一端部、第二端部和中心体形成用于储存燃料的封闭内腔。中心体的内表面形成内部压力封闭结构的最内表面的至少一部分。在内表面和外表面之间的中心体是均质材料的连续伸展(expanse)。气缸包括加强结构,其被布置例如缠绕在中心体上。气缸进一步包括插入在加强结构和中心体之间的金属箔。金属箔被配置以减少内部压力容器的内容物的渗透。
7.在一些实施方式中,金属箔是具有大于0.001英寸的厚度的铝箔。在一些实施方式中,金属箔是厚度在0.0005英寸和0.05英寸之间范围内的铝箔。此厚度范围内的金属箔提供了对渗透的阻隔,并且可无困难地被施用。一些实施方式被配置以允许层(例如金属箔)披覆在中心体上。金属箔可以是可披覆层。金属箔可以被披覆在中心体上且直接披覆到中心体上。金属箔可以被披覆到布置在披覆箔和中心体之间的层或结构上。如本文所用,可披覆层是容易共形于该层所施加的表面的片材层。此外,此范围内的金属箔不显著增加其所并入的气缸的重量。
8.在一些实施方式中,气缸进一步包括插入在金属箔和中心体之间的粘合剂层。
9.在一些实施方式中,金属箔包括一部分包含聚合物层的金属箔结构。金属箔结构的聚合物层被布置在金属箔的一侧,使得聚合物层被插入在金属箔与中心体之间。在其他实施方式中,金属箔结构的聚合物层被布置在金属箔的一侧上,使得金属箔被插入在聚合物层和中心体之间。金属箔可以被布置在两个聚合物层之间。聚合物层可以通过涂覆工艺被施加到金属箔。金属箔可以经受表面处理。这些是可以提高耐久性、提供电气隔离或保护金属箔免受腐蚀的工艺实例。
10.在一些实施方式中,中心体包括圆柱形主体。第一端部可包括与圆柱形主体的一端联接的半球形构件。金属箔可以被布置在圆柱形主体上。
11.在一些实施方式中,金属箔被布置在圆柱形主体上并且具有与半球形构件隔开的圆周末端。在一些情况下,金属箔是渗透阻隔层的一部分,其具有一个或多个纵向端,该纵向端被纵向布置在内部压力封闭结构的半球形构件之间,例如,与内部压力封闭结构的半球形构件隔开。在一些情况下,金属箔是渗透阻隔层的一部分,其被布置在中心体的第一端和第二端之间。
12.在一些实施方式中,金属箔以层压结构布置并且缠绕在中心体周围。在一些实施方式中,金属箔周向缠绕在中心体周围。
13.在本公开的另一方面,压力容器组件具有内部聚合物衬里。内部聚合物衬里具有中心部分和在中心部分的各端上的圆顶端部。中心部分具有内表面、外表面和布置在内表面和外表面之间的壁。压力容器组件进一步包括渗透阻隔层,该渗透阻隔层被布置在中心部分上,并且在一些情况下,在中心部分的至少一端的圆顶端部上。在一些情况下,压力容器组件包括渗透阻隔层,该渗透阻隔层被布置在中心部分上而不在中心部分的一个或多个末端上的圆顶端部上。压力容器组件进一步包括加强层,该加强层包括布置在渗透阻隔物上的挠性条带材料。
14.在一些实施方式中,渗透阻隔层包括布置在中心部分的外表面上和圆顶端部中的每个的外表面上的金属层。
15.在一些实施方式中,渗透阻隔层包括金属片材,例如膜,其中重叠的纵向边缘被布置在中心部分的外表面上。在一些实施方式中,金属膜可以被布置在各圆顶端部的外表面上。
16.在一些实施方式中,渗透阻隔层包括聚合物层,该聚合物层包含evoh,被布置在中心部分的外表面上。在一些实施方式中,包含evoh的层可以被布置在各圆顶端部的外表面上。
17.在一些实施方式中,渗透阻隔层包括布置在中心部分上的第一构型和布置在圆顶端部中的一个或每个的外表面上的第二构型。第二构型可以不同于第一构型。
18.在一些实施方式中,渗透阻隔层包括布置在内部聚合物衬里的中心部分上的伸长带材。带材具有与渗透阻隔层的纵向轴线对齐的纵向轴线。带材可具有关于渗透阻隔层周向布置的纵向轴线。带材可包括金属层和任选地在金属层的一侧或多侧上的一个或多个聚合物层。在将带材施加到衬里或内部压力封闭结构之前或之后,可以在带材的一侧或多侧上提供粘合剂。
19.在一些实施方式中,渗透阻隔层包括与聚合物衬里或内部压力封闭结构的外表面
接触的多个伸长带材。
20.在另一个实施方式中,提供了用于生产气缸的方法。方法包括(1)提供聚合物缸,其包括内圆周表面和外圆周表面,该内圆周表面提供气缸的最内表面的至少一部分,(2)在外圆周表面上形成渗透阻隔层,该渗透阻隔层具有足以限制渗透的厚度,例如,大于0.0002英寸,(3)提供具有第一开口的第一圆顶形构件和具有第二开口的第二圆顶形构件,(4)将第一圆顶形构件固定到聚合物缸的第一端并将第二圆顶形构件固定到聚合物缸的第二端,以获得具有中心部分的低渗透容器,该中心部分具有由渗透阻隔层限定的外表面,以及(5)在渗透阻隔层上缠绕加强构件的一条或多条带材,以形成气缸的外壳。
21.在一些实施方式中,形成渗透阻隔层包括在外圆周表面上包裹一个或多个金属箔。金属箔具有在0.0005英寸到0.05英寸之间的范围内的厚度。金属箔可以被周向地包裹在外圆周表面上。
22.在一些实施方式中,形成渗透阻隔层包括通过气相沉积工艺沉积金属层。在某些实施方式中,形成渗透阻隔层包括在聚合物缸的外表面上纵向地施加金属涂覆膜的带材。
23.在一些实施方式中,渗透阻隔层是第一渗透阻隔层,并且生产气缸的方法进一步包括将第二渗透阻隔层布置在第一圆顶部分和/或第二圆顶部分上。第二渗透阻隔层可具有与第一渗透阻隔层不同的构型。
24.在一些实施方式中,气缸组件包括内部聚合物衬里,其包括内表面和外表面,金属箔结构被布置在衬里的内表面或外表面上。气缸组件进一步包括加强层,该加强层包括被布置缠绕在内部聚合物衬里和金属箔结构上的挠性条带材料。在一些实施方式中,包括挠性条带材料的加强层可以被直接布置在金属箔结构上。在某些实施方式中,内部聚合物衬里包括布置在衬里的内表面和外表面之间的单一材料的单层。
附图说明
25.本发明的特征基于以下详细描述在结合随附示意图——其仅用于示例目的——阅读时可以被更好地理解。附图包括以下图:
26.图1示出了具有集成到侧装式燃料系统中的根据一个实施方式的气缸组件的车辆。
27.图2是根据一个实施方式的气缸组件的侧视图。
28.图3是在截面3-3处截取的图2的气缸组件的横截面图。
29.图4是图3中细节4-4的放大图,示出了图2的罐式气缸组件的中心部分的结构。
30.图5是图3中细节5-5的放大图,示出了图2的罐式气缸组件的端部的结构。
31.图6示出了根据一个实施方式的气缸组件的内部压力封闭结构。
32.图7是在截面7-7处截取的图6的内部压力封闭结构的横截面图。
33.图8是包括布置在图6的内部压力封闭结构上的阻隔层的组件的横截面图。
34.图9是示出图8的组件的细节9的放大图。
35.图10示出了气缸组件的实施方式,该气缸组件具有周向缠绕或包裹在图6的内部压力封闭结构周围的一个或多个带材形式的阻隔层材料,并且还示例了包裹或缠绕一个或多个带材使得带材的纵向轴线被布置总体上横穿内部压力封闭结构的纵向方向的工艺。
36.图11是气缸的中心部分的放大局部横截面图,类似于图4,并且还示出了根据一个
实施方式的渗透阻隔结构层。
37.图12示例了在图6的内部压力封闭结构上附接阻隔层材料带材的工艺,根据一个实施方式,带材的纵向轴线与内部压力封闭结构的纵向方向对齐。
38.图13示例了具有渗透阻隔物的气缸组件,该渗透阻隔物由阻隔层材料的多条带材形成,例如通过重复结合图12示例的工艺。
39.图14示出了气缸组件的一个实施方式,该气缸组件具有片材,例如包裹在图6的内部压力封闭结构的中心部分上的阻隔材料膜。
40.图15是在图14中所示的截面15-15处截取的横截面图。
41.图16是图15中细节16的放大图。
42.图17示出了根据一个实施方式的气缸组件,其具有阻隔层,该阻隔层在图6的内部压力封闭结构的中心部分和一个或多个端部上具有相同的构型。
43.图18示出了根据一个实施方式的气缸组件,其在图6的内部压力封闭结构的中心部分和一个或两个端部上具有不同构型的阻隔层。
具体实施方式
44.虽然本描述提出了各种实施方式的具体细节,但将理解,该描述仅是示例性的,且不应以任何方式解释为限制。此外,本领域技术人员可想到的这种实施方式及其变型的各种应用也被本文描述的总体构思涵盖。本文描述的每一个特征以及这种特征中的两个或更多个的每一种组合都被包括在本发明的范围内,只要这种组合中包括的特征不相互矛盾。
45.本技术公开了新型气缸组件和生产气缸组件的方法。如本文所用,“缸”是这样的术语:包括储罐、压力容器和其他可用于储存气体的容器,且不一定限于特定形状,如正圆柱形和/或具有恒定或不变的圆形横截面。图1示出了根据一种实施方式的燃料系统90,其包括安装在车辆10上的气缸组件100。气缸组件100与车辆10的发动机或任何其他发电系统流体连通并向其供应燃料。在各种实施方式中,车辆10可以是汽车、货车、小型货车、公共汽车、高载车辆、卡车、牵引挂车、重型车辆(如垃圾车)或任何其他车辆。在各种实施方式中,气缸组件100被配置用于轮船、飞机和移动或静止燃料站。示例的燃料系统90是侧装式系统,其中一个气缸(燃料罐)被布置在外壳中。本文公开的气缸组件100可用于具有多于一个气缸组件的燃料系统中,该气缸组件可被配置以安置在车辆驾驶室后面、车顶上和/或安装到车辆的尾门上。
46.气缸组件的结构
47.图2和图3显示了气缸组件100,其包括中心部分200和两个端部210、220。中心部分200可以具有圆柱形管状形状。在其他实施方式中,中心部分具有圆柱体以外的形状。在一些实施方式中,两个端部210、220中的每个包括如图2中所示的圆顶结构232、233。在某些实施方式中,两个端部彼此对称。圆顶结构232、233可以至少在其端部处是总体上半球形的。在某些实施方式中,两个端部210、200具有不同的形状,使得气缸组件100具有不对称的形状。
48.在一些实施方式中,气缸组件100包括至少一个颈部142、143(例如,凸台的纵向突出部),其提供气缸组件100的内部容积的入口和/或出口。在一些实施方式中,气缸组件100包括在端部210、220两者均形成的颈部142、143。在某些实施方式中,颈部可仅由两个端部
210、200中的一个形成。在一些实施方式中,颈部142、143可以是金属结构的一部分,有时称为凸台,其通过内部压力封闭结构120的第一端部124形成,内部压力封闭结构120有时称为内部衬里组件或者只是气缸组件100的衬里。内部压力封闭结构120在下文结合图6-7讨论。
49.虽然颈部142、143可由金属结构制成,但颈部142、143可由一种或多种其他材料制成。在某些实施方式中,颈部142、143用一种或多种不用于内部压力封闭结构120的材料形成。在某些实施方式中,颈部142由与内部压力封闭结构120相同的材料制成。
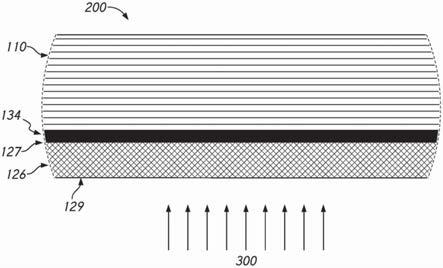
50.图3和4示出了气缸组件100可以包括多层,这些层被提供用于不同的功能。如上文所述和下文更全面地讨论,内部压力封闭结构120——其本身可以是组件——主要提供用于容纳燃料的内部空间300(封闭的空腔)。加强结构110(例如,外壳)被布置在内部压力封闭结构120上,以向气缸组件100提供另外的强度。当罐组件被加压时(如图4中的箭头所指示),由加强结构110提供的强度支撑气缸组件100。图4示出了罐式气缸组件100的中心部分200可以具有进一步的层状结构。
51.在图4中所示的区域中,内部压力封闭结构120的中心体126是层状结构的最内层。中心体126的内表面129限定气缸组件100的内部空间300的至少一部分。
52.在一些实施方式中,内部压力封闭结构120的中心体126和圆顶端部(圆顶结构)162、163利用一种或多种聚合物材料构造。在某些实施方式中,所述一种或多种聚合物材料可以选自尼龙、高密度聚乙烯(hope)、聚氯乙烯(pvc)、乙烯-丙烯-二烯三元共聚物(edpm)、聚对苯二甲酸乙二醇酯(pet)和聚酮(pok)。下面将结合图6-7讨论构建内部压力封闭结构(内部衬里)120的方法。
53.在一些实施方式中,在图4中所示的区域中,内部压力封闭结构120的中心体126具有0.01、0.02、0.03、0.05、0.08、0.09、0.1、0.12、0.13、0.15、0.18、0.19、0.2、0.21、0.23、0.25、0.28、0.29、0.30英寸的厚度。在实施方式中,中心体126的厚度在由选自前句中所列出的那些数值中的任意两个数值所形成的范围内,使得中心体126硬度足够用于进一步处理(例如,支撑在主体126上缠绕碳纤维材料时施加的压缩负荷)。在其他实施方式中,中心体126具有大于0.30英寸的厚度。在其他实施方式中,中心体126具有小于0.01英寸的厚度。在一些实施方式中,中心体126在其由尼龙制成时具有约0.10英寸或更大的厚度。在一些实施方式中,中心体126在其由hope制成时具有约0.18英寸或更大的厚度。
54.在内部压力封闭结构120的中心体126上,布置渗透阻隔层134以减少燃料从内部空间300穿过气缸组件100的中心部分200的渗透。在实施方式中,如下文进一步讨论,气缸组件100的除中心部分200之外的部分也可具有相同或相似的层状结构。例如,端部210、220可以至少部分地具有类似的层状结构。
55.图3和4显示了在一些实施方式中,渗透阻隔层134被插入在内部压力封闭结构120和加强结构110之间。渗透阻隔层134可以紧邻和接触内部压力封闭结构120的中心体126(例如,其外表面127)。在其他实施方式中,一个或多个另外的层可以被插入在渗透阻隔层134和中心体126之间,如下文进一步讨论。在某些实施方式中,渗透阻隔层可被布置在中心体126的内表面129处或其上。
56.在某些实施方式中,渗透阻隔层134紧邻和接触外部加强结构110。渗透阻隔层134可以紧邻和接触中心体126的外表面127和外部加强结构110的内表面。在其他实施方式中,一个或多个另外的层可以被插入在渗透阻隔层134和外部加强结构110之间。
57.在一些实施方式中,渗透阻隔层134包括一种或多种低渗透性阻隔材料。在某些实施方式中,所述一种或多种低渗透阻隔材料可以选自金属(例如铝、钨、不锈钢)、金属合金、金属化合物(例如氧化铝、钛)、聚偏二氯乙烯(pvdc)、乙烯-乙烯醇(evoh)、聚酰胺、和聚对苯二甲酸乙二醇酯(pet)。在某些实施方式中,箔可以是能够被配置以提供不透气的金属均匀连续层的任何金属。更优选的材料还将是轻重量且低成本的。铝箔是一个优选的实例。将渗透阻隔层134布置在内部压力封闭结构120上的方法将在下文结合图8-18讨论。
58.在一些实施方式中,在图4中所示的区域中,渗透阻隔层134具有0.0001、0.0002、0.0003、0.0004、0.0005、0.0006、0.0007、0.0008、0.0009、0.001、0.002、0.003、0.005、0.009、0.01、0.02、0.05、0.09、0.1英寸的厚度。在一些实施方式中,渗透阻隔层134的厚度在由选自前句中列出的那些数值中的任意两个数值所形成的范围内。在其他实施方式中,渗透阻隔层134具有大于0.1英寸的厚度。在其他实施方式中,渗透阻隔层134具有小于0.0001英寸的厚度。
59.在一些实施方式中,在图4中所示的区域中,渗透阻隔层134包括金属箔层,其具有0.0001、0.0002、0.0003、0.0004、0.0005、0.0006、0.0007、0.0008、0.0009、0.001、0.002、0.003、0.005、0.009、0.01、0.02、0.05、0.09、0.1英寸的厚度。在一些实施方式中,渗透阻隔层134的厚度在由选自前句中列出的那些数值中的任意两个数值所形成的范围内。在其他实施方式中,渗透阻隔层134具有大于0.1英寸的厚度。在其他实施方式中,渗透阻隔层134具有小于0.0001英寸的厚度。渗透阻隔层134可以被配置以允许披覆在被布置在其内部的结构上。渗透阻隔层可以是可披覆的金属箔。渗透阻隔层134可以被披覆在中心体126上且直接披覆到中心体126上。如果被配置为金属箔,则阻隔层134可以被披覆使得金属表面直接在中心体126上或直接在布置在被披覆箔和中心体之间的结构上。如本文所用,可披覆层是容易共形于该层所施加的表面的片材层。
60.在一些实施方式中,金属箔层在其制造或过程中可能容易发生微小针孔——当金属箔层薄于0.001英寸时。金属箔层的针孔可增加燃料气体的渗透性。因此,在一些实施方式中,在提供渗透阻隔层134时,可以施加另外的涂层以堵住金属箔的针孔。
61.在一些实施方式中,在图4中所示的区域中,加强结构110具有0.05、0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、1、1.2、1.5或2.0英寸的厚度。在一些实施方式中,加强结构110的厚度在由选自前句中所列出的那些数值中的任意两个数值所形成的范围内。在其他实施方式中,加强结构110具有大于2.0英寸的厚度。在其他实施方式中,加强结构110具有小于0.05英寸的厚度。
62.在一些实施方式中,在图4中所示的区域中,渗透阻隔层134的厚度显著薄于中心体126的厚度。当渗透阻隔层134包括金属层并且具有大于中心体126的密度时,其具有更薄的渗透阻隔物可以有利于减少气缸组件的总重量。在一些实施方式中,渗透阻隔物134的厚度是中心体126的厚度的0.1、1、2、3、4、5、6、7、8、9、10、12、14、16、18、20、22、24、26、28或30%。在一些实施方式中,渗透阻隔层134的厚度(表述为中心体126的厚度的百分比)在由选自前句中所列的那些数值中的任意两个数值所形成的范围内。在其他实施方式中,渗透阻隔层134的厚度超过中心体126的厚度的30%。在其他实施方式中,渗透阻隔层134的厚度小于中心体126的厚度的0.1%。
63.在一些实施方式中,由于渗透阻隔层134不使气缸组件100的总重量的显著增加,
气缸组件100的渗透性优(低)于4型cng罐,同时维持与4型cng罐相当的每单位容纳体积的重量(weight per unit containing volume)(例如0.3至0.45kg/l)。
64.在一些实施方式中,气缸组件100的每单位容纳体积的重量为0.1、0.2、0.25、0.3、0.35、0.4或0.45kg/l。在一些实施方式中,气缸组件100的每单位容纳体积的重量在由选自前句中所列出的那些数值中的任意两个数值所形成的范围内。在一些实施方式中,气缸组件100的每单位容纳体积的重量小于0.1kg/l。在其他实施方式中,气缸组件100具有的每单位容纳体积的重量大于0.45kg/l。
65.在一些实施方式中,加强结构110利用复合材料来构建。在某些实施方式中,加强结构110包括纤维加强复合材料(例如碳纤维加强的聚合物树脂)层。在某些实施方式中,除上面讨论的复合材料之外的材料可用于形成加强结构110。
66.图5示出罐式气缸组件100的端部210可具有层状结构。内部压力封闭结构120的第一端部124被设置在气缸组件100的端部210中。内部压力封闭结构120的第一端部124包括第一圆顶端部(圆顶结构)162和第一凸台144的组件,第一凸台144包括颈部142。第一圆顶端部162和第一凸台144组合提供端部210的最内部分并且限定罐式气缸组件100的内部空间300的至少一部分。
67.图2-5示出,在实施方式中,渗透阻隔层134被布置在第一端部210内的整个第一圆顶端部162上,直到凸台144,但不包括在凸台144上。在一些实施方式中,渗透阻隔物134在内部衬里124和凸台144之间的边界上延伸,并且也可以在凸台144上延伸。在某些实施方式中,渗透阻隔物134不在内部衬里124和凸台144之间的边界150上延伸。在其他实施方式中,渗透阻隔物134在边界150上延伸以覆盖凸台144的至少一部分。
68.生产气缸组件的方法
69.在一些实施方式中,生产气缸组件100的方法包括:(1)形成图6的内部压力封闭结构120,(2)在内部压力封闭结构120的至少一部分上或在其内表面的至少一部分上形成渗透阻隔层134,以形成图8的中间组件130,以及(3)随后在渗透阻隔层134上形成加强结构110。
70.在一些实施方式中,内部压力封闭结构120的中心体126可以通过形成圆柱形管来生产,例如通过将聚合物片材卷成圆柱形管状体。在其他实施方式中,中心体126可以利用其他工艺生产,包括模塑和挤出。
71.在一些实施方式中,内部压力封闭结构120的第一端部124可以通过以下制备:(a)利用注塑工艺形成聚合物材料的第一圆顶形构件162,(b)形成通过第一圆顶形构件的中心孔以形成第一圆顶端部162,以及(c)通过中心孔将凸台144联接到第一圆顶端部162。第二圆顶形构件163和第二端部125可以利用相同或相似的分层工艺制备。
72.在某些实施方式中,形成第一圆顶形构件和形成中心孔可以在单次注塑工艺中同时完成。在一些实施方式中,可以利用注塑以外的工艺来构建第一圆顶形构件162。在一些实施方式中,第一圆顶形构件162是具有通过其中的中心开口的半球形构件。
73.在制备中心体126和端部124、125之后,为形成内部压力封闭结构120,将中心体126的第一端181与第一端部124联接,并且将中心体126的第二端183与第一端部125联接。在某些实施方式中,焊接工艺可用于联接中心体126和端部124、125,并且可以留下沿中心体126和两个端部124、125之间的边界的焊接线128,如图6和图7中所示。在一些实施方式
中。利用粘合剂材料使中心体126和端部124、125彼此固定。
74.在一些实施方式中,在制备内部压力封闭结构120之后,在内部压力封闭结构120上形成渗透阻隔层134,以获得中间组件130。在图8和图9的实施方式中,渗透阻隔层134覆盖中心体126;和端部124、125的至少一部分。例如,渗透阻隔层134覆盖整个中心体126,并进一步覆盖圆顶端部162,直至凸台144和/或包括凸台144。
75.在一些实施方式中,渗透阻隔层144是通过在内部压力封闭结构120的外表面上施加阻隔材料的一个或多个带材而提供的。在其他实施方式中,在内部压力封闭结构120的外表面上漆涂或喷涂阻隔材料(金属镀敷工艺)。在一些实施方式中,利用气相沉积工艺沉积阻隔材料。在某些实施方式中,在内部压力封闭结构120上包裹金属箔优选于金属镀敷工艺。不受任何具体理论的限制,认为金属箔中金属的连续伸展提供的渗透性可优(低)于通过金属镀敷工艺形成的厚度或体积的涂层。在某些实施方式中,可以利用上述那些以外的工艺来形成渗透阻隔层。下文将更详细地描述形成渗透阻隔层的各种工艺。
76.图10显示,在一个实施方式中,阻隔材料的一个或多个带材134-1(例如,胶黏带、条带)在内部压力封闭结构120上并且沿着内部压力封闭结构120的周向方向缠绕,以形成中间组件130-1的渗透阻隔层。带材可以总体上横向于封闭结构120的纵向方向施加。在一些实施方式中,阻隔材料带材(一个或多个)134-1的两个相邻绕组彼此重叠,使得渗透阻隔层134-1的一部分厚于另一部分。在实施方式中,阻隔材料带材(一个或多个)134-1的绕组沿中间组件130-1的纵向方向覆盖(例如,越过(go over))焊接线128,使得阻隔材料带材134-1被布置在焊接线128上。阻隔材料带材(一个或多个)134-1也可以越过内部压力封闭结构120的圆顶端部162。在某些实施方式中,阻隔材料带材(一个或多个)134-1的绕组保留在焊接线128之间,使得圆顶端部162不被阻隔材料带材(一个或多个)134-1覆盖。
77.图11显示,在一些实施方式中,插入在封闭结构120和结构110之间的渗透阻隔层134-2包括一个或多个多层构件。在一些实施方式中,渗透阻隔层134-2包括金属箔182、第一聚合物层181和第二聚合物层183。在一些实施方式中,在一些变体(变型,variations)中渗透阻隔层134-2还可包括粘合剂层184。在一些实施方式中,渗透阻隔层134-2不具有第一聚合物层181和第二聚合物层183中的至少一者。在一些实施方式中,渗透阻隔层134-2不具有粘合剂层184。在某些实施方式中,渗透阻隔层134-2不包括金属箔182,并且包括聚合物层181、183中的至少一者。在某些实施方式中,无附加层的金属箔182可以被直接包裹在内部压力封闭结构120的外表面126上以形成渗透阻隔物。加强结构110可以被直接施加在渗透阻隔层134-2上,例如直接施加在聚合物或粘合剂层中的一者上或直接施加在金属箔层上。加强结构110可以被直接施加在渗透阻隔层134-2的变体的金属箔182上,例如,在不存在第一聚合物层181的变体上。在一些变体中,在金属箔182和加强结构110之间提供直接接触。在一些变体中,在金属箔182和内部压力封闭结构120之间提供直接接触。在一些变体中,在内部压力封闭结构120和金属箔182之间和/或在加强结构110和金属箔182之间提供直接接触。在一些实施方式中,第一聚合物层181是包含乙烯-乙烯醇(evoh)的聚合物层。在一些实施方式中,第二聚合物层183是包含乙烯-乙烯醇(evoh)的聚合物层。在某些实施方式中,渗透阻隔层不包含金属箔层,但包括低渗透性乙烯-乙烯醇(evoh)层。
78.在图12和图13的实施方式中,阻隔材料的一个或多个带材134-3(例如,胶黏带、条带)沿内部压力封闭结构120的纵向方向被布置在内部压力封闭结构120上以形成渗透阻隔
层134-4,从而形成中间组件130-2。在一些实施方式中,在渗透阻隔层134-4中,一个阻隔材料带材134-3至少部分地与另一阻隔材料带材重叠,如图13中所示。在一些实施方式中,由于两条相邻带材重叠,渗透阻隔层134-4的一部分厚于另一部分。
79.在图14至图16的实施方式中,一个或多个金属膜被包裹在中心体126上以形成渗透阻隔层134-5以及从而形成中间组件130-3。在一些实施方式中,如图15和16中所示,渗透阻隔层134-5覆盖在焊接线128之间的中心体126,但不覆盖圆顶端部162、163,使得渗透阻隔层134-5具有圆周端,该圆周端与圆顶端部162、163隔开,例如,纵向布置在焊接线128之间,在焊接线128处圆顶端部162、163联接到中心体126。在一些实施方式中,渗透阻隔层134-5沿着中间组件130-3的纵向方向延伸越过焊接线128以覆盖中心体126的纵向端181、183并覆盖圆顶端部162、163的至少一部分。
80.图17示例了进一步的实施方式,其中渗透阻隔层134-6在中心体126上并且也在圆顶端部162、163上形成,以形成中间组件130-4。在一些实施方式中,当渗透阻隔层134-6通过单次工艺或通过重复相同工艺形成(例如重复图12的工艺——附接带材,如图12中所示)时,渗透阻隔层134-6在内部压力封闭结构120的中心部分126和圆顶端部分162、163上维持相同的构型。
81.在图18的实施方式中,渗透阻隔层136被布置在内部压力封闭结构120上以形成中间组件130-5。渗透阻隔层136包括第一部分134-7,其被布置(例如,覆盖)在内部压力封闭结构120的中心体126上;并且进一步包括第二部分134-8,其被布置在内部压力封闭结构120的圆顶端部162、163上或覆盖内部压力封闭结构120的圆顶端部162、163。
82.在一些实施方式中,第一部分134-7利用第一工艺形成,且第二部分134-8利用不同于第一工艺的第二工艺形成,以将渗透阻隔层136布置在圆顶端部162的曲线状表面上。在一些实施方式中,第一部分134-7和第二部分134-8可以通过相同或相似的工艺形成,但是一者可以更厚。例如,第一部分134-7可以厚于第二部分134-8。或者,第二部分134-8可以厚于第一部分134-7。
83.在一些实施方式中,第一部分134-7和第二部分134-8可以具有不同的构型(例如机械结构、化学组成)。在一些实施方式中,当阻隔材料带材被附接在内部压力封闭结构120的中心体126和圆顶端部162、163上(利用图12和图13中所示的工艺)以形成第二部分134-8并且随后另外的阻隔材料带材被包裹在中心体126上(利用图10中所示的工艺)以形成第一部分134-7时,中心体126上的渗透阻隔层136厚于圆顶端部162上。
84.在内部压力封闭结构120上形成渗透阻隔层后制备中间组件130、130-1、130-2、130-3、130-4或130-5之后,可以在渗透阻隔层上形成加强结构110。在一些实施方式中,碳复合材料的一个或多个带材(或片材)被缠绕在中间组件上,以形成加强结构110。在一些实施方式中,在将碳纤维加强件布置在渗透阻隔层上以形成加强结构110之后,聚合物树脂被漆涂或喷涂在碳纤维加强件上。在某些实施方式中,进行固化布置在渗透阻隔层上的复合材料(或树脂)的工艺,以完成加强结构110。
85.虽然已经描述了本发明的某些实施方式,但是这些实施方式仅作为实例展示,并且不意图限制本公开的范围。事实上,本文描述的新方法和系统可以以多种其他形式实施。此外,在不脱离本公开的精神的情况下,可以进行本文描述的系统和方法的各种省略、替换和改变。意图所附权利要求及其等同形式覆盖落入本公开的范围和精神内的这种形式或改
动。因此,本发明的范围仅参考所附权利要求来限定。
86.结合具体方面、实施方式或实例描述的特征、材料、特性或分组应被理解为适用于本部分或本说明书中其他部分描述的任何其他方面、实施方式或实例,除非与其不相容。本说明书(包括任何所附权利要求、摘要和附图)中公开的所有特征和/或如此公开的任何方法或工艺的所有步骤可以以任何组合方式组合,除了这种特征和/或步骤中的至少一些互斥的组合。保护不受限于任何前述实施方式的细节。保护扩展至本说明书(包括任何所附权利要求、摘要和附图)中公开的特征中的任何新特征或任何新组合,或如此公开的任何方法或工艺的步骤的任何新步骤或任何新组合。
87.此外,本公开中在分开的实施方式的环境中描述的某些特征也可以在单个实施方式中组合实施。相反,在单个实施方式的环境中描述的各种特征也可以单独地或以任何合适的子组合在多个实施方式中实施。此外,虽然特征可能在上文中被描述为在某些组合中起作用,但是所述组合中的一个或多个特征可以在一些情况下从组合去除,并且该组合可以被称为子组合或子组合变型。
88.此外,虽然操作可能以某具体顺序在附图中被描绘或在说明书中被描述,但是这样的操作无需以所示的具体顺序或按相继顺序执行,或者所有操作都被执行,以获得期望的结果。未描绘或描述的其他操作可以被并入实例方法和工艺中。例如,一个或多个另外的操作可以在任何所述操作之前、之后、同时或之间执行。进一步,操作可以在其他实施方式中被重新排列或重新排序。本领域技术人员将理解,在一些实施方式中,在示例和/或公开的工艺中采取的实际步骤可与图中所示的步骤不同。根据实施方式,可以去除某些上述步骤,也可以增加其他步骤。此外,以上公开的具体实施方式的特征和方面可以以不同方式组合以形成另外的实施方式,其全部都落入本公开的范围。另外,上述实施方式中的各种系统部件的分开不应被理解为在所有实施方式中都要求这样的分开,而应当理解,所描述的部件和系统总体上可以被整合在一个产品中,也可以封装在多个产品中。
89.出于本公开的目的,本文描述了某些方面、优点和新特征。不一定所有这种优点都可以根据任何具体实施方式实现。因此,例如,本领域技术人员将认识到,本公开可以以实现如本文所教导的一个优点或一组优点的方式来实施或进行,而不必实现本文中可能教导或提出的其他优点。
90.条件性语言,如“能”、“可以”、“可能”或“可”,除非另有特别说明,或者在所用环境中另有理解,总体上意图表达某些实施方式包括,而其他实施方式不包括,某些特征、元件和/或步骤。因此,这种条件性语言并非总体上意图暗示特征、元件和/或步骤是一个或多个实施方式以任何方式要求的,或者一个或多个实施方式一定包括用于决定(无论有或没有用户输入或提示)这些特征、元件和/或步骤是否在任何具体实施方式中被包括或执行的逻辑。
91.除非另有特别说明,否则诸如短语“x、y和z中的至少一个”的连接性语言结合所用环境被理解为表达项目、术语等可以是x、y、或z。因此,这样的连接性语言并非总体上意图暗示某些实施方式要求x中的至少一个、y中的至少一个和z中的至少一个存在。
92.本文使用的程度语言,如本文使用的术语“大约”、“约”、“总体上”和“基本上”表示接近于所述值、量或特征的仍然执行期望的功能或达到期望的结果的值、量或特征。例如,术语“大约”、“约”、“总体上”和“基本上”可以指在所述量的少于10%内、少于5%内、少于
1%内、少于0.1%内,和少于0.01%内的量。作为另一个实例,在某些实施方式中,术语“总体上平行”和“基本上平行”是指偏离精确平行少于或等于15度、10度、5度、3度、1度或0.1度的值、量或特征。
93.本公开的范围不意图受限于本部分或本说明书其他部分的优选实施方式的具体公开内容,并且可以如本部分中或本说明书其他部分所示或如未来所示由权利要求限定。权利要求的语言将基于在权利要求中使用的语言而被宽泛地解释,而不限于本说明书中或申请过程中描述的实例,该实例将被解释为非排他性的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1