压力容器和其制造方法与流程
压力容器和其制造方法
1.相关申请的交叉引证
2.本技术要求2020年12月1日提交的韩国专利申请第10-2020-0165630号的权益,该申请通过引证并入本文。
技术领域
3.本公开涉及一种压力容器和其制造方法。
背景技术:
4.氢车辆被配置为借助于氢和氧之间的化学反应产生其自身的电力并且通过电动机的操作而行驶。更具体地,氢车辆包括:氢罐(h2罐),被配置为存储氢(h2);燃料电池堆,被配置为借助于氢和氧(o2)之间的氧化还原反应产生电力;被配置为排放所产生的水的多种类型的装置;电池,被配置为存储由燃料电池堆产生的电力;控制器,被配置为转换和控制所产生的电力;以及电动机,被配置为产生驱动动力。
5.4型压力容器可用作氢车辆的氢罐。4型压力容器包括衬套(例如,非金属材料的衬套)和通过将碳纤维复合材料缠绕在衬套的外表面的周围而形成的碳纤维层。
6.同时,碳纤维复合材料重量轻并且强度和弹性优异但非常昂贵(例如,比相同重量的常用碳钢贵约20倍或更多)。因此,为了降低压力容器的制造成本,需要尽量减少碳纤维复合材料的使用量。
7.然而,如果用于形成压力容器的碳纤维层的碳纤维复合材料的使用量减少(例如,如果碳纤维层的厚度减少)预定量或更多,则存在难以确保压力容器的结构刚度(特别是抵抗沿周向施加到压力容器的柱形部分的环向应力的结构刚度)足够以及稳定性和可靠性劣化的问题。
8.因此,近年来,为了确保结构刚度并且使得碳纤维复合材料的使用量最少化而进行了各种研究,但研究成果仍然不足。因此,需要开发一种用于确保结构刚度和使碳纤维复合材料使用量最少化的技术。
技术实现要素:
9.本公开涉及一种压力容器和其制造方法。具体实施例涉及一种确保结构刚度并且稳定性和可靠性得到改进的压力容器以及制造该压力容器的方法。
10.本公开的实施例提供了一种确保结构刚度并且稳定性和可靠性得到改进的压力容器以及制造该压力容器的方法。
11.本公开的实施例可以确保压力容器的结构刚度并且使碳纤维复合材料的使用量最少化。
12.本公开的实施例可以提高压力容器的效率、减轻压力容器的重量并且降低制造成本。
13.本公开的实施例可以简化制造工艺并提高制造效率。
14.实施例所实现的目的不限于上述目的,并且还包括可以从下面描述的解决方案或实施例中发现的目的或效果。
15.在一个实施例中,本公开提供了一种压力容器,该压力容器包括:衬套,该衬套包括柱形部分以及设置在柱形部分的两端处的圆顶状的侧面部分;以及碳纤维层,该碳纤维层包括第一环形层和第二环形层,第一环形层设置为围绕柱形部分的外周表面的一部分,第二环形层设置为围绕柱形部分的外周表面的其他部分,并且每个第二环形层的厚度都在从柱形部分到侧面部分的方向上逐渐减小。
16.这是为了确保压力容器的结构刚度并使碳纤维复合材料的使用量最少化。
17.也就是说,碳纤维复合材料重量轻、强度和弹性优异,但价格昂贵。因此,为了降低压力容器的制造成本,需要尽量减少碳纤维复合材料的使用量。
18.然而,如果用于形成压力容器的碳纤维层的碳纤维复合材料的使用量减少(例如,如果碳纤维层的厚度减少)预定量或更多,则存在难以确保压力容器的结构刚度(特别是,抵抗在周向方向上施加到压力容器的柱形部分的环向应力的结构刚度)足够以及稳定性和可靠性劣化的问题。
19.相反,根据本公开的实施例,由于构成碳纤维层的第二环形层的厚度逐渐减小,因此可以获得确保压力容器的结构刚度以及减少碳纤维复合材料的使用量的有利效果。
20.首先,根据本公开的实施例,通过使用第一环形层和第二环形层来配置碳纤维层,每个第二环形层的厚度在从柱形部分到侧面部分的方向上逐渐减小,因此,可以获得确保结构刚度足够并且减少碳纤维复合材料的使用量的有利效果,其中,结构刚度抵抗在周向方向上施加到压力容器的柱形部分的环向应力。
21.根据本公开的实施例,压力容器可以包括第一螺旋层,该第一螺旋层设置成围绕衬套的外表面。
22.具体地,第一螺旋层的厚度可以设置为等于或小于碳纤维层的总厚度的5%,以确保由第一螺旋层实现的结构刚度,并使压力容器的厚度和重量的增加最小化。
23.根据本公开的实施例,第一环形层可以设置为围绕柱形部分的中心区域,并且第二环形层可以设置为围绕柱形部分的两个边缘区域,第一环形层介于第二环形层之间。
24.具体地,第一环形层的中心可以对应于柱形部分的中心,第一环形层的长度可以是柱形部分的长度的40%至60%,并且第二环形层的长度可以是柱形部分的长度的20%至30%。
25.更具体地,第二环形层的厚度可以在从柱形部分到侧面部分的方向上线性减小。
26.根据本公开的实施例,第二环形层被设置为具有直角三角形截面,该直角三角形截面的高度对应于第一环形层的厚度,并且直角三角形截面的斜边和底边之间的角度可以满足以下等式3:
27.[等式3]
[0028]
tanθ=h/l2,
[0029]
其中,h是直角三角形截面的高度,l2是第二环形层的对应于直角三角形截面的底边的长度。
[0030]
这是由于施加到柱形部分的中心区域(其中形成有第一环形层的区段)的环向应力最大,而施加到柱形部分的两个边缘区域(其中形成有第二环形层的区段)的环向应力随
着距侧面部分的距离减小而逐渐减小。
[0031]
在如上所述的本公开的实施例中,在施加相对高的环向应力的区段(在柱形部分的集中有环向应力的中心区域)中形成的第一环形层的厚度大,而在施加相对低的环向应力的区段(在柱形部分的边缘区域)中形成的第二环形层的厚度随着距侧面部分的距离减小而逐渐减小。因此,可以确保足够的结构刚度来抵抗施加到柱形部分的环向应力,并且就第二环形层的厚度减小的方面来说,可以使得用于形成第二环形层的碳纤维复合材料的使用量减小。因此,可以获得减轻压力容器的重量和降低制造成本的有利效果。
[0032]
此外,根据本公开的实施例,在施加相对高的环向应力的区段中形成的第一环形层的厚度大,而在施加相对低的环向应力的区段中形成的第二环形层的厚度随着距侧面部分的距离减小而逐渐减小,从而可以减小施加到柱形部分的应力的差值(可以使应力更加均匀)。因此,可以获得减小施加到柱形部分的易坏区段(例如,中心区域)的应力并进一步提高安全裕度的有利效果。
[0033]
根据本公开的实施例,压力容器可以包括第二螺旋层,第二螺旋层设置为围绕第一环形层的外表面、第二环形层的外表面和侧面部分的外表面。
[0034]
根据本公开的实施例,压力容器可以包括第三环形层,该第三环形层形成为覆盖第二螺旋层的外表面。
[0035]
具体地,第三环形层可以设置为具有小于第一环形层的第一厚度的第二厚度。
[0036]
例如,第一环形层的厚度可以设置为等于或大于预设的参考环形层厚度的90%。
[0037]
作为另一示例,第三环形层的厚度可以设置为小于预设的参考环形层厚度的10%。
[0038]
在另一实施例中,本公开提供了一种制造压力容器的方法,该方法包括:提供衬套的准备步骤,其中衬套包括柱形部分以及设置在柱形部分的两端处的圆顶状的侧面部分;第一环形层形成步骤,形成围绕柱形部分的外周表面的一部分的第一环形层;以及第二环形层形成步骤,形成围绕柱形部分的外周表面的其他部分的第二环形层,并且每个第二环形层的厚度都在从柱形部分到侧面部分的方向上逐渐减小。
[0039]
根据本公开的实施例,在第一环形层形成步骤中,可以围绕柱形部分的中心区域设置第一环形层,并且在第二环形层形成步骤中,可以围绕柱形部分的两个边缘区域设置第二环形层,第一环形层介于第二环形层之间。
[0040]
具体地,第一环形层的中心可以对应于柱形部分的中心,第一环形层的长度可以是柱形部分的长度的40%至60%,并且第二环形层的长度可以是柱形部分的长度的20%至30%。
[0041]
更具体地,第二环形层被设置为具有直角三角形截面,该直角三角形截面的高度h对应于第一环形层的厚度,并且直角三角形截面的斜边与底边之间的角θ满足以下等式3:
[0042]
[等式3]
[0043]
tanθ=h/l2,
[0044]
其中,h是直角三角形截面的高度,l2是第二环形层的对应于直角三角形截面的底边的长度。
[0045]
根据本公开的实施例,制造压力容器的方法可以包括第一螺旋层形成步骤,该第一螺旋层形成步骤形成围绕衬套的外表面的第一螺旋层,其中第一环形层和第二环形层设
置在第一螺旋层的外表面上。
[0046]
根据本公开的实施例,制造压力容器的方法可以包括第二螺旋层形成步骤,该第二螺旋层形成步骤形成围绕第一环形层的外表面、第二环形层的外表面和侧面部分的外表面的第二螺旋层。
[0047]
根据本公开的实施例,制造压力容器的方法可以包括第三环形层形成步骤,该第三环形层形成步骤形成覆盖第二螺旋层的外表面的第三环形层。
[0048]
具体地,第三环形层的厚度可以设置为比第一环形层小,第一环形层的厚度可以设置为等于或大于预设的参考环形层厚度的90%,并且第三环形层的厚度可以设置为小于预设的参考环形层厚度的10%。
[0049]
根据如上所述的本公开的实施例,可以获得确保结构刚度并提高稳定性和可靠性的有利效果。
[0050]
具体地,根据本公开的实施例,可以获得确保压力容器的结构刚度和使碳纤维复合材料使用量最少化的有利效果。
[0051]
此外,根据本公开的实施例,可以获得提高压力容器的效率、减轻压力容器的重量以及降低制造成本的有利效果。
[0052]
此外,根据本公开的实施例,可以获得简化制造过程和提高制造效率的有利效果。
附图说明
[0053]
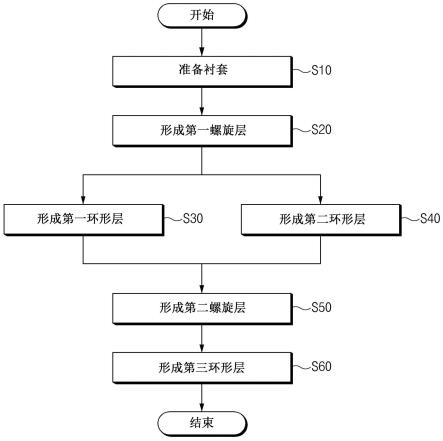
图1是用于说明根据本公开的实施例的制造压力容器的方法的流程图。
[0054]
图2是用于说明与根据本公开的实施例的制造压力容器的方法相关的第一环形层和第二环形层的俯视平面图。
[0055]
图3是用于说明与根据本公开的实施例的制造压力容器的方法相关的第一环形层和第二环形层的截面图。
[0056]
图4是用于说明与根据本公开的实施例的制造压力容器的方法相关的第二螺旋层和第三环形层的截面图。
[0057]
图5是用于说明与根据本公开的实施例的制造压力容器的方法相关的第一螺旋层的截面图。
[0058]
图6是用于说明根据本公开的实施例的制造压力容器的方法形成第一环形层和第二环形层的步骤的视图。
[0059]
图7是用于说明施加到根据本公开的实施例的压力容器的柱形部分的应力的视图。
[0060]
图8是用于说明根据本公开的实施例的压力容器的效率的视图。
[0061]
图9是用于说明在根据本公开的实施例的压力容器上层叠的碳纤维层的示例的视图。
[0062]
附图中元件分别由以下参考标号表示:
[0063]
10:压力容器
[0064]
100:衬套
[0065]
110:柱形部分
[0066]
120:侧面部分
[0067]
200:碳纤维层
[0068]
300:第一环形层
[0069]
400:第二环形层
[0070]
500:第三环形层
[0071]
600:第一螺旋层
[0072]
700:第二螺旋层
具体实施方式
[0073]
在下文中,将参照附图详细描述本公开的实施例。
[0074]
然而,本公开的技术精神不限于这里描述的实施例,而是可以以各种不同的形式来实施。在本公开的技术精神的范围内,可以选择性地组合和替换实施例中的一个或多个组成元件。
[0075]
此外,除非另有具体并且明确的定义和陈述,否则在本公开的实施例中使用的术语(包括技术和科学术语)可被解释为本公开所所属领域普通技术人员可普遍理解的含义。常用术语(诸如词典中定义的术语)的含义可以参考相关技术的上下文含义来解释。
[0076]
此外,在本公开的实施例中使用的术语用于解释实施例而不是用于限制本公开。
[0077]
除非在本说明书的上下文中另外特别指出,否则单数形式也可以包括复数形式。本文描述的说明“a、b和c中的至少一个(或一个或多个)”可以包括通过a、b和c中的一个或多个所能构成的所有组合。
[0078]
此外,例如“第一”、“第二”、“a”、“b”、“(a)”和“(b)”的术语可用于描述本公开的实施例的组成元件。
[0079]
这些术语仅用于将一个组成元件与另一个组成元件区分开的目的,而组成元件的性质、顺序或排序不受这些术语的限制。
[0080]
此外,当一个组成元件被描述为“连接”、“耦接”或“附接”到另一个组成元件时,一个组成元件可以直接连接、耦接或附接到另一个组成元件,或者在一个组成元件和另一个组成元件中插入有其他组成元件的情况下连接、耦接或附接到另一个组成元件。
[0081]
另外,说明“一个组成元件形成或放置在另一个组成元件上方(之上)或下方(之下)”不仅包括两个组成元件彼此直接接触的情况,还包括在两个组成元件之间形成或放置有一个或多个其他组成元件的情况。此外,表述“上方(之上)或下方(之下)”可以包括基于一个组成元件的向下方向和向上方向的含义。
[0082]
参照图1至图8,根据本公开的实施例的制造压力容器的方法包括:准备步骤s10,提供衬套100,该衬套包括柱形部分110和多个侧面部分120,这些侧面部分设置在柱形部分110的两端处并且每个都呈圆顶状;第一环形层形成步骤s30,形成围绕柱形部分110的外周表面的一部分的第一环形层300;以及第二环形层形成步骤s40,形成围绕柱形部分110的外周表面的其他部分的第二环形层400,并且每个第二环形层的厚度在从柱形部分110到侧面部分120的方向上逐渐减小。
[0083]
作为参考,根据本公开的实施例的压力容器10可用于存储高压流体(液体或气体),并且本公开不受存储在压力容器10中的流体的类型和性质的约束或限制。
[0084]
以下,将描述作为示例的如下配置:在该配置中,根据本公开的实施例的压力容器
10被用作应用于氢车辆的氢存储系统的氢罐。
[0085]
步骤1:
[0086]
首先,提供包括柱形部分110和侧面部分120的衬套100(s10)。
[0087]
在准备步骤s10中,提供在柱形部分110的两端处一体地形成圆顶状的侧面部分120的衬套100。
[0088]
衬套100具有中空结构,在该中空结构中具有存储空间,并且高压压缩氢可以存储在该存储空间中。
[0089]
可以在衬套100的一端处形成入口(未示出),通过该入口引入氢,并且可以在衬套100的另一端处形成出口(未示出),通过该出口排出氢。
[0090]
衬套100的材料可以根据所需条件和设计规范进行多种改变,并且本公开不受衬套100的材料的约束或限制。具体地,衬套100可以由具有优异的回复力和优异的抗疲劳性的非金属材料(例如高密度塑料)制成。
[0091]
更具体地,衬套100包括柱形部分110和圆顶状的侧面部分120,其中柱形部分具有中空的柱形形状,侧面部分一体地形成在柱形部分110的两端处。
[0092]
步骤2:
[0093]
根据本公开的实施例,制造压力容器的方法可以包括第一螺旋层形成步骤s20,该第一螺旋层形成步骤形成围绕衬套100的外表面的第一螺旋层600。
[0094]
在第一螺旋层形成步骤s20中,可以通过使用常用的缠绕装置来将碳纤维复合材料缠绕在衬套100的外表面(柱形部分的外表面和侧面部分的外表面)周围来形成第一螺旋层600,该碳纤维复合材料通过用环氧树脂、热固性树脂等浸渍碳纤维而制成。
[0095]
作为参考,在本公开的实施例中,第一螺旋层600可被定义为这样的层,该层设置成用于增强结构刚度以用于抵抗施加到衬套的应力中的主要在纵向方向(柱形部分的纵向方向)上施加的扭转和应力。第一螺旋层600可以设置成与下面将要描述的第二螺旋层700合作以抵抗在衬套100的纵向方向上施加的扭转和应力。
[0096]
例如,第一螺旋层600可以通过将碳纤维复合材料以相对于柱形部分110的轴线成45
°
至88
°
的缠绕角围绕柱形部分110的外表面缠绕而形成,并且本公开不受用于形成第一螺旋层600的碳纤维复合材料的缠绕角和缠绕模式(例如顺时针缠绕、逆时针缠绕、倾斜缠绕等)的约束或限制。
[0097]
具体地,第一螺旋层600的厚度th1可以等于或小于碳纤维层200的总厚度wt的5%,以确保由第一螺旋层600实现的结构刚度并且使压力容器10的厚度和重量的增加最小化。
[0098]
在这种情况下,碳纤维层200的总厚度wt可以理解为碳纤维层200在柱形部分110的径向方向上的最大厚度。
[0099]
例如,假设构成碳纤维层200的层(例如,第一螺旋层、第一环形层、第二螺旋层和第三环形层)的总厚度wt为20mm,则第一螺旋层600的厚度th可以形成为1mm或更小。
[0100]
步骤3:
[0101]
接下来,围绕柱形部分110的外周表面的一部分形成第一环形层300(s30)。
[0102]
在第一环形层形成步骤s30中,可以通过使用常用的缠绕装置将碳纤维复合材料缠绕在柱形部分110的外表面(外周表面)周围来形成第一环形层300,该碳纤维复合材料通
过用环氧树脂、热固性树脂等浸渍碳纤维而制成。
[0103]
例如,在第一螺旋层600设置在衬套100的外表面上的情况下,第一环形层300可以形成在第一螺旋层600的外表面上,以围绕柱形部分110的外周表面的一部分。根据本公开的另一实施例,在衬套的外表面上没有提供单独的第一螺旋层的状态下,第一环形层可以直接形成在衬套的外表面上。
[0104]
作为参考,在本公开的实施例中,第一环形层300可被定义为这样的层,该层用于(确保结构刚度)抵抗施加到柱形部分110的应力中的主要在周向方向上施加的应力(例如,最大环向应力)。
[0105]
例如,第一环形层300可以通过将碳纤维复合材料以相对于柱形部分110的轴线成89
°
至91
°
的缠绕角围绕柱形部分110的外表面(第一螺旋层的外表面)缠绕而形成。根据本公开的另一实施例,第一环形层可以通过以相对于柱形部分的轴线成85
°
至89
°
的缠绕角来缠绕碳纤维复合材料而形成。
[0106]
例如,碳纤维复合材料可以通过缠绕夹具20(见图6)环绕柱形部分110的外表面缠绕。可以通过调整缠绕夹具20(见图6)相对于柱形部分110设置的角度(姿势)来改变碳纤维复合材料相对于柱形部分110的缠绕角度。
[0107]
具体地,在第一环形层形成步骤s30中,第一环形层300的第一厚度t1可以形成为能够抵抗施加到柱形部分110的最大环向应力。第一环形层300的第一厚度t1可以根据所需条件和设计规范(例如,压力容器的结构和尺寸)而进行多种改变。
[0108]
步骤4:
[0109]
接下来,围绕柱形部分110的外周表面的其他部分形成第二环形层400(s40)。
[0110]
在第二环形层形成步骤s40中,可以通过使用常用的缠绕装置将碳纤维复合材料缠绕在柱形部分110的外表面(外周表面)周围来形成第二环形层400,该碳纤维复合材料通过用环氧树脂、热固性树脂等浸渍碳纤维而制成。
[0111]
作为参考,在本公开的实施例中,第二环形层400可被定义为这样的层,该层用于(确保结构刚度)抵抗施加到柱形部分110的应力中的主要在周向方向上施加的应力(环向应力)。
[0112]
例如,第二环形层400可以通过将碳纤维复合材料以相对于柱形部分110的轴线成89
°
至91
°
的缠绕角围绕柱形部分110的外表面缠绕而形成。根据本公开的另一实施例,第二环形层可以通过以相对于柱形部分的轴线成85
°
至89
°
的缠绕角来缠绕碳纤维复合材料而形成。
[0113]
具体地,在第二环形层形成步骤s40中,第二环形层400的厚度形成为具有在从柱形部分110到侧面部分120的方向上逐渐减小。更具体地,第二环形层400的厚度可以在从柱形部分110到侧面部分120的方向上线性地减小。
[0114]
根据本公开的实施例,在第一环形层形成步骤s30中,第一环形层300可以设置为围绕柱形部分110的中心区域,并且在第二环形层形成步骤s40中,第二环形层400可以设置为围绕柱形部分110的两个边缘区域,其中第一环形层300介于这些第二环形层之间。
[0115]
具体地,第一环形层300的中心对应于柱形部分的中心c,第一环形层300的长度为柱形部分110的长度l的40%至60%,并且第二环形层400的长度为柱形部分110的长度l的20%至30%。
[0116]
也就是说,如果第一环形层300的长度小于柱形部分110的长度l的40%,则存在压力容器的爆裂强度降低的问题。如果第一环形层300的长度大于柱形部分110的长度l的70%,则存在碳纤维复合材料的使用量增加、压力容器10的氢重量效率(hydrogen weight efficiency)(wt.%)劣化的问题。因此,第一环形层300的长度可以是柱形部分110的长度l的40%至60%,并且第二环形层400的长度可以是柱形部分110的长度l的20%至30%。
[0117]
根据本公开的另一实施例,第一环形层和第二环形层的总长度(l2+l1+l2)可以小于柱形部分的总长度l(l2+l1+l2《l)。或者,第一环形层和第二环形层的总长度(l2+l1+l2)可以大于柱形部分的总长度l(l2+l1+l2》l)。具体地,第一环形层和第二环形层的总长度(l2+l1+l2)可以是柱形部分的总长度l的
±
10%(例如长度l的90%或长度l的110%)。
[0118]
更具体地,第一环形层300的中心对应于柱形部分110的中心c,并且第一环形层300的长度l1由以下等式1定义:
[0119]
[等式1]
[0120]
l1=l/2,
[0121]
其中l是柱形部分110的长度。
[0122]
此外,第二环形层400的长度l2由以下等式2定义:
[0123]
[等式2]
[0124]
l2=l/4,
[0125]
其中l是柱形部分110的长度。
[0126]
根据本公开的实施例,第二环形层400被设置为具有直角三角形截面,该直角三角形截面的高度h对应于第一环形层300的厚度,并且直角三角形截面的斜边hl和底边之间的角度θ可以满足以下等式3:
[0127]
[等式3]
[0128]
tanθ=h/l2,
[0129]
其中,h是直角三角形截面的高度,l2是第二环形层的对应于直角三角形截面的底边的长度。
[0130]
这是由于施加到柱形部分110的中心区域(其中形成有第一环形层的区段)的环向应力最大,而施加到柱形部分110的两个边缘区域(其中形成有第二环形层的区段)的环向应力随着距侧面部分120的距离减小而逐渐减小的事实。
[0131]
施加到柱形部分110的应力(环向应力)在柱形部分110的全部区段上是不均匀的。
[0132]
即,参照图7,可以确定,在柱形部分110的中心区域(与柱形部分中心c的距离为0.00米至0.50米的区域)中,施加到柱形部分110的应力(环向应力)高,并且在柱形部分110的边缘区域(与柱形部分中心的距离为0.50米至1.00米的区域)中,施加到柱形部分110的应力(环向应力)随着距侧面部分120的距离减小而逐渐减小。
[0133]
具体地,可以确定,应力(最大环向应力)集中在柱形部分110的中心区域(与柱形部分中心的距离为0.00米至0.50米的区域)中,并且应力(环向应力)在柱形部分110的边缘区域(与柱形部分中心的距离为0.50米至1.00米的区域)中迅速减小。
[0134]
在本公开的如上所述的实施例中,在施加相对高的环向应力的区段(在柱形部分的集中有环向应力的中心区域)中形成的第一环形层300的厚度大,而在施加相对低的环向应力的区段(在柱形部分的边缘区域)中形成的第二环形层400的厚度随着距侧面部分120
的距离减小而逐渐减小。因此,可以确保足够的结构刚度来抵抗施加到柱形部分110的环向应力,并且就第二环形层400的厚度减小的方面来说,可以使得用于形成第二环形层400的碳纤维复合材料的使用量减小。因此,可以获得减轻压力容器10的重量和降低制造成本的有利效果。
[0135]
此外,根据本公开的实施例,在施加相对高的环向应力的区段中形成的第一环形层300的厚度大,而在施加相对低的环向应力的区段中形成的第二环形层400的厚度随着距侧面部分120的距离减小而逐渐减小,从而可以减小施加到柱形部分110的应力的差值(可以使应力更加均匀)。因此,可以获得使施加到柱形部分110的易坏区段(例如,中心区域)的应力减小并且进一步提高安全裕度的有利效果。
[0136]
如上所述,由于从整体上使施加到柱形部分110的应力更加均匀(差值减小),因此,与现有技术的压力容器(在该压力容器中叠层有作为整体的具有恒定厚度的环形层和螺旋层)相比,可以获得将压力容器10的效率(标准化效率)提高约18%的有利效果,如图8所示。
[0137]
作为参考,在本公开的上面示出和描述的实施例中,已经描述了其中第二环形层400的厚度在从柱形部分110到侧面部分120的方向上线性减小的示例。然而,根据本公开的另一实施例,第二环形层的厚度可以在从柱形部分到侧面部分的方向上非线性地减小。例如,第二环形层的上表面(对应于直角三角形的斜边的部分)可以是弯曲的。
[0138]
在本公开的实施例中,形成第一环形层300和第二环形层400的顺序和方法可以根据所需条件和设计规范而进行多种改变,并且本公开不受形成第一环形层300和第二环形层400的顺序和方法的约束或限制。
[0139]
例如,第一环形层300和第二环形层400可以分别通过单独的缠绕工艺形成。例如,可以先形成第一环形层300,然后形成第二环形层400。可替代地,可以先形成第二环形层400,然后形成第一环形层300。
[0140]
作为另一示例,第一环形层300和第二环形层400可以通过同一缠绕工艺连续形成。更具体地,参考图6,随着缠绕夹具20沿衬套100的纵向方向(柱形部分的纵向方向)直线移动,碳纤维复合材料以连续形成包括第一环形层300的一部分和第二环形层400的一部分的第一缠绕层(第一层)的方式来缠绕在柱形部分的外周表面周围,然后在第一缠绕层的外表面上层叠第二缠绕层(第二层),该第二缠绕层(在柱形部分的纵向方向上)的长度比第一缠绕层的长度短。以这种方式,对长度在柱形部分的径向方向上向外逐渐减小的n个缠绕层进行层叠(第n层层叠在柱形部分的最外周表面上),从而可以形成第一环形层300和第二环形层400。
[0141]
步骤5:
[0142]
参照图4,根据本公开的实施例,制造压力容器的方法可以包括第二螺旋层形成步骤s50,该第二螺旋层形成步骤形成围绕第一环形层300的外表面、第二环形层400的外表面和侧面部分120的外表面的第二螺旋层700。
[0143]
在第二螺旋层形成步骤s50中,可以通过使用常用的缠绕装置将碳纤维复合材料缠绕在第一环形层300的外表面、第二环形层400的外表面和侧面部分120的外表面周围来形成第二螺旋层700,该碳纤维复合材料通过用环氧树脂、热固性树脂等浸渍碳纤维而制成。
[0144]
作为参考,在本公开的实施例中,第二螺旋层700可被定义为这样的层,该层设置成确保结构刚度以用于抵抗施加到柱形部分110的应力中的主要在纵向方向上的扭转和应力。
[0145]
例如,第二螺旋层700可以通过将碳纤维复合材料以相对于柱形部分110的轴线成45
°
至88
°
的缠绕角围绕柱形部分110的外表面缠绕而形成,并且本公开不受用于形成第二螺旋层700的碳纤维复合材料的缠绕模式(例如顺时针缠绕、逆时针缠绕、倾斜缠绕等)的约束或限制。
[0146]
步骤6:
[0147]
参照图5,根据本公开的实施例,制造压力容器的方法可以包括第三环形层形成步骤s60,该第三环形层形成步骤所形成的第三环形层500覆盖第二螺旋层700的外表面。
[0148]
在这种情况下,其中第三环形层500形成为覆盖第二螺旋层700的外表面的配置可以包括以下两种配置:第三环形层500(在柱形部分的纵向方向上)的长度形成为与第一环形层300的长度相对应的配置以及第三环形层500的长度形成为比第一环形层300长的配置。以下,将描述这样的配置作为示例:在该配置中,第三环形层500的长度形成为比第一环形层300长并且第三环形层500形成为覆盖第一环形层300的全部区域并部分地覆盖第二环形层400的区域的一部分。
[0149]
在第三环形层形成步骤s60中,可以通过常用的缠绕装置将碳纤维复合材料缠绕在第二螺旋层700的外表面(外周表面)周围来形成第三环形层500,该碳纤维复合材料通过用环氧树脂、热固性树脂等浸渍碳纤维而制成。
[0150]
作为参考,在本公开的实施例中,第三环形层500可被定义为这样的层,该层设置成增强结构刚度以用于抵抗施加到柱形部分110的应力中的主要在周向方向上施加的应力。
[0151]
例如,第三环形层500可以通过将碳纤维复合材料以相对于柱形部分110的轴线成89
°
至91
°
的缠绕角围绕第二螺旋层700的外表面缠绕而形成。根据本公开的另一实施例,第三环形层可以通过以相对于柱形部分的轴线成85
°
至89
°
的缠绕角来缠绕碳纤维复合材料而形成。
[0152]
例如,碳纤维复合材料可以通过缠绕夹具20(见图6)缠绕在柱形部分110的外表面上。可以通过调整缠绕夹具20(见图6)相对于柱形部分110设置的角度(姿势)来改变碳纤维复合材料相对于柱形部分110的缠绕角度。
[0153]
根据本公开的实施例,在第三环形层形成步骤s60中,第三环形层500的第二厚度t2可以设置为小于第一环形层300的第一厚度t1。
[0154]
例如,第一环形层300的厚度可以设置为等于或大于预设的参考环形层厚度的90%。
[0155]
作为另一示例,第三环形层500的厚度可以设置为小于预设的参考环形层厚度的10%。
[0156]
在这种情况下,参考环形层厚度可以定义为全部环形层的厚度(第一环形层的厚度+第三环形层的厚度),全部环形层的厚度被定义为在柱形部分110的径向方向上并且被设置为抵抗施加到衬套100的最大环向应力(例如,基于对压力容器造成损坏的环向应力)。
[0157]
例如,假设参考环形层厚度为10mm,第一环形层300的厚度可以形成为9mm或更大,
并且第三环形层500的厚度可以形成为小于1mm。
[0158]
以下,将描述通过根据本公开的实施例的制造压力容器的方法来制造的压力容器10。
[0159]
参考图5,根据本公开的实施例的压力容器10包括:衬套100,该衬套包括柱形部分110以及设置在柱形部分110的两端处的圆顶状的侧面部分120;以及碳纤维层200,该碳纤维层包括第一环形层300和第二环形层400,其中第一环形层设置为围绕柱形部分110的外周表面的一部分,第二环形层设置为围绕柱形部分110的外周表面的其他部分,并且每个第二环形层的厚度在从柱形部分110到侧面部分120的方向上逐渐减小。
[0160]
衬套100包括具有中空的柱形形状的柱形部分110以及一体地形成在柱形部分110的两端处的圆顶状的侧面部分120。
[0161]
衬套100具有中空结构,在该中空结构中具有存储空间,并且高压压缩氢可以存储在该存储空间中。
[0162]
可以在衬套100的一端处形成入口(未示出),通过该入口引入氢,并且可以在衬套100的另一端处形成出口(未示出),通过该出口排出氢。
[0163]
衬套100的材料可以根据所需条件和设计规范进行多种改变,并且本公开不受衬套100的材料的约束或限制。具体地,衬套100可以由具有优异的回复力和优异的抗疲劳性的非金属材料(例如高密度塑料)制成。
[0164]
根据本公开的实施例,压力容器10可以包括设置成围绕衬套100的外表面的第一螺旋层600。
[0165]
作为参考,在本公开的实施例中,第一螺旋层600可被定义为这样的层,该层设置成用于增强结构刚度以用于抵抗施加到衬套的应力中的主要在纵向方向(柱形部分的纵向方向)上施加的扭转和应力。第一螺旋层600可以设置成与下面将要描述的第二螺旋层700合作以抵抗在衬套100的纵向方向上施加的扭转和应力。
[0166]
第一螺旋层600可以是通过使用常用的缠绕装置将碳纤维复合材料缠绕在衬套100的外表面(柱形部分的外表面和侧面部分的外表面)周围而形成的,该碳纤维复合材料通过用环氧树脂、热固性树脂等浸渍碳纤维而制成。
[0167]
例如,第一螺旋层600可以是通过将碳纤维复合材料以相对于柱形部分110的轴线成45
°
至88
°
的缠绕角围绕柱形部分110的外表面缠绕而形成的,并且本公开不受用于形成第一螺旋层600的碳纤维复合材料的缠绕角和缠绕模式(例如顺时针缠绕、逆时针缠绕、倾斜缠绕等)的约束或限制。
[0168]
具体地,第一螺旋层600的厚度th可以等于或小于碳纤维层200的总厚度的5%,以确保由第一螺旋层600实现的结构刚度并且使压力容器10的厚度和重量的增加最小化。
[0169]
在这种情况下,碳纤维层200的总厚度wt可以理解为碳纤维层200在柱形部分110的径向方向上的最大厚度。
[0170]
例如,假设构成碳纤维层200的层(例如,第一螺旋层、第一环形层、第二螺旋层和第三环形层)的总厚度wt为20mm,则第一螺旋层600的厚度th可以形成为1mm或更小。
[0171]
第一环形层300被设置为围绕柱形部分110的外周表面的一部分。
[0172]
作为参考,在本公开的实施例中,第一环形层300可被定义为这样的层,该层用于(确保结构刚度)抵抗施加到柱形部分110的应力中的主要在周向方向上施加的应力(例如,
最大环向应力)。
[0173]
例如,在衬套100的外表面上设置有第一螺旋层600的情况下,在第一螺旋层600的外表面上可以形成第一环形层300以围绕柱形部分110的外周表面的一部分。
[0174]
第一环形层300可以是通过使用常用的缠绕装置将碳纤维复合材料缠绕在柱形部分110的外表面(外周表面)周围来形成的,碳纤维复合材料是通过用环氧树脂、热固性树脂等浸渍碳纤维而制成的。
[0175]
例如,第一环形层300可以是通过将碳纤维复合材料以相对于柱形部分110的轴线成89
°
至91
°
的缠绕角(第一缠绕角)围绕柱形部分110的外表面缠绕而形成的。根据本公开的另一实施例,第一环形层可以是通过以相对于柱形部分的轴线成85
°
至89
°
的缠绕角来缠绕碳纤维复合材料而形成的。
[0176]
具体地,第一环形层300的第一厚度t1可以形成为能够抵抗施加到柱形部分110的最大环向应力。第一环形层300的第一厚度t1可以根据所需条件和设计规范(例如,压力容器的结构和尺寸)而进行多种改变。
[0177]
第二环形层400被设置为围绕柱形部分110的外周表面的其他部分。
[0178]
作为参考,在本公开的实施例中,第二环形层400可被定义为这样的层,该层用于(确保结构刚度)抵抗施加到柱形部分110的应力中的主要在周向方向上施加的应力(环向应力)。
[0179]
第二环形层400可以是通过使用常用的缠绕装置将碳纤维复合材料缠绕在柱形部分110的外表面(外周表面)周围来形成的,该碳纤维复合材料是通过用环氧树脂、热固性树脂等浸渍碳纤维而制成的。
[0180]
例如,第二环形层400可以是通过将碳纤维复合材料以相对于柱形部分110的轴线成89
°
至91
°
的缠绕角(第二缠绕角)围绕柱形部分110的外表面缠绕而形成的。根据本公开的另一实施例,第二环形层可以是通过以相对于柱形部分的轴线成85
°
至89
°
的缠绕角来缠绕碳纤维复合材料而形成的。
[0181]
具体地,第二环形层400的厚度形成为在从柱形部分110到侧面部分120的方向上逐渐减小。更具体地,第二环形层400的厚度可以在从柱形部分110到侧面部分120的方向上线性地减小。
[0182]
根据本公开的实施例,第一环形层300被设置为围绕柱形部分110的中心区域,第二环形层400被设置为围绕柱形部分110的两个边缘区域,第一环形层300介于这些第二环形层之间。
[0183]
具体地,第一环形层300的中心对应于柱形部分的中心c,第一环形层300的长度为柱形部分110的长度l的40%至60%,并且第二环形层400的长度为柱形部分110的长度l的20%至30%。
[0184]
更具体地,第一环形层300的中心对应于柱形部分110的中心c,并且第一环形层300的长度l1由以下等式1定义:
[0185]
[等式1]
[0186]
l1=l/2,
[0187]
其中l是柱形部分110的长度。
[0188]
此外,第二环形层400的长度l2由以下等式2定义:
[0189]
[等式2]
[0190]
l2=l/4,
[0191]
其中l是柱形部分110的长度。
[0192]
根据本公开的实施例,第二环形层400被设置为具有直角三角形截面,该直角三角形截面的高度h对应于第一环形层300的厚度,并且直角三角形截面的斜边hl和底边之间的角度θ可以满足以下等式3:
[0193]
[等式3]
[0194]
tanθ=h/l2,
[0195]
其中,h是直角三角形截面的高度,l2是第二环形层的对应于直角三角形截面的底边的长度。
[0196]
这是由于施加到柱形部分110的中心区域(其中形成有第一环形层的区段)的环向应力最大,而施加到柱形部分110的两个边缘区域(其中形成有第二环形层400的区段)的环向应力随着距侧面部分120的距离减小而逐渐减小的事实。
[0197]
施加到柱形部分110的应力(环向应力)在柱形部分110的全部区段上是不均匀的。
[0198]
即,参照图7,可以确定,在柱形部分110的中心区域(与柱形部分中心c的距离为0.00米至0.50米的区域)中,施加到柱形部分110的应力(环向应力)高,并且在柱形部分110的边缘区域(与柱形部分中心的距离为0.50米至1.00米的区域)中,施加到柱形部分110的应力(环向应力)随着与侧面部分120的距离减小而逐渐减小。
[0199]
具体地,可以确定,应力(最大环向应力)集中在柱形部分110的中心区域(与柱形部分中心的距离为0.00米至0.50米的区域)中,并且应力(环向应力)在柱形部分110的边缘区域(与柱形部分中心的距离为0.50米至1.00米的区域)中迅速减小。
[0200]
在本公开的如上所述的实施例中,在施加相对高的环向应力的区段(在柱形部分的集中有环向应力的中心区域)中形成的第一环形层300的厚度大,而在施加相对低的环向应力的区段(在柱形部分的边缘区域)中形成的第二环形层400的厚度随着距侧面部分120的距离减小而逐渐减小。因此,可以确保足够的结构刚度来抵抗施加到柱形部分110的环向应力,并且就第二环形层400的厚度减小的方面来说,可以使得用于形成第二环形层400的碳纤维复合材料的使用量减小。因此,可以获得减轻压力容器10的重量和降低制造成本的有利效果。
[0201]
此外,根据本公开的实施例,在施加相对高的环向应力的区段中形成的第一环形层300的厚度较大,而在施加相对低的环向应力的区段中形成的第二环形层400的厚度随着距侧面部分120的距离减小而逐渐减小,从而可以减小施加到柱形部分110的应力的差值(可以使应力更加均匀)。因此,可以获得使施加到柱形部分110的易坏区段(例如,中心区域)的应力减小以及进一步提高安全裕度的有利效果。
[0202]
如上所述,由于从整体上使施加到柱形部分110的应力更加均匀(差值减小),因此,与现有技术的压力容器(在该压力容器中叠层有作为整体的具有恒定厚度的环形层和螺旋层)相比,可以获得将压力容器10的效率(标准化效率)提高约18%的有利效果,如图8所示。
[0203]
作为参考,在本公开的实施例中,第一环形层300和第二环形层400的形成顺序和方法可以根据所需条件和设计规范而进行多种改变,并且本公开不受第一环形层300和第
二环形层400的形成顺序和方法的约束或限制。
[0204]
例如,第一环形层300和第二环形层400可以是通过同一缠绕工艺连续形成的。更具体地,参考图6,随着缠绕夹具20在衬套100的纵向方向(柱形部分的纵向方向)上直线移动,碳纤维复合材料以连续形成包括第一环形层300的一部分和第二环形层400的一部分的第一缠绕层(第一层)的方式来缠绕在柱形部分的外周表面周围,然后在第一缠绕层的外表面上层叠第二缠绕层(第二层),该第二缠绕层(在柱形部分的纵向方向上)的长度比第一缠绕层的短。以这种方式,对长度在柱形部分的径向方向上向外逐渐减小的n个缠绕层进行层叠(第n层层叠在柱形部分的最外周表面上),从而可以形成第一环形层300和第二环形层400。
[0205]
根据本公开的实施例,压力容器10可以包括第二螺旋层700,该第二螺旋层形成为围绕第一环形层300的外表面、第二环形层400的外表面以及侧面部分120的外表面(或第一螺旋层的外表面)。
[0206]
作为参考,在本公开的实施例中,第二螺旋层700可被定义为这样的层,该层设置成确保结构刚度以用于抵抗施加到柱形部分110的应力中的主要在纵向方向上的扭转和应力。
[0207]
第二螺旋层700可以是通过使用常用的缠绕装置将碳纤维复合材料缠绕在第一环形层300的外表面、第二环形层400的外表面和侧面部分120的外表面(或第一螺旋层的外表面)周围来形成的,该碳纤维复合材料是通过用环氧树脂、热固性树脂等浸渍碳纤维而制成的。
[0208]
例如,第二螺旋层700可以是通过将碳纤维复合材料以相对于柱形部分110的轴线成45
°
至88
°
的缠绕角围绕柱形部分110的外表面缠绕而形成的。
[0209]
根据本公开的实施例,压力容器10可以包括第三环形层500,该第三环形层形成为覆盖第二螺旋层700的外表面。
[0210]
例如,第三环形层500的长度形成为比第一环形层300长,并且第三环形层500形成为覆盖第一环形层300的全部区域并部分地覆盖第二环形层400的部分区域。根据本公开的另一实施例,第三环形层的长度可以形成为与第一环形层的长度(在柱形部分的纵向方向上)相对应。
[0211]
作为参考,在本公开的实施例中,第三环形层500可被定义为这样的层,该层设置成增强结构刚度以用于抵抗施加到柱形部分110的应力中的主要在周向方向上的施加的应力。
[0212]
第三环形层500可以是通过使用常用的缠绕装置将碳纤维复合材料缠绕在第二螺旋层700的外表面(外周表面)周围来形成的,该碳纤维复合材料是通过用环氧树脂、热固性树脂等浸渍碳纤维而制成的。
[0213]
例如,第三环形层500可以是通过将碳纤维复合材料以相对于柱形部分110的轴线成89
°
至91
°
的缠绕角围绕第二螺旋层700的外表面缠绕而形成的。根据本公开的另一实施例,第三环形层可以是通过以相对于柱形部分的轴线成85
°
至89
°
的缠绕角来缠绕碳纤维复合材料而形成的。
[0214]
具体地,第三环形层500的第二厚度t2可以设置为小于第一环形层300的第一厚度t1。
[0215]
例如,第一环形层300的厚度可以设置为具有等于或大于预设的参考环形层厚度的90%。
[0216]
作为另一示例,第三环形层500的厚度可以设置为小于预设的参考环形层厚度的10%。
[0217]
在这种情况下,参考环形层厚度可以定义为全部环形层的厚度(第一环形层的厚度+第三环形层的厚度),该全部环形层的厚度被定义为在柱形部分110的径向方向上并且被设置为抵抗施加到衬套100的最大环向应力(例如,基于对压力容器造成损坏的环向应力)。
[0218]
例如,假设参考环形层厚度为10mm,第一环形层的厚度300可以形成为9mm或更大,第三环形层500的厚度可以形成为小于1mm。
[0219]
同时,缠绕在衬套100的外表面周围的碳纤维层200(例如,第一螺旋层、第一环形层、第二环形层和第二螺旋层)可以通过随后的热处理工艺而固化。
[0220]
在本公开的上面描述并示出的实施例中,已经描述了包括单个碳纤维层的示例,该单个碳纤维层包括第一环形层、第二环形层和第二螺旋层。然而,根据本公开的另一实施例,压力容器可以包括多个碳纤维层。
[0221]
例如,参考图9,压力容器10可以包括:衬套100,该衬套包括柱形部分110以及设置在柱形部分110的两端处的圆顶状的侧面部分120;以及碳纤维层200、200'和200",这些碳纤维层包括:第一环形层300、300'和300",被设置为围绕柱形部分110的外周表面的一部分;第二环形层400、400'和400",被设置为围绕柱形部分110的外周表面的其他部分,并且每个第二环形层的厚度都在从柱形部分110到侧面部分120的方向上逐渐减小;以及第二螺旋层700、700'和700",被设置为围绕第一环形层300、300'和300"的外表面、第二环形层400、400'和400"的外表面和侧面部分120的外表面,其中,多个碳纤维层200、200'和200"可以是(沿衬套的径向方向)层叠的。
[0222]
层叠碳纤维层200、200'和200"的数量可以根据所需条件和设计规范而进行多种改变,并且本公开不受层叠的碳纤维层200、200'和200"的数量的约束或限制。
[0223]
以下,将描述在衬套100的外表面上层叠三个碳纤维层200、200
′
、200
″
的示例。根据本公开的另一实施例,可以在衬套的外表面上层叠两个碳纤维层,或者可以在衬套的外表面上层叠四个或更多个碳纤维层。
[0224]
此外,根据本公开的另一实施例,即使在多个碳纤维层200、200'和200"层叠的情况下,碳纤维层200、200'和200"中的每一个也都可以包括第一螺旋层600(见图5)和第三环形层500(见图5)。换言之,可以层叠多个包括第一环形层、第二环形层、第三环形层、第一螺旋层和第二螺旋层的碳纤维层。
[0225]
具体地,分别构成碳纤维层200、200'和200"的第一环形层300、300'和300"与第二环形层400、400'和400"的总长度la1、la2和la3可以在衬套100的径向方向上向外逐渐减小(la1》la2》la3)。
[0226]
即,第一环形层300与第二环形层400(它们构成通过第一缠绕工艺(初级缠绕工艺)形成的碳纤维层200)可以具有第一长度la1,第一环形层300'与第二环形层400'(它们构成由随后的第二缠绕工艺(二级缠绕工艺)形成的碳纤维层200')可以具有小于第一长度la1的第二长度la2,并且第一环形层300"与第二环形层400"(它们构成由最后的第三缠绕
工艺(三级缠绕工艺)形成的碳纤维层200")可以具有小于第二长度la2的第三长度la3。
[0227]
如上所述,由于构成碳纤维层200、200'和200"的第一环形层300、300'和300"与第二环形层400、400'和400"的总长度la1、la2和la3可以在衬套100的径向方向上向外逐渐减小(la1》la2》la3),所以可以确保足够的结构刚度来抵抗施加相对高的环向应力的区段中的环向应力,并且可以在施加相对低的环向应力的区段中减小碳纤维复合材料的使用量。因此,可以获得提高压力容器10的氢重量效率(wt.%)的有利效果。
[0228]
根据本公开的另一实施例,多个包括第一环形层和第二环形层的碳纤维层可以在衬套的径向方向上层叠,并且这些分别构成碳纤维层的第一环形层和第二环形层的总长度可以彼此相等(例如,la1=la2=la3)。
[0229]
虽然上文已对实施例进行了描述,但这些实施例仅是说明性的并不旨在限制本公开。本领域的技术人员可以理解,在不脱离本实施例的本质特征的情况下,可以对这些实施例进行上文并未描述的各种修改和改变。例如,可以对实施例中具体描述的各个组成元件进行修改然后进行工作。此外,与修改和改变相关的差异应被解释为包括在由所附权利要求限定的本公开的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1