一种超临界二氧化碳循环发电机组工质回收系统的制作方法
1.本实用新型涉及超临界二氧化碳循环发电机组技术领域,特别涉及一种超临界二氧化碳循环发电机组工质回收系统。
背景技术:
2.超临界二氧化碳(简称s
‑
co2)循环在20世纪50~60年代提出。近10年来,许多国家投入了较大人力、物力研究s
‑
co2循环,使其成为行业热点。这一发展趋势一方面与人类高效灵活利用各种能源并降低环境污染有关,另一方面主要是以水蒸汽为工质的朗肯循环发展受金属材料等因素限制进入瓶颈期,co2作为一种无毒、无色无味、不可燃及自然界极易获取的工质,备受青睐。
3.与常规火电机组不同,s
‑
co2循环发电机组配备了完整的以co2为工质的液化储罐、加压泵、蒸发器、缓冲罐、稳压罐、高压储罐及附属设备,这一系列设备构成了整个co2工质的存储、充排及监测系统,为s
‑
co2循环发电机组提供稳定、可靠、符合工艺系统要求参数的co2工质。但是现有的关于s
‑
co2循环发电机组的文献中很少能看到co2工质回收装置。
4.s
‑
co2循环发电机组核心设备包括主压缩机、高低压透平及其辅助设备。与常规火电机组不同的是,主压缩机轴端密封采用co2气体作为密封气,高低压透平轴端密封同样采用co2气体作为密封气,类似于火电机组的汽轮机轴封蒸汽。当压缩机或者透平启动前,首先需要充入特定温度、压力的co2气体,称作干气密封气体。为了启动初期快速满足干气密封气的温度,除了设置干气密封电热油加热装置外,实际操作中需要通过压缩机缸体及管道大量外排来提升干气密封气温度,造成大量co2气体浪费。另外当充装有co2气体的各种储罐出现检修、或者系统压力超限时均需要将大量co2外排,加剧系统工质的浪费。大量co2气体的外排一方面直接造成客观的经济损失,另一方面co2气体积聚在小空间会引起极大的安全风险、同时造成环境的温室气体污染。
技术实现要素:
5.为了克服上述现有技术的不足,本实用新型的目的在于提供一种超临界二氧化碳循环发电机组工质回收系统,该系统在co2工质的存储、充排及监测的基础上,集成了co2工质回收系统,构成了一个完整的流程。新co2工质回收系统包含了收集、加压、冷却液化、排污、及输送等不同的功能单元,能够实现s
‑
co2循环发电机组在启动及运行过程中近零排放,显著降低了因co2气体排放造成的经济损失,有效防范了现场作业的安全风险。
6.为了实现上述目的,本实用新型采用的技术方案是:
7.一种超临界二氧化碳循环发电机组工质回收系统,包括液态储罐1,所述的来自液态储罐1的co2工质通过低温活塞式加压泵a2增压后进入蒸发器3,所述蒸发器3水侧配置有一个循环水泵4;所述co2工质经过蒸发器3加热气化后依次进入缓冲罐5、稳压罐6,所述稳压罐6中引出一个支路接入高压储罐7,高压储罐7的出口跟电热油加热器h相连,所述电热油加热器h输出端通过压缩机干气密封管线i连接压缩机8,通过供透平机干气密封管线ii
连接透平机9,所述压缩机8通过压缩机排气管线iii连接回收罐a10,所述透平机9通过透平机排气管线iv连接回收罐b11,所述的回收罐a10和回收罐b11输出端汇合后连接液态储罐1。
8.所述压缩机8的缸体排气、管道排气、干气密封漏气汇总至压缩机排气管线iii。
9.所述的透平机9的碳环保护气、缸体排气、干气密封漏气汇总至透平机排气管线iv。
10.所述透平机排气管线iv的输入端连接排气管线v,所述排气管线v上设置有气动关断阀31和逆止阀27,所述排气管线v上连通有自系统放空管道来气、自各储罐检修排气。
11.所述的排气管线iii和排气管线iv之间设置用于隔离的常关气动阀37。
12.所述回收罐a10与回收罐b11结构相同,所述的回收罐a10上设置有抽真空泵16及配套的进口关断阀32,用于工质回收前罐体抽真空;所述的回收罐a10上工质压缩装置,并配备压缩电机20,所述的回收罐a侧面设置工质冷却装置18,所述的回收罐a10带有排污池14,通过底部排污阀34控制开关。
13.所述的回收罐a10与工质回收进口管线上依次设置有逆止阀22和调节阀28,用于控制进入回收罐a的气体参数。
14.所述的回收罐a10底部与输送泵b42相连,将加压液化后的工质通过逆止阀24、调节阀30重新送入液态储罐1。
15.所述的输送泵b42出口并列设置一路管线,通过调节阀36、逆止阀26直接接至蒸发器3入口,当回收罐a10中气体压力、温度满足蒸发器进气要求时,直接送入,不再进入液态储罐1。
16.一种超临界二氧化碳循环发电机组工质回收系统的控制方法,包括以下步骤:
17.压缩机8排气侧的工质回收控制:
18.压缩机8排气侧的工质回收主要在压缩机8启动初期及停机后进行,压缩机8启动初期,需要将高压储罐7中co2工质引入一电热油加热器h进行加热,加热后的co2工质由供气管线i进入压缩机干气密封盘站,将供气管线i中存在的大量无法加热的冷co2工质引入压缩机8,通过压缩机缸体排气阀39及出口管道放空阀38排出,排出的这部分气体汇总至压缩机排气管线iii,并经由逆止阀22、调节阀28进入回收罐a;
19.压缩机8停机后,按照正常的停机保护逻辑,压缩机出口管道放空阀38联锁打开,大量高温高压的co2工质进入排气管线iii,并最终进入回收罐a10中;
20.透平机9排气侧的工质回收控制:
21.透平机9排气侧的工质回收同样在透平启动初期及停机后进行,将高压储罐7中co2工质引入电热油加热器h进行加热,加热后的co2工质由供气管线ii进入透平机干气密封盘站,将供气管线ii中存在的大量无法加热的低温co2工质引入透平机9,通过透平机碳化保护排放阀40及缸体放空阀41排出,排出的这部分气体汇总至透平机排气管线iv,并经由逆止阀23、调节阀29进入回收罐b11;
22.来自系统放空管道来气与来自各储罐检修排气汇总至排气放空管线v,并由气动阀31和逆止阀27进行控制,既可以进入稳压罐a,也可以进入稳压罐b,根据系统的实际情况选择排放;
23.回收罐a10的控制:
24.回收罐a10在进行工质回收前,首先打开气动阀32,启动真空泵16,将回收罐a10中抽成真空,当回收罐a10中压力表p
a
显示
‑
80kpa以上时,表征抽真空完成,自动关闭气动阀32,联锁停真空泵16,回收罐a10抽真空完成,此时打开回收罐a10的进气调节阀,将排气管线iii中的气体引入回收罐a10中,并实时监视罐体中压力p
a
,当p
a
压力达到4.5mpa后,启动回收罐a10的压缩电机20,对回收的工质进行压缩,同时投入回收罐a10的冷却装置18,将压缩后的工质冷却至8℃(4.5mpa的co2对应的液相点为9.9℃)以下,温度传感器实时监视工质的温度,工质经压缩、冷却后成为液体,此时启动输送泵b42,将液化后的co2工质输送至液态储罐1,完成整个工质的回收;
25.在回收罐a10首次启动前,利用通入的co2工质对回收罐a10进行吹扫,并通过气动阀34吹扫至排污池a14中,回收罐底部每8小时开排放阀1min进行底部疏水疏气,当液态储罐1发生故障或者输送泵b42出口的压力与液态储罐1压力不匹配时,通过调节阀36将回收罐a10中的液态工质直接送至蒸发器3中;
26.回收罐b11的控制类同上述回收罐a10的控制方法,通过打开关断阀37,将压缩机排空管线iii和透平机排空管线iv合并在一起,根据实际需要分别送入不同的回收罐中,当实际使用中,当其中的一个罐体出现故障时,通过进口调节阀切断进气,启动另外一个罐体回收工质。
27.所述压缩机排气放空管线iii和透平机排气放空管线iv之间设置有一气动关断阀37,该阀为常闭阀,用于隔离管线的排气。
28.本实用新型的有益效果:
29.1)在常规s
‑
co2循环发电系统工质存储、充排及监测的基础上,集成了co2工质回收系统,组成了整个完整的流程。
30.2)co2工质回收系统包含了收集、加压、冷却液化、排污及输送等不同的功能单元,能够实现s
‑
co2循环发电机组在启动及运行过程中近零排放,显著降低了因co2气体排放造成的经济损失,有效防范了现场作业的安全风险,减少了温室气体污染。
31.3)回收系统并列设置两列回收罐,不仅增加了工质回收的数量,同时在使用上更加具有灵活性。具有故障切除、交互投运、运行参数实时监视等特点。
32.4)回收罐配置的真空泵,在工质回收前可将罐体抽取
‑
80kpa以上真空,真空达到设定值时,真空泵联锁停运,入口气动门联锁关闭,保证了回收二氧化碳的纯度。
33.5)回收罐配置有底部排污池,不仅可用于首次回收时罐体的吹扫,而且在使用过程中可随时配合罐体泄压、疏水疏气。
34.6)自动排污:回收罐底部每8小时开排放阀1min进行底部疏水、疏气。
35.7)回收罐内纯度监测合格后开始压缩、冷却,纯度不合格时优先排放。
36.8)回收罐上配置的温度、压力及纯度监测装置可实现在整个回收过程中中实时显示,并作为设备控制的依据。
附图说明
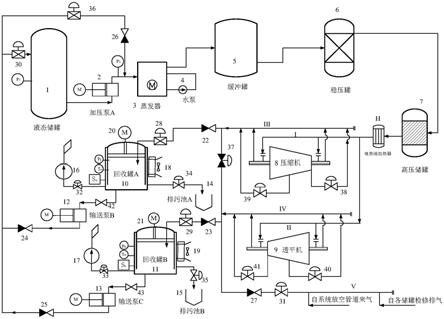
37.图1为本实用新型流程示意图。
38.图中:1、液态储罐;2加压泵;3、蒸发器;4、水泵;5、缓冲罐;6、稳压罐;7、高压储罐;8、压缩机;9、透平机;10、回收罐a;11、回收罐b;12、低温输送泵b;13、低温输送泵c;14、15排
污池;16、17回收罐的抽真空泵;18、19冷却装置;20、21回收罐压缩电机;22、23、24、25、26、27逆止阀;28、29、30、36调节阀;31、32、33、34、35、37为气动关断阀;38、压缩机出口管道放空阀;39压缩机缸体排放阀;40、透平机碳环保护排放阀;41、透平机缸体排放阀;42、输送泵b的入口手动阀;43、输送泵c的入口手动阀。
39.i为高压储罐供压缩机干气密封供气管线;ii为高压储罐供透平机干气密封供气管线;iii为压缩机干气密封排气管线;iv为透平机干气密封排气管线;v为系统放空管线及各储罐检修排气构成的管线;h为电热油加热器。p
a
为稳压罐a中工质的压力测点,t
a
为稳压罐a中工质的温度测点,s
a
为稳压罐a中工质的纯度测点,p
b
为稳压罐b中工质的压力测点,t
b
为稳压罐b中工质的温度测点,s
b
为稳压罐b中工质的纯度测点,p1为液态储罐的压力,p2为蒸发器入口压力。
具体实施方式
40.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
41.如图1所示,在一个常规的s
‑
co2循环发电机组中,来自液态储罐1的co2工质通过低温活塞式加压泵a增压后进入蒸发器3,利用蒸发器3中的水浴式电加热器进行加热气化,蒸发器3水侧配置有一个循环水泵4;经过加热气化后的co2工质依次进入缓冲罐5、稳压罐6,稳压罐6作为s
‑
co2循环发电机组的进气循环单元,需要维持稳定的进气压力。从稳压罐6中引出一个支路接入高压储罐7,高压储罐7与电热油加热器h相连,通过h可设定进入压缩机和透平供干气密封的气体温度。在机组启动及停机时,高压储罐7中的气体经电热油加热器h加热至设定温度后通过供压缩机干气密封管线i和供透平机干气密封管线ii分别供入压缩机8和透平机9,进入压缩机8的干气密封气体,一部分通过泄漏管线排出,另一部分为了满足进入压缩机气体温度的要求,直接从压缩机8的缸体排气及出口管道上排出,直接排放至大气。进入透平机9的类似。另外在机组运行中,来自系统放空管道的来气和来自各储罐检修的排气同样直接排至大气。
42.在本实用新型中,压缩机8的放空管线iii、透平机的放空管线iv及来自系统放空管道来气、来自各储罐检修排气总管线v合并在一起,汇成一根总的放空管线,分别引入10回收罐a和11回收罐b。回收的工质在回收罐a/b中加压、冷却液化后经输送泵12/13、逆止阀24/25、调节阀30回收进入液态储罐1,另一部分经调节阀36、逆止阀26进入蒸发器入口,完成整个工质的回收。
43.以回收罐a10为例,完整的回收装置包含有真空泵16及控制阀32、罐体压缩机20、排污池14及控制阀34、回收罐冷却装置18、用于加压液化后工质回流的输送泵b、实时监视回收罐参数的温度测点t
a
、压力测点p
a
和纯度测点s
a
、用于控制工质回收的逆止阀22及进口调节阀28。
44.回收罐b具有同样的结构。
45.所述的压缩机8的缸体排气(由气动阀39控制)、出口管道排气(由气动阀38控制)、干气密封漏气汇总至压缩机排气管线iii。
46.所述的透平机9的碳环保护气(由气动阀40控制)、缸体排气(由气动阀41控制)、干气密封漏气汇总至透平机排气管线iv。
47.所述的自系统放空管道来气、自各储罐检修排气汇总至排气管线v。
48.所述的排气管线iii和排气管线iv中间设置一常关的隔离阀37,用于隔离。
49.所述的排气管线v通过气动关断阀31、逆止阀27并入排气管线iv。
50.所述的回收罐a带有真空泵16及配套的进口关断阀32,用于工质回收前罐体抽真空。
51.所述的回收罐a带有工质压缩装置,并配备压缩电机20,当罐体压力达到一定静压后开始压缩。
52.所述的回收罐a带有工质冷却装置18,可在工质压缩过程中降低温度,使其压缩冷却液化。
53.所述的回收罐a带有排污池14,通过底部排污阀34控制开关,在回收罐加压之前进行系统排污。
54.所述的回收罐a底部与输送泵b相连,将加压液化后的工质通过逆止阀24、调节阀30重新送入液态储罐1。
55.所述的输送泵b出口并列设置一路管线,通过调节阀36、逆止阀26直接接至蒸发器3入口,当回收罐a中气体压力、温度满足蒸发器3进气要求时,直接送入蒸发器3,不在进入液态储罐1。
56.所述的回收罐a与工质回收进口管线上依次设置有逆止阀22和调节阀28,用于控制进入回收罐a的气体参数。
57.所属的回收罐a上设置有用于回收工质参数监视的压力测点p
a
、温度测点t
a
、纯度测点s
a
,用于控制的液态储罐测点p1、蒸发器进口测点p2。
58.所述的回收罐b与上述回收罐a控制方法与系统配置一致,保护范围也一致。
59.(1)进入压缩机8中干气密封气的回收控制:
60.来自高压储罐7中的低温co2工质首先送至电热油加热器h,设定加热器出口气体温度85~95℃。为了提高低温co2工质的温度及排放管道中已存在的气体,将加热器h出口的气体通过干气密封供气管线i通入压缩机腔室,同时打开压缩机缸体排气阀39及压缩机出口管道排放阀38,将压缩机8中引入的气体全部排放至排气管线iii中,最终通过逆止阀22、调节阀28进入回收罐a中。
61.(2)进入透平机9中干气密封气的回收控制:
62.来自高压储罐7中的低温co2工质送至电热油加热器h,设定加热器出口气体温度120~135℃。需要说明的是压缩机干气密封气与透平干气密封气不会同时投运,因此可以分别设置出口气体的温度。为了提高低温co2工质的温度及排放管道中已存在的气体,将加热器h出口的气体通过干气密封供气管线ii通入透平机腔室,同时打开透平机碳环保护排气阀40及透平机缸体排放阀41,将透平机9中引入的气体全部排放至排气管线iv中,最终通过逆止阀23、调节阀29进入回收罐b中。
63.(3)排气管线v的回收控制:
64.当机组停运后,进行更换滤网或者设备检修时(包括各储罐的检修),需要将系统中所有的工质放空。首先将系统放空来气及各储罐检修排气引入排气管线v中,并通过气动
关断阀31及逆止阀27并入回收罐b入口逆止阀23前,由回收罐b的进口调节阀29控制,进入回收罐b中。当回收罐b出现异常无法回收时,打开关断阀37,将排气管线v中的气体并入排气管线iii,最终回收至回收罐a。
65.(4)回收罐a中真空泵16的控制:
66.在工质回收前,关闭进口调节阀28,关闭罐体排污阀34,关闭输送泵b的入口手动阀42,开启真空泵入口关断阀32,启动真空泵16。真空泵启动正常后密切监视回收罐a的压力p
a
,当p
a
<
‑
80kpa时,联锁关闭真空泵入口关断阀32,停运真空泵16。
67.(5)回收罐a中压缩装置电机20的控制:
68.当回收罐a抽取真空至
‑
80kpa以上时,真空泵16停运,关断阀32关闭。输送泵b入口手动阀42保持关闭,排污阀34保持关闭,设定回收罐a入口调节阀28压力自动,跟踪罐体压力点p
a
,设置压力定值4.5mpa。当p
a
达到4.5mpa时,压缩装置电机20启动,对回收罐a中回收的工质进行压缩。压缩装置电机20启动后,联锁启动冷却装置18,最终将回收罐中回收的工质进行压缩、冷却液化。当回收罐a中工质压力经压缩至p
a
>p1+0.5时,停运压缩装置电机20。
69.(6)回收罐a排污阀的控制:
70.在回收罐首次启动前,利用通入的co2工质对回收罐进行吹扫,并通过气动阀34吹扫至排污池a中,排放阀34还具有紧急泄压及罐体疏水、疏气的功能。为了防止回收的循环工质中带有水蒸汽等杂质,增加了回收罐自动排污功能,即回收罐底部每8小时打开排放阀34,并保持1min进行底部疏水、疏气。
71.(7)回收罐a配套的输送泵b的控制:
72.当回收罐a中工质压力p
a
>p1+0.5时,压缩装置电机20停运。打开输送泵b入口手动阀42,开启液态储罐1的进口调节阀30,保持10~50%开度,手动可调,此时启动输送泵,将回收罐中的液态co2工质回收至储罐1中。
73.当液态储罐1出现故障或者压力不匹配,且p
a
>p2+0.5时,可将输送泵b出口的回收工质通过调节阀36、逆止阀26直接送至蒸发器入口。
74.(8)回收罐b及配套设备的控制同上述(4)~(6)中回收罐a的控制类同。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1