一种自动灌装搬运装置的制作方法
1.本实用新型涉及香膏设备生产技术领域,尤其是指一种自动灌装搬运装置。
背景技术:
2.香膏产品是一种半固态的树脂样物质,通常它的生产是先将香膏液体原料注入包装容器中,之后进行冷却成型。现有的香膏灌装设备一般采用单线输送,即将香膏包装瓶依次放入生产线上,然后逐个进行液体原料的灌装,最后再集中进行冷却。这种生产设备一般占地面积比较大,而且冷却设备也无法与灌装生产线形成一套紧密的生产线,生产效率不高。
3.因此,有必要设计一种能与后续设备紧密衔接且生产效率高的自动灌装搬运装置。
技术实现要素:
4.为此,本实用新型所要解决的技术问题在于克服现有技术的缺陷,提供一种自动灌装搬运装置,能够与冷却设备紧密衔接,提高生产效率。
5.为解决上述技术问题,本实用新型提供了一种自动灌装搬运装置,包括压盖组件、灌装组件、搬运组件;
6.所述压盖组件包括第一驱动源和压盖触手,所述第一驱动源连接所述压盖触手,所述第一驱动源驱动压盖触手对产品包装瓶完成压盖操作,;
7.所述灌装组件包括x轴滑块机构、第一z轴滑块机构和灌装枪,所述x轴滑块机构包括x轴滑块和第二驱动源,所述第二驱动源连接所述x轴滑块,所述x轴滑块上设置有所述第一z轴滑块机构,所述第一z轴滑块机构包括第一z轴滑块和第三驱动源,所述第三驱动源连接所述第一z轴滑块,所述第一z轴滑块连接所述灌装枪,利用所述灌装枪对压盖完成后的产品包装瓶进行灌装;
8.所述搬运组件包括y轴滑块机构、第二z轴滑块机构和机械抓手,所述y轴滑块机构包括y轴滑块和第四驱动源,所述第四驱动源连接所述y轴滑块,所述y轴滑块上设置有所述第二z轴滑块机构,所述第二z轴滑块机构包括第二z轴滑块和第五驱动源,所述五驱动源滑动连接第二z轴滑块,所述第五驱动源的一端连接所述机械抓手,所述机械抓手用于将灌装好的产品进行搬运。
9.在本实用新型的一个实施例中,还包括机架,所述机架设置有压盖横杆、灌装横杆和搬运横杆,所述第一驱动源连接所述压盖横杆,所述第二驱动源连接所述灌装横杆,所述第四驱动源连接所述搬运横杆。
10.在本实用新型的一个实施例中,所述第二驱动源设置有第一限位器,所述x轴滑块设置有第一限位条,所述第一限位条和所述第一限位器配合使用。
11.在本实用新型的一个实施例中,所述第三驱动源有第二限位器,所述第一z轴滑块设置有第二限位条,所述第二限位条和所述第二限位器配合使用。
12.在本实用新型的一个实施例中,所述第四驱动源设置有第三限位器,所述y轴滑块设置有第三限位条,所述第三限位条和所述第三限位器配合使用。
13.在本实用新型的一个实施例中,所述第五驱动源设置有第四限位器,所述第二z轴滑块设置有第四限位条,所述第四限位条和所述第四限位器配合使用。
14.在本实用新型的一个实施例中,所述第一z轴滑块设置有枪组固定板,所述灌装枪通过所述枪组固定板固定。
15.在本实用新型的一个实施例中,所述机架设置有灌装管路支撑架,所述灌装管路支撑架的一端位于灌装组件上方。
16.在本实用新型的一个实施例中,所述机械抓手设置有控制其抓取和释放的开合动力源。
17.在本实用新型的一个实施例中,所述机械抓手包括抓手框架和抓手块,所述抓手块嵌设在抓手框架内。
18.本实用新型的上述技术方案相比现有技术具有以下优点:
19.本实用新型提供一种自动灌装搬运装置,整体结构简单紧凑,其采用相对集成的方式将压盖工序和灌装工序完成,且能够通过移载单元与后续设备紧密衔接,在占地面积较小的情况下还能有效提高生产效率。
附图说明
20.为了使本实用新型的内容更容易被清楚的理解,下面根据本实用新型的具体实施例并结合附图,对本实用新型作进一步详细的说明,其中
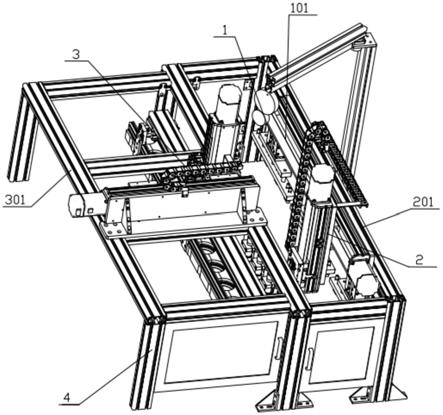
21.图1是本实用新型的整体结构示意图。
22.图2是本实用新型压盖组件的结构示意图。
23.图3是本实用新型灌装组件的结构示意图。
24.图4是本实用新型灌装组件另一视角的结构示意图。
25.图5是本实用新型搬运组件的结构示意图。
26.图6是本实用新型搬运组件另一视角的结构示意图。
27.图7是本实用新型机械抓手的结构示意图。
28.说明书附图标记说明:1、压盖组件;101、压盖横杆;102、第一驱动源;103、压盖触手;2、灌装组件;201、灌装横杆;202、x轴滑块机构;203、x轴滑块;204、第二驱动源;205、第一z轴滑块机构;206、第一z轴滑块;207、第三驱动源;208、灌装枪;209、枪组固定板;210、第一限位器;211、第一限位条;212、第二限位器;213、第二限位条;214、灌装枪侧管路进口;215、灌装管路支撑架;3、搬运组件;301、搬运横杆;302、y轴滑块机构;303、y轴滑块;304、第四驱动源;305、第二z轴滑块机构;306、第二z轴滑块;307、五驱动源;308、机械抓手;309、开合动力源;310、第三限位器;311、第三限位条;312、第四限位器;313、第四限位条;315、抓手框架;316、抓手块;4、机架。
具体实施方式
29.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
30.参照图1,本实用新型提供一种自动灌装搬运装置,包括压盖组件1、灌装组件2、搬运组件3;
31.还包括机架4,机架4设置有压盖横杆101、灌装横杆201和搬运横杆301,压盖横杆101横跨连接在机架4前段,灌装横杆201横跨连接机架4的中段,搬运横杆301横跨安装在机架4的后段。
32.参照图2所示,压盖组件1包括第一驱动源102和压盖触手103,工作时,第一驱动源102连接压盖横杆101,第一驱动源102驱动压盖触手103对产品包装瓶完成压盖操作后,包装瓶被输送到灌装组件2,具体地,压盖触手103是一个大小与产品包装盒适配的圆柱体;
33.此外,第一驱动源102上还设置有用来感应物料位置的压盖传感器,工作时压第一驱动源102可以通过压盖传感器准确对产品包装盒进行定位并根据相关指令完成压盖操作。
34.参照图3和图4所示,灌装组件2包括x轴滑块机构202、第一z轴滑块机构205和灌装枪208,x轴滑块机构202包括x轴滑块203和第二驱动源204,第二驱动源204固定连接在灌装横杆201上,第二驱动源204连接x轴滑块203,x轴滑块203上设置有第一z轴滑块机构205,第一z轴滑块机构205包括第一z轴滑块206和第三驱动源207,第三驱动源207滑动连接第一z轴滑块206,第一z轴滑块206连接灌装枪208,利用所述灌装枪对压盖完成后的产品包装瓶进行灌装,具体的,第一z轴滑块206设置有枪组固定板209,灌装枪208通过枪组固定板209固定;
35.第二驱动源204设置有第一限位器210,x轴滑块203设置有第一限位条211,第一限位条211和第一限位器210配合使用从而控制灌装枪208的左右移动,第三驱动源207设置有第二限位器212,第一z轴滑块206设置有第二限位条213,第二限位条213和第二限位器212配合使用从而控制灌装枪208的上下移动;
36.此外,灌装枪208上还设置有用来感应物料位置的灌装传感器,可使灌装枪208能精确定位产品包装盒的位置保证原料不外流,更多的,灌装枪208设置有侧管路原料进口214,机架4上设置有灌装管路支撑架215,灌装管路支撑架215的一端位于灌装组件2上方,输送原料的管路顺着灌装管路连接到侧管路原料进口214从而完成灌装原料的输送。
37.参照图5和图6所示,搬运组件包括y轴滑块机构302、第二z轴滑块机构305和机械抓手308,y轴滑块机构302包括y轴滑块303和第四驱动源304,第四驱动源304固定连接在搬运横杆301上,第四驱动源304连接y轴滑块303,y轴滑块303上设置有第二z轴滑块机构305,第二z轴滑块机构305包括第二z轴滑块306和第五驱动源307,第五驱动源307连接第二z轴滑块306,第五驱动源307的一端连接机械抓手308,机械抓手308用于将灌装好的产品进行搬运;
38.第四驱动源304设置有第三限位器310,y轴滑块303设置有第三限位条311,第三限位条311和第三限位器310配合使用从而控制机械抓手308的前后移动,第五驱动源307设置有第四限位器312,第二z轴滑块306设置有第四限位条313,第四限位条313和第四限位器312配合使用从而控制机械抓手308的上下移动,机械抓手308设置有控制其抓取和释放产品的开合动力源309。
39.参照图7所示,机械抓手308包括两端的抓手框架315和两块内嵌的抓手块316,抓手块316并紧时候的形状应正好与产品包装盒适配,根据产品包装盒的不同,抓手块316的
形状可以是椭圆形、方形等。
40.工作时,最前端的第一驱动源102会根据压盖传感器的反馈对需要进行压盖的产品包装盒进行压盖操作,紧接着产品包装盒被输送到灌装组件2的正下方时,灌装枪208接到灌装指令并通过灌装传感器准确感知包装盒的位置,不断调整上下和前后位置完成整组原材料的灌装工序,之后整个物料被搬运组件3通过机械抓手308的夹取和释放投入到下一道工序中。
41.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本实用新型创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1