一种集成电路制造用气体钢瓶接头自锁装置的制作方法
1.本实用新型涉及特种气体容纳钢瓶领域,尤其涉及一种集成电路制造用气体钢瓶接头自锁装置。
背景技术:
2.气体应用系统工程行业虽然是一个小众行业,但它在现代工业中是不可或缺的一部分,其使用范围覆盖集成电路芯片、液晶显示屏、光纤、太阳能电池、生物医药、食品安全、实验科研等多个高新技术的制造领域。特气(特种气体)系统是气体应用系统中的一个非常重要的组成部分,特气大多是易燃易爆、有毒、有腐蚀性、纯度高(超过99.999%)的气体,用于特定需求,如集成电路芯片的制造。特气大多是危险性气体,如高纯氯气cl2具有剧毒性,人体吸入过量氯气会引起呼吸道损伤,严重时会引起急性肺水肿,抢救不及时或不当可能会造成窒息死亡。
3.因为特气的使用量很大,工厂的厂务系统需要频繁更换气瓶,在气瓶更换过程中,必须拆卸气瓶口上的管接头。如果气瓶还在正常供气过程中,操作人员误判断以为需要更换气瓶而拧下气瓶口管接头处的螺母,会导致气瓶内气体泄露,引发安全事故。
4.因此,为了防止特气泄露给操作人员带来伤害,引发安全事故,在集成电路、液晶显示屏制造工厂的所有气体钢瓶都应安装自锁装置,以防止操作人员误操作,提高人员自身安全。目前的自锁装置为采用圆柱形套装结构,在压缩空气的作用下,套筒中的保护挡块伸出对管接头处的螺母进行遮挡,避免操作人员用扳手拧松螺母,防止误拆卸。
5.但是,该自锁装置存在明显缺陷:1)在安装过程中,特气供应管道必须穿过自锁装置的中心才能与气瓶接头连接,安装步骤分先后,没有安装自锁装置前,无法进行特气供应管道的连接,尤其是在缺少自锁装置时,只能推迟特气供应管道与气瓶的管道连接,使得无法进行特气的供应,延误工期;2)由于特气供应管道较细且管壁较薄,在安装自锁装置时,由于需要使用扳手等工具拧紧自锁装置的尾部加以固定,在实际操作过程中,工具容易撞伤特气供应管道,严重的还会破坏管道焊缝造成气体泄漏;3)如果自锁装置因各种异常情况需要维修或更换时,必须关闭气瓶,使气瓶处于不供气状态,才能拆除自锁装置,这样就导致生产设备停止运行,影响正常生产,如果涉及有毒有害气体,按照安全规范,还必须先对拆开的特气供应管道进行彻底氮气吹扫,防止有毒有害气体残留和泄漏造成安全事故,然后才能进行自锁装置的拆除工作,对生产和工作效率造成不利影响。
6.因此,针对以上缺陷,需要对现有的自锁装置进行有效创新。
技术实现要素:
7.本实用新型的目的在于提供一种集成电路制造用气体钢瓶接头自锁装置,该自锁装置通过设置于壳体外侧的固定装置安装于特气供应管道上,避免自锁装置的安装必须先于特气供应管道的连接,同时避免因自锁装置的安装导致的特气供应管道损伤的意外,减少特气供应管道的拆除工作,进一步降低了发生特气泄漏的概率。
8.为实现上述目的,本实用新型采用如下技术方案:
9.一种集成电路制造用气体钢瓶接头自锁装置,包括壳体、弹簧、滑块、封头、固定装置和进气口,所述壳体具有容纳腔,于所述容纳腔内设置弹簧和滑块,于所述壳体开口端密封连接封头,所述封头上设置有避让口,所述壳体、所述容纳腔、所述弹簧、所述滑块和所述封头具有相对应的周向形状,所述避让口的形状和所述滑块的周向形状相对应,避让口用于滑块从封头处伸出,于所述壳体的外侧设置固定装置和进气口,通过固定装置将壳体固定于管道上,通过进气口向容纳腔内进气;
10.相应的,所述壳体、所述容纳腔、所述弹簧、所述滑块和所述封头的周向形状为带弧度的腰形结构,该带弧度的腰形结构便于在管道上安装壳体,内凹的弧度用于避让管道,滑块的带弧度的腰形结构更贴合螺母的轮廓,利于对螺母进行部分遮挡,防止拧松螺母;
11.相应的,所述滑块远离所述封头的一端包括一组间隔设置的限位环台,所述限位环台的外侧壁和所述容纳腔的内侧壁滑动接触,于所述限位环台间设置密封圈,通过密封圈实现滑块和容纳腔内侧壁间的密封性,避免发生气体泄漏,并且还可以通过限位环台和封头的卡位作用,避免滑块完全从避让口滑出;
12.相应的,所述封头和所述壳体用于与所述封头对接的一端之间设置有垫片和密封圈,所述封头、所述垫片、所述密封圈以及所述壳体用于与所述封头对接的一端对应设置有固定孔,于所述固定孔插入紧固螺钉,实现封头和壳体的密封连接;
13.相应的,所述避让口为带弧度的腰形结构;
14.相应的,所述固定装置包括两组固定块,两组所述固定块沿着所述壳体的长度方向排列设置,每组所述固定块包括第一夹持块和第二夹持块,所述第一夹持块固定于所述壳体一侧,所述第二夹持块和所述第一夹持块可拆卸连接,所述第一夹持块和所述第二夹持块的相对侧设置有对应的弧形缺口;
15.相应的,所述第一夹持块用于与所述壳体固定的一侧的形状和所述壳体对接侧的形状相对应;
16.相应的,所述第一夹持块和所述第二夹持块上对应的弧形缺口拼合成一个完整的夹持口,所述夹持口的大小与管道的大小相对应。
17.需要说明的是,在本实用新型中,壳体的周向形状是指壳体在垂直于其长度方向上的截面形状,容纳腔、弹簧、滑块和封头的周向形状是指在组装状态下,容纳腔、弹簧、滑块和封头在与前述壳体截面方向一致的方向上的截面形状,具体而言,在垂直于容纳腔长度方向上的截面形状为容纳腔的周向形状,在垂直于弹簧螺旋高度方向上的截面形状为弹簧的周向形状,滑块在垂直于其长度方向上的截面形状为滑块的周向形状,封头和壳体对接形成一个完整外壳,因此,封头端口的截面形状为封头的周向形状。周向形状相对应仅指形状相对应,尺寸可以相同或不同。
18.本实用新型的有益效果为:
19.1)自锁装置通过位于壳体外侧的固定装置安装于特气供应管道上,特气供应管道本身不需要从壳体内侧穿过,使得可以先行进行特气供应管道的铺设安装,之后再在已安装好的特气供应管道上安装自锁装置,保证了自锁装置和特气供应管道之间不存在必须的安装先后顺序,加快了整体的施工进度,尤其是在自锁装置需要维修或者短缺时,可有效避免对特气供应的耽搁;
20.2)特气供应管道不从壳体内侧穿过,避免因采用安装工具而损伤特气供应管道,甚至破坏特气供应管道的焊缝造成特气的泄漏;
21.3)在自锁装置需要维修或更换时,不需要拆除特气供应管道的连接就能拆除自锁装置,方便快捷,且减少特气供应管道的拆除动作,也就减少了气体泄漏的概率,同样也就减少了安全事故的发生。
附图说明
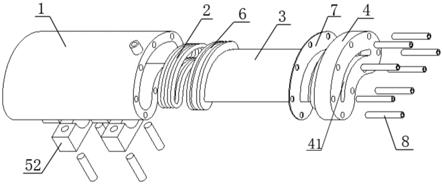
22.图1是本实用新型一实施例所述自锁装置的爆炸结构示意图;
23.图2是本实用新型一实施例所述滑块的结构示意图;
24.图3是本实用新型一实施例所述固定块的结构示意图;
25.图4是本实用新型一实施例所述自锁装置的使用状态示意图;
26.图中:
27.1、壳体;2、弹簧;3、滑块;31、限位环台;4、封头;41、避让口;51、第一夹持块;52、第二夹持块;53、夹持口;6、密封圈;7、垫片;8、紧固螺钉;9、特气供应管道;10、螺母。
具体实施方式
28.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本实用新型实施例的目的。
29.如图1所示,在本实用新型的一个实施例中,集成电路制造用气体钢瓶接头自锁装置,包括壳体1、弹簧2、滑块3、封头4、固定装置和进气口,壳体1具有容纳腔,于容纳腔内设置弹簧2和滑块3,更为具体的,滑块3通过弹簧2连接壳体1的内侧底部,同时,如图2所示,滑块3上连接弹簧2的一端包括一组间隔设置的限位环台31,限位环台31的外侧壁和容纳腔的内侧壁滑动接触,于限位环台31间设置密封圈6,通过密封圈6实现滑块3和容纳腔内侧壁间的密封性,避免发生气体泄漏,并且还可以通过限位环台31和封头4的卡位作用,避免滑块3完全从避让口41滑出。于壳体1开口端密封连接封头4,更为具体的,封头4和壳体1用于与封头4对接的一端之间设置有垫片7和密封圈,封头4、垫片7、密封圈以及壳体1用于与封头4对接的一端对应设置有固定孔,于固定孔插入紧固螺钉8,实现封头4和壳体1的密封连接,封头4上设置有避让口41,壳体1、容纳腔、弹簧2、滑块3和封头4具有相对应的周向形状,避让口41的形状和滑块3的周向形状相对应。本实施例中,壳体1、容纳腔、弹簧2、滑块3和封头4的周向形状为带弧度的腰形结构,相应的,避让口41用于滑块3从封头4端伸出,鉴于滑块3的周向形状为带弧度的腰形结构,则避让口41也为带弧度的腰形结构;
30.于所述壳体1的外侧设置固定装置和进气口,固定装置包括两组固定块,两组固定块沿着所述壳体1的长度方向排列设置,如图3所示,每组固定块包括第一夹持块51和第二夹持块52,第一夹持块51固定于壳体1一侧,第一夹持块51用于与壳体1固定的一侧的形状和壳体1对接侧的形状相对应,第二夹持块52和第一夹持块51可拆卸连接,例如通过连接孔和螺钉进行固定连接,第一夹持块51和第二夹持块52的相对侧设置有对应的弧形缺口,第一夹持块51和第二夹持块52上对应的弧形缺口拼合成一个完整的夹持口53,夹持口53的大小与管道的大小相对应。根据集成电路芯片厂的各类化学气体使用经验,自锁装置将用于
1/4”、3/8”和1/2”三种特气供应管道9规格,因此夹持口53的直径适合于上述1/4”、3/8”和1/2”三种规格的特气供应管道9。于壳体1的另一侧设置进气口。
31.当封头4和壳体1以螺钉锁紧安装完成时,两端的密封圈内部形成一个密闭的型腔,将压缩空气软管连接到进气口,压缩空气通过特气控制系统上的手动开关控制。气瓶一般是安装在gc(气瓶柜)或者gr(气瓶架)上,在供气设备上设有控制系统,可对特气系统进行全自动、半自动或者手动控制,压缩空气的填充可通过控制系统的手动操作完成。操作人员通过控制系统的显示器来确认气瓶的使用情况,按照操作流程,确认气瓶已经用完、同时内部n2气体对已拆开管路系统的置换吹扫完成,则点击显示面板中的手动开关,打开压缩空气的开关阀门,使得压缩空气充填到壳体1内的密闭型腔中。当压缩空气充入到密闭的型腔后,压缩空气使得弹簧2被压缩,继而带动滑块3退回,此时可使用工具安全拆除螺母10,完成气瓶的更换后,关闭控制系统显示器上的气体手动阀门,如图4所示,弹簧2顶出滑块3,对螺母10进行部分遮挡,以防误拆。
32.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1