一种四头环形导轨灌装旋盖装置的制作方法
1.本实用新型属于生产设备领域,具体而言,涉及一种四头环形导轨灌装旋盖装置。
背景技术:
2.现有的食品灌装如饮料等的生产过程中,瓶装方式较为常见,随着包装机械的发展,食品包装瓶通常采用灌装旋盖机来进行连续灌装装,旋盖作业,现有的灌装旋盖机通常含有进瓶、灌装、旋盖以及出瓶等功能。
3.专利号为201220010813.5的中国实用新型专利公开了一种包装瓶灌装、旋盖、喷码、锡封一体成型机,包括灌装机、旋盖机、锡封机和输送带,该罐装机、旋盖机、和锡封机依次设置在输送带的侧边,其特征在于,锡封机的旁边还设置有一个喷码装置,在输送带的出口处连接一个整理托架,所述喷码装置设置在旋盖机和锡封机之间,或者设置在锡封机与输送带出口之间。采用上述一体成型机虽能完成灌装,但是无法在灌装时保证瓶体的洁净度,以及灌装后无法剔除不良品包装瓶。鉴于此,本实用新型提供一种四头环形导轨灌装旋盖装置。
技术实现要素:
4.为解决上述问题,本实用新型提供一种四头环形导轨灌装旋盖装置,其具有集洗瓶、灌装、打内塞、旋盖以及自动剔除不良品的功能,自动化程度更高,包装效果更佳。
5.本实用新型通过下述技术方案实现:
6.一种四头环形导轨灌装旋盖装置,包括装置本体,所述装置本体内设置有主输送线,所述主输送线上设置有瓶体固定槽,所述主输送线上依次设置有人工放瓶工位、空气洗瓶机构、自动伺服灌装机构、自动上内塞机构、自动感应打内塞机构、人工放外盖工位以及伺服旋盖机构,所述装置本体于所述伺服旋盖机构的末端还设置有取瓶机构,所述取瓶机构的下方还设置有合格品输送带和不合格品输送带。
7.作为一种优选的技术方案,所述自动伺服灌装机构能设置有自动感应控制上料系统,所述自动感应上料系统包括液位感应器和自动上料气缸。
8.作为一种优选的技术方案,所述自动上内塞机构上设置有用于提供内塞的振动盘。
9.作为一种优选的技术方案,所述伺服旋盖机构内设置有用于对瓶体进行限位的卡瓶装置。
10.作为一种优选的技术方案,所述装置本体上还设置有用于支撑的装置本体外框。
11.作为一种优选的技术方案,所述装置本体外框上还设置有开关门。
12.作为一种优选的技术方案,所述装置本体上还设置有用于调节所述瓶体固定槽的自动调模装置。
13.作为一种优选的技术方案,所述装置本体上还设置有用于集中控制的触摸屏。
14.作为一种优选的技术方案,所述装置本体的底部设置有支脚和便于所述装置本体
进行移动的滑轮。
15.作为一种优选的技术方案,所述开关门的下方还设置有用于放置物品的抽屉。
16.有益效果:
17.本实用新型通过工作人员在人工放瓶工位上将瓶体放置到主输送线上的瓶体固定槽上固定,然后瓶体向前输送,输送至空气洗瓶机构对瓶体进行清洁,然后输送至自动伺服灌装机构进行灌装,然后由自动上内塞机构上料,自动感应打内塞机构将内塞打入瓶体中,再由人工放外盖工位,输送至伺服旋盖机构进行旋盖,由于存在取瓶机构和合格品输送带和不合格品输送带,取瓶机构配合外置检测装置可以检测出不合格品转移到不合格品输送带,而合格品则会转移至合格品输送带,以此实现具有集洗瓶、灌装、打内塞、旋盖以及自动剔除不良品的功能,自动化程度更高,包装效果更佳。
附图说明
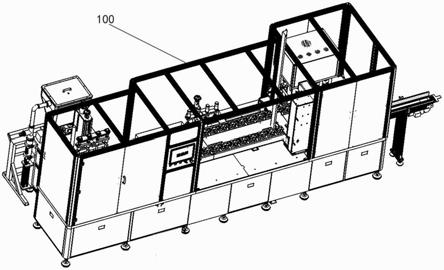
18.图1为一种四头环形导轨灌装旋盖装置的立体结构图;
19.图2为图1的正视图;
20.图3为一种四头环形导轨灌装旋盖装置的俯视结构示意图。
21.附图标识:
22.100、装置本体;101、主输送线;102、瓶体固定槽;103、人工放瓶工位;104、空气洗瓶机构;105、自动伺服灌装机构;106、自动上内塞机构;107、自动感应打内塞机构;108、人工放外盖工位;109、伺服旋盖机构;110、取瓶机构;111、合格品输送带;112、不合格品输送带;113、自动感应控制上料系统;114、振动盘;115、卡瓶装置;116、装置本体外框;117、开关门;118、触摸屏;119、滑轮;120、支脚;121、抽屉;122、自动调模装置。
具体实施方式
23.为进一步对本实用新型的技术方案进行公开说明,下面结合附图对一种四头环形导轨灌装旋盖装置进行清楚、完整的说明。
24.需要说明的是,本说明书中所引用的如“内”、“中”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴,合先叙明。
25.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
26.请参照附图1至3,本实用新型提供一种四头环形导轨灌装旋盖装置,包括装置本体100,所述装置本体100内设置有主输送线101,所述主输送线101上设置有瓶体固定槽102,所述主输送线101上依次设置有人工放瓶工位103、空气洗瓶机构104、自动伺服灌装机构105、自动上内塞机构106、自动感应打内塞机构107、人工放外盖工位108以及伺服旋盖机构109,所述装置本体100于所述伺服旋盖机构109的末端还设置有取瓶机构110,所述取瓶机构110的下方还设置有合格品输送带111和不合格品输送带112。
27.需要说明的是,主输送线101可以为传统的电机链条传动输送线,也可以是电机传动带输送线,均由伺服电机提供动力来源,而瓶体则放置在主输送线101上的瓶体固定槽102上,空气洗瓶机构104为现有的空气洗瓶机,能对瓶体进行空气洗瓶,保证瓶体干净,自动伺服灌装机构105为现有的自动伺服灌装装置,由液位感应器来控制自动上料气缸的启停,实现自动补料,自动上内塞机构106和自动感应打内塞机构107,是通过振动盘114自动上内塞,然后自动打入内塞,当然,上内塞的方式也可以是人工上内塞,人工放好外盖后,通过伺服旋盖机构109将盖悬好,再进入取瓶机构110和合格品输送带111和不合格品输送带112的工作范围内。
28.取瓶机构110包括升降机构和取瓶机构110,升降机构包括升降伺服电机、升降丝杆以及升降板,而取瓶机构110具有四个工位,每个工位均包括取瓶伺服电机、丝杆、丝杆螺母安装座、取瓶气缸以及取瓶夹具,取瓶伺服电机与丝杆传动连接,丝杆螺母安装座与丝杆螺纹连接,取瓶气缸与丝杆螺母安装座的底端固定连接,取瓶夹具与取瓶气缸的活动端固定连接,取瓶机构110上还设置有位置感应开关,需要说明的是,取瓶机构110的具体结构已经在另一份申请中具体公开,这里不做赘述。
29.具体地,所述自动伺服灌装机构105能设置有自动感应控制上料系统113,所述自动感应上料系统包括液位感应器和自动上料气缸。
30.具体地,所述自动上内塞机构106上设置有用于提供内塞的振动盘114。
31.具体地,所述伺服旋盖机构109内设置有用于对瓶体进行限位的卡瓶装置115。
32.具体地,所述装置本体100上还设置有用于支撑的装置本体外框116。
33.具体地,所述装置本体外框116上还设置有开关门117。
34.具体地,所述装置本体100上还设置有用于调节所述瓶体固定槽102的自动调模装置122。
35.具体地,所述装置本体100上还设置有用于集中控制的触摸屏118。
36.具体地,所述装置本体100的底部设置有支脚120和便于所述装置本体100进行移动的滑轮119。
37.具体地,所述开关门117的下方还设置有用于放置物品的抽屉121。
38.通过工作人员在人工放瓶工位103上将瓶体放置到主输送线101上的瓶体固定槽102上固定,然后瓶体向前输送,输送至空气洗瓶机构104对瓶体进行清洁,然后输送至自动伺服灌装机构105进行灌装,然后由自动上内塞机构106上料,自动感应打内塞机构107将内塞打入瓶体中,再由人工放外盖工位108,输送至伺服旋盖机构109进行旋盖,由于存在取瓶机构110和合格品输送带111和不合格品输送带112,取瓶机构110配合外置检测装置可以检测出不合格品转移到不合格品输送带112,而合格品则会转移至合格品输送带111,以此实现具有集洗瓶、灌装、打内塞、旋盖以及自动剔除不良品的功能,自动化程度更高,包装效果
更佳。
39.本实用新型并不局限于上述实施形式,如果本实用新型的各种改动或变形不脱离本实用新型的精神和范围,倘若这些改动和变形属于本实用新型权利要求和等同技术范围内,本实用新型也包括这些变形和改动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1