70MPa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法与流程
70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法
技术领域
1.本发明属于高压氢气瓶铝合金内胆加工技术领域,具体涉及70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法。
背景技术:
2.高压储氢,一种储氢方法。氢气可以在高压下(15.2~70.9兆帕)装盛在气体瓶中运输,可通过减压阀的调节直接释放氢气。方便可靠,是最普通和最直接的储氢方式。随着材料科学的发展,已开发出碳纤维与铝复合材料的高压气瓶,大大降低气瓶自身质量,提高容量装载效率,使高压储氢成为较有竞争优势的车载储氢方式。现示范燃料电池公共汽车采用高压储氢瓶直接为汽车提供氢源,续驶里程可达250千米。
3.70mpa碳纤维全缠绕氢气瓶属于高压气瓶,该气瓶在进行自紧水压工序时,自紧压力更是达到160mpa左右。目前市面上的70mpa碳纤维全缠绕氢气瓶瓶口阀门均采用的密封柱面,对柱面的加工粗糙度及加工尺寸的精度要求极高。并且,70mpa碳纤维全缠绕氢气瓶经过水压自紧后,其密封面会随着160mpa高压受试试验而变形折皱及尺寸扩张。如图5所示,变形折皱及尺寸扩张的密封面9。如此会影响70mpa碳纤维全缠绕氢气瓶铝合金内胆质量。严重的会导致超高压氢气瓶密封面变形从而引起产品气密性失效。
技术实现要素:
4.本发明要解决的技术问题是:提供70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法,解决超高压氢气瓶自紧水压时造成密封面变形引起产品气密性失效的技术问题。
5.为实现上述目的,本发明采用的技术方案如下:
6.70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法,高压气瓶在自紧水压受试前其瓶口进行第一次螺纹加工,当高压气瓶在自紧水压受试变形后其瓶口再进行与瓶口阀门螺纹相适配的第二次螺纹加工。
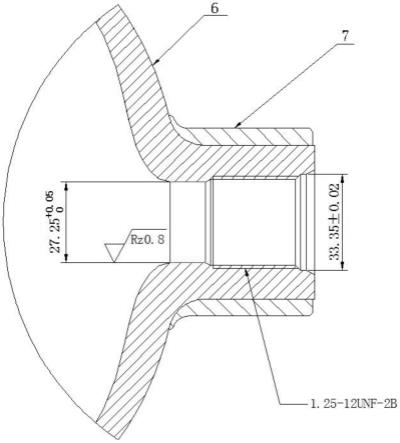
7.进一步地,高压气瓶瓶口进行第一次螺纹加工时,螺纹加工规格为1.25-12unf-2b。
8.进一步地,高压气瓶瓶口进行第一次螺纹加工后,瓶口密封柱面加工尺寸为
9.进一步地,高压气瓶在自紧水压受试时,自紧水压配合工装装配有规格为的o型圈,自紧水压配合工装通过o型圈与高压气瓶瓶口密封柱面相密封。
10.进一步地,o型圈配备有至少一个o型圈用挡圈。
11.进一步地,o型圈配备有两个o型圈用挡圈,o型圈用挡圈采用聚四氟乙烯材料制成。
12.进一步地,o型圈用挡圈外径为27.40mm、内径为23.20mm、厚度为1.5mm。
13.进一步地,自紧水压配合工装开设有与o型圈和o型圈用挡圈相适配的嵌装沟槽,
嵌装沟槽的宽度为6mm。
14.进一步地,高压气瓶瓶口进行第二次螺纹加工时,螺纹加工规格为1.5-12unf-2b。
15.进一步地,高压气瓶瓶口进行第二次螺纹加工后,瓶口密封柱面加工尺寸为
16.与现有技术相比,本发明具有以下有益效果:
17.本发明设计科学合理,采用70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹工艺后,不仅能够保证高压气瓶密封面气密性密封质量,可有效解决超高压氢气瓶自紧水压时造成密封面变形引起产品气密性失效的技术问题。同时,气瓶成品螺纹的加工尺寸及要求也能完全符合瓶口阀门装配要求。
附图说明
18.图1为本发明70mpa碳纤维全缠绕氢气瓶铝合金内胆瓶口进行第一次螺纹加工后示意图。
19.图2为本发明70mpa碳纤维全缠绕氢气瓶铝合金内胆瓶口进行自紧水压受试后示意图。
20.图3为本发明70mpa碳纤维全缠绕氢气瓶铝合金内胆瓶口进行第二次螺纹加工后示意图。
21.图4为本发明70mpa碳纤维全缠绕氢气瓶铝合金内胆瓶口进行进行自紧水压受试过程中瓶口密封柱面与自紧水压配合工装密封示意图。
22.图5为传统高压气瓶经过水压自紧受试后密封柱面变形折皱及尺寸扩张示意图。
23.其中,附图标记对应的名称为:
24.1-密封柱面、2-o型圈、3-自紧水压配合工装、4-o型圈用挡圈、5-嵌装沟槽、6-铝合金内胆、7-瓶口护套、8-碳纤维缠绕层、9-变形折皱及尺寸扩张的密封面。
具体实施方式
25.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图,对本发明进一步详细说明。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例1,如图1-4所示,本发明提供的70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法,高压气瓶在自紧水压受试前其瓶口进行第一次螺纹加工,当高压气瓶在自紧水压受试变形后其瓶口再进行与瓶口阀门螺纹相适配的第二次螺纹加工。
27.本发明设计科学合理,采用70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹工艺后,不仅能够保证高压气瓶密封面气密性密封质量,可有效解决超高压氢气瓶自紧水压时造成密封面变形引起产品气密性失效的技术问题。同时,气瓶成品螺纹的加工尺寸及要求也能完全符合瓶口阀门装配要求。
28.实施例2,如图1-4所示,本发明提供的70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法,高压气瓶在自紧水压受试前其瓶口进行第一次螺纹加工,当高压气瓶在自紧水压受试变形后其瓶口再进行与瓶口阀门螺纹相适配的第二次螺纹加工。高压气瓶瓶口
进行第一次螺纹加工时,螺纹加工规格为1.25-12unf-2b。
29.本实施例2在实施例1的基础上,给出了第一次螺纹加工过程中更加优选的螺纹加工规格,具体为:高压气瓶瓶口进行第一次螺纹加工时,螺纹加工规格为1.25-12unf-2b。目前市面70mpa氢气瓶阀门基本采用的螺纹规格为1.5-12unf-2b,为满足二次螺纹加工时,能够完全被1.5-12unf-2b覆盖,高压气瓶瓶口进行第一次螺纹加工时设计采用1.25-12unf-2b螺纹进行加工,同时根据高压气瓶瓶口实际尺寸确定螺纹的配合有效扣数。
30.实施例3,如图1-4所示,本发明提供的70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法,高压气瓶在自紧水压受试前其瓶口进行第一次螺纹加工,当高压气瓶在自紧水压受试变形后其瓶口再进行与瓶口阀门螺纹相适配的第二次螺纹加工。高压气瓶瓶口进行第一次螺纹加工后,瓶口密封柱面1加工尺寸为
31.本实施例3在实施例1的基础上,给出了第一次螺纹加工后更加优选的瓶口密封柱面1加工尺寸,具体为:高压气瓶瓶口进行第一次螺纹加工后,瓶口密封柱面加工尺寸为目前市面上的70mpa氢气瓶阀门的柱面密封尺寸基本为以上,为满足二次螺纹加工时,能够完全被成品所需螺纹的柱面密封尺寸覆盖,设计第一次螺纹加工后柱面密封加工尺寸为对应的o型圈2规格为
32.实施例4,如图1-4所示,本发明提供的70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法,高压气瓶在自紧水压受试前其瓶口进行第一次螺纹加工,当高压气瓶在自紧水压受试变形后其瓶口再进行与瓶口阀门螺纹相适配的第二次螺纹加工。高压气瓶在自紧水压受试时,自紧水压配合工装3装配有规格为的o型圈2,自紧水压配合工装3通过o型圈与高压气瓶瓶口密封柱面1相密封。
33.本实施例4在实施例1的基础上,给出了高压气瓶在自紧水压受试时自紧水压配合工装与高压气瓶瓶口密封柱面之间更加优选的密封结构,具体为:高压气瓶在自紧水压受试时,自紧水压配合工装装配有规格为的o型圈2,自紧水压配合工装通过o型圈与高压气瓶瓶口密封柱面相密封。目前市面上的70mpa氢气瓶阀门的柱面密封尺寸基本为以上,为满足二次螺纹加工时,能够完全被成品所需螺纹的柱面密封尺寸覆盖,设计第一次螺纹加工后柱面密封加工尺寸为对应的o型圈规格为
34.实施例5,如图1-4所示,本发明提供的70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法,高压气瓶在自紧水压受试前其瓶口进行第一次螺纹加工,当高压气瓶在自紧水压受试变形后其瓶口再进行与瓶口阀门螺纹相适配的第二次螺纹加工。高压气瓶在自紧水压受试时,自紧水压配合工装3装配有规格为的o型圈2,自紧水压配合工装3通过o型圈与高压气瓶瓶口密封柱面相密封。o型圈配备有至少一个o型圈用挡圈4。
35.本实施例5在实施例4的基础上,给出了高压气瓶在自紧水压受试时自紧水压配合工装与高压气瓶瓶口密封柱面之间更加优选的密封结构,具体为:o型圈配备有至少一个o型圈用挡圈4。目前市面上的70mpa氢气瓶阀门的柱面密封尺寸基本为以上,为满足二次螺纹加工时,能够完全被成品所需螺纹的柱面密封尺寸覆盖,设计第一次螺纹加工后
柱面密封加工尺寸为柱面密封加工尺寸为对应的o型圈规格为70mpa氢气瓶采用柱面密封必须使用o圈专用挡圈,才能确保高压受试时能够保证o圈的挤出间隙,保证密封性。
36.实施例6,如图1-4所示,本发明提供的70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法,高压气瓶在自紧水压受试前其瓶口进行第一次螺纹加工,当高压气瓶在自紧水压受试变形后其瓶口再进行与瓶口阀门螺纹相适配的第二次螺纹加工。高压气瓶在自紧水压受试时,自紧水压配合工装装配有规格为的o型圈,自紧水压配合工装通过o型圈与高压气瓶瓶口密封柱面相密封。o型圈配备有至少一个o型圈用挡圈4。o型圈优选配备两个o型圈用挡圈4,o型圈用挡圈4采用聚四氟乙烯材料制成。
37.本实施例6在实施例5的基础上,给出了高压气瓶在自紧水压受试时自紧水压配合工装与高压气瓶瓶口密封柱面之间更加优选的密封结构,具体为:o型圈优选配备两个o型圈用挡圈4,o型圈用挡圈4采用聚四氟乙烯材料制成。目前市面上的70mpa氢气瓶阀门的柱面密封尺寸基本为以上,为满足二次螺纹加工时,能够完全被成品所需螺纹的柱面密封尺寸覆盖,设计第一次螺纹加工后柱面密封加工尺寸为对应的o型圈规格为70mpa氢气瓶采用柱面密封必须使用o圈专用挡圈,才能确保高压受试时能够保证o圈的挤出间隙,保证密封性。经过创造性设计最终确定的o型圈用挡圈采用聚四氟乙烯材料制成。
38.实施例7,如图1-4所示,本发明提供的70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法,高压气瓶在自紧水压受试前其瓶口进行第一次螺纹加工,当高压气瓶在自紧水压受试变形后其瓶口再进行与瓶口阀门螺纹相适配的第二次螺纹加工。高压气瓶在自紧水压受试时,自紧水压配合工装装配有规格为的o型圈,自紧水压配合工装通过o型圈与高压气瓶瓶口密封柱面相密封。o型圈配备有至少一个o型圈用挡圈。o型圈用挡圈外径为27.40mm、内径为23.20mm、厚度为1.5mm。
39.本实施例7在实施例5的基础上,给出了高压气瓶在自紧水压受试时自紧水压配合工装与高压气瓶瓶口密封柱面之间更加优选的密封结构,具体为:o型圈用挡圈外径为27.40mm、内径为23.20mm、厚度为1.5mm。目前市面上的70mpa氢气瓶阀门的柱面密封尺寸基本为以上,为满足二次螺纹加工时,能够完全被成品所需螺纹的柱面密封尺寸覆盖,设计第一次螺纹加工后柱面密封加工尺寸为对应的o型圈规格为70mpa氢气瓶采用柱面密封必须使用o圈专用挡圈,才能确保高压受试时能够保证o圈的挤出间隙,保证密封性。经过创造性设计最终确定o型圈用挡圈外径为27.40mm、内径为23.20mm、厚度为1.5mm。
40.实施例8,如图1-4所示,本发明提供的70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法,高压气瓶在自紧水压受试前其瓶口进行第一次螺纹加工,当高压气瓶在自紧水压受试变形后其瓶口再进行与瓶口阀门螺纹相适配的第二次螺纹加工。高压气瓶在自紧水压受试时,自紧水压配合工装装配有规格为的o型圈,自紧水压配合工装通过o型圈与高压气瓶瓶口密封柱面相密封。o型圈配备有至少一个o型圈用挡圈。自紧水压配合工装开设有与o型圈和o型圈用挡圈相适配的嵌装沟槽5,嵌装沟槽5的宽度为6mm。
41.本实施例8在实施例5的基础上,给出了高压气瓶在自紧水压受试时自紧水压配合
工装更加优选的密封结构,具体为:自紧水压配合工装开设有与o型圈和o型圈用挡圈相适配的嵌装沟槽5,嵌装沟槽5的宽度为6mm。目前市面上的70mpa氢气瓶阀门的柱面密封尺寸基本为以上,为满足二次螺纹加工时,能够完全被成品所需螺纹的柱面密封尺寸覆盖,设计第一次螺纹加工后柱面密封加工尺寸为对应的o型圈规格为70mpa氢气瓶采用柱面密封必须使用o圈专用挡圈,才能确保高压受试时能够保证o圈的挤出间隙,保证密封性。经过创造性设计最终确定自紧水压配合工装开设有与o型圈和o型圈用挡圈相适配的嵌装沟槽5,嵌装沟槽5的宽度为6mm。
42.实施例9,如图1-4所示,本发明提供的70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法,高压气瓶在自紧水压受试前其瓶口进行第一次螺纹加工,当高压气瓶在自紧水压受试变形后其瓶口再进行与瓶口阀门螺纹相适配的第二次螺纹加工。高压气瓶瓶口进行第二次螺纹加工时,螺纹加工规格为1.5-12unf-2b。
43.本实施例9在实施例1的基础上,给出了第二次螺纹加工过程中更加优选的螺纹加工规格,具体为:高压气瓶瓶口进行第二次螺纹加工时,螺纹加工规格为1.5-12unf-2b。如此可有效与瓶口阀门螺纹相适配。
44.实施例10,如图1-4所示,本发明提供的70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹加工方法,高压气瓶在自紧水压受试前其瓶口进行第一次螺纹加工,当高压气瓶在自紧水压受试变形后其瓶口再进行与瓶口阀门螺纹相适配的第二次螺纹加工。高压气瓶瓶口进行第二次螺纹加工后,瓶口密封柱面加工尺寸为采用70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹工艺后,不仅能够保证高压气瓶密封面气密性密封质量,可有效解决超高压氢气瓶自紧水压时造成密封面变形引起产品气密性失效的技术问题。同时,气瓶成品螺纹的加工尺寸及要求也能完全符合瓶口阀门装配要求。
45.本发明图1为本发明70mpa碳纤维全缠绕氢气瓶铝合金内胆瓶口进行第一次螺纹加工后示意图,铝合金内胆6外壁装配有瓶口护套7。
46.本发明图2为本发明70mpa碳纤维全缠绕氢气瓶铝合金内胆瓶口进行自紧水压受试后示意图,铝合金内胆6外壁装配有瓶口护套7,铝合金内胆6外壁和瓶口护套7外壁装配有碳纤维缠绕层8。
47.本发明图3为本发明70mpa碳纤维全缠绕氢气瓶铝合金内胆瓶口进行第二次螺纹加工后示意图。铝合金内胆6外壁装配有瓶口护套7,铝合金内胆6外壁和瓶口护套7外壁装配有碳纤维缠绕层8。
48.本发明特设计自紧水压前一次螺纹工艺,该一次螺纹独立设计瓶口螺纹加工技术方案,配合设计匹配该密封柱面的o型圈及o型圈用挡圈以及对应的水压试验及疲劳爆破试验接头;自紧水压后再根据瓶口阀门加工最终的气瓶出厂二次螺纹。
49.70mpa碳纤维全缠绕氢气瓶铝合金内胆两次螺纹工艺方法:目的解决超高压氢气瓶自紧水压时造成密封面变形引起产品气密性失效的问题,该技术手段采用自紧水压前气瓶加工一次螺纹工艺,自紧水压后再加工与瓶口阀门匹配的二次螺纹。不仅能够保证高压气瓶密封面气密性密封质量,可有效解决超高压氢气瓶自紧水压时造成密封面变形引起产品气密性失效的技术问题。同时,气瓶成品螺纹的加工尺寸及要求也能完全符合瓶口阀门装配要求。
50.最后应说明的是:以上各实施例仅仅为本发明的较优实施例用以说明本发明的技术方案,而非对其限制,当然更不是限制本发明的专利范围;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围;也就是说,但凡在本发明的主体设计思想和精神上作出的毫无实质意义的改动或润色,其所解决的技术问题仍然与本发明一致的,均应当包含在本发明的保护范围之内;另外,将本发明的技术方案直接或间接的运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1