用于卡式瓶封装的自动插塞机及使用方法与流程
1.本发明属于丁基胶塞生产技术领域,特别涉及一种用于卡式瓶封装的自动插塞机及使用方法。
背景技术:
2.卡式瓶在生产过程中,需要在玻璃瓶身的开口端内插入活塞,因此需要对玻璃瓶身进行插塞作业;现有的插塞机,往往是通过气缸等机构进行插塞,预先需要将玻璃瓶进行固定,然后将瓶塞放置到预定位置,再驱动气缸进行作业;例如专利号为“cn103303853b”的专利,公开了一种卡式瓶灌封机,包括进瓶组件、主输瓶组件、出瓶组件、加底塞组件、灌装组件和轧盖组件,所述进瓶组件、主输瓶组件和出瓶组件依次相连,所述主输瓶组件包括一圆形输瓶件,所述加底塞组件、灌装组件和轧盖组件沿输瓶件的圆周方向依次布置。本发明结构简单紧凑、成本低廉、占用空间小、稳定性高;但是这样的装置,在插塞过程中需要不断制动等待插塞作业,无法实现连续进料连续作业,作业效率很低,因此,需要设计一种用于卡式瓶封装的自动插塞机及使用方法来解决上述问题。
技术实现要素:
3.本发明所要解决的技术问题是提供用于卡式瓶封装的自动插塞机及使用方法,该装置解决了现有技术的卡式瓶插塞机效率较低,进出料不顺畅,无法实现卡式瓶高速连续插塞的问题,具有可持续进出料,插塞效率高的特点。
4.为解决上述技术问题,本发明所采用的技术方案是:用于卡式瓶封装的自动插塞机,包括工作台,工作台上表面连接有顶盖;工作台内部连接有第一电机,第一电机输出端连接有第一转轴,第一转轴外表面从下往上依次套设有转运盘、第一挡板和第二挡板,第一转轴顶部连接有转盘,转盘与顶盖下表面转动连接;转运盘包括下层的玻璃瓶转运盘和上层的第一瓶塞转运盘组成的双层结构,双层结构间留有缝隙;玻璃瓶转运盘边缘等间距开设有多个玻璃瓶转运槽,第一瓶塞转运盘边缘等间距开设有多个第一瓶塞转运槽;转运盘下方设置有底板,底板通过连杆与工作台上表面连接;底板边缘连接有弧形的挡板避免物料甩出;转运盘一侧设置有瓶塞进料机构和玻璃瓶进料机构;瓶塞进料机构包括工作台内部连接的第二电机,第二电机输出端连接有第二转轴,第二转轴顶部连接有进料盘,进料盘一端伸入转运盘的双层结构之间;进料盘上表面设置有进料轨道,中空进料轨道为下表面开放的中空弧形结构;进料轨道通过支架与工作台上表面固定;进料轨道一端与第一瓶塞转运槽配合。
5.进一步地,底板的直径大于转运盘直径,第一转轴从底板中心的开孔穿过,底板并不随着第一转轴转动;底板边缘处开设有一处凹槽作为出料通道,用于插塞完成后的卡式瓶下落出料。
6.优选地,第一挡板和第二挡板表面周向分布有多个安装孔,安装孔的位置与玻璃
瓶转运槽以及第一瓶塞转运槽对应;第一挡板和第二挡板的安装孔内连接有压垫机构;压垫机构包括气缸,气缸底端与转盘下表面连接,气缸伸缩端穿过第二挡板的安装孔与气泵连接;气泵下端连接有抽气管,抽气管穿过第一挡板的安装孔与安装孔滑动配合;抽气管底端与玻璃瓶转运槽以及第一瓶塞转运槽配合;抽气管外表面套设有复位弹簧,复位弹簧一端与气泵下表面连接,另一端与第一挡板上表面连接。
7.优选地,瓶塞进料机构包括工作台内部连接的第三电机,第三电机输出端连接有第三转轴,第三转轴顶端连接有第二瓶塞转运盘,第二瓶塞转运盘边缘等间距开设有多个第二瓶塞转运槽。
8.优选地,第二瓶塞转运盘一端重叠在进料盘上方,另一端与振动盘配合进料;第二瓶塞转运槽与进料轨道一端的入口配合进料;第二瓶塞转运盘下方设置有底盘,底盘通过支架与工作台上表面连接;底盘边缘连接有弧形的挡板。
9.进一步地,底盘用于避免瓶塞从第二瓶塞转运槽落出;第三转轴从底盘中心的开孔穿过,底盘并不随着第三转轴转动。
10.进一步地,进料盘与第二瓶塞转运盘配合的部分位于底盘与第二瓶塞转运盘之间。
11.优选地,玻璃瓶进料机构包括第四电机,第四电机通过支架与工作台上表面连接;第四电机输出端连接有横向设置的螺旋上料器,螺旋上料器一端朝向玻璃瓶转运槽。
12.优选地,螺旋上料器端部指向的底板位置处,该处底板的挡板上开设有凹槽用于进料;该处底板上表面连接有立柱,立柱表面连接有螺旋状的弹簧片;立柱一侧设置有挡块;螺旋上料器表面运送的玻璃瓶从挡块和弹簧片之间穿过进入玻璃瓶转运槽。
13.进一步地,螺旋上料器的螺旋表面包覆有橡胶用于增大摩擦力。
14.优选地,玻璃瓶进料机构包括倾斜设置的进料盒,进料盒通过支架与工作台上表面连接;进料盒朝下的一端开设有出料口与螺旋上料器配合;,出料口两侧的进料盒外表面连接有条形的挡板与螺旋上料器的螺纹凹槽配合,避免玻璃瓶从螺纹凹槽中落出。
15.优选地,进料盒内壁一侧连接有朝向出料口倾斜的第一隔板,内壁另一侧通过扭力弹簧铰接有朝向出料口倾斜的第二隔板,第二隔板外表面处设置有偏心轮与第二隔板接触配合;偏心轮通过伺服电机驱动。
16.进一步地,玻璃瓶堆叠在第一隔板与第二隔板之间,堆叠成倒三角型结构;在偏心轮不断的拨动下,通过第二隔板不断挤压,使该倒三角型结构底部的玻璃瓶逐个被螺旋上料器捕获并卡在螺旋凹槽内,然后完成上料。
17.进一步地,玻璃瓶装入进料盒内部时,均将瓶子开口端朝上。
18.优选地,工作台上表面连接有控制器,压垫机构中的气缸和气泵,以及工作台表面连接的多台电机均与控制器电性连接。
19.优选地,上述用于卡式瓶封装的自动插塞机的使用方法,包括以下步骤:s1,启动装置,通过控制器设定电机的转速,以及气泵和气缸的动作周期;第一电机驱动转运盘逆时针转动,第二电机驱动进料盘逆时针转动,第三电机驱动第二瓶塞转运盘顺时针转动;第四电机启动带动螺旋上料器转动;伺服电机带动偏心轮转动;s2,瓶塞通过振动盘上料并完成朝向选择;上料后进入第二瓶塞转运盘并依次落入第二瓶塞转运内部完成装填;装填后的瓶塞顺时针运送至与进料盘重叠的位置,然后落
在进料盘上,在进料轨道的限位作用下,随着进料盘逆时针运送至进料轨道的出口,落入第一瓶塞转运槽内部;s3,压垫机构下部的气泵动作,通过抽气管将下方第一瓶塞转运槽内的瓶塞吸住,并随着第一瓶塞转运盘转动至玻璃瓶进料机构处;s4,玻璃瓶堆叠在第一隔板与第二隔板之间,堆叠成倒三角型结构;在偏心轮不断的拨动下,通过第二隔板不断挤压,使该倒三角型结构在第一隔板和第二隔板间产生运动,多个玻璃瓶之间相互产生挤压移位;此时该倒三角型结构底部的玻璃瓶逐个被螺旋上料器捕获并卡在螺旋凹槽内,然后向前送料;螺旋上料器端部的玻璃瓶从挡块和弹簧片之间穿过,在弹簧片的挤压下,每次只通过一个玻璃瓶,并且落入玻璃瓶转运槽内,完成玻璃瓶的上料;s5,转运盘继续转动,让出后续的进料位置,已经完成进料的第一瓶塞转运槽上方的气缸动作,下压气泵以及抽气管,将吸附的瓶塞压入下方的玻璃瓶内,完成插塞动作,并在复位弹簧的协助下复位;s6,完成插塞的转运盘继续转动至底板预留的出料通道处,此时第一瓶塞转运槽以及玻璃瓶转运槽下方失去底板作为支撑,变成了出料通道,此时气缸再次动作,通过下压抽气管将完成插塞的卡式瓶捅出,从出料通道完成出料;后续所有的转运槽持续重复上述过程,进行持续插塞作业。
20.本发明的有益效果为:本装置通过设计了连续的转运盘,在转运盘边缘开设转运槽用于送料,可以同时实现瓶塞与瓶身的进料,并在转动过程中完成插塞装配;通过转用的玻璃瓶进料机构,利用偏心轮的摆动作用可以有效使玻璃瓶稳定匀速进料,通过弹簧片与挡块组成玻璃瓶进料前的通道,可以有效避免一次进料过多的问题;装置整体解决了现有技术中插塞机作业不连续的问题,实现了高速连续进出料作业。
附图说明
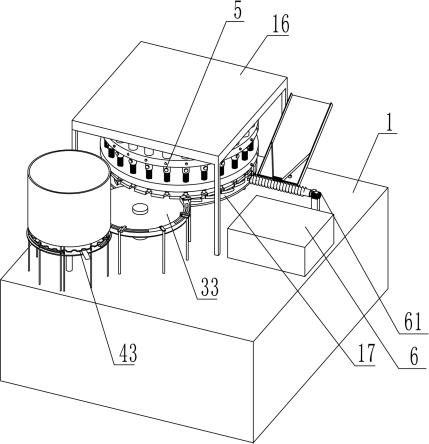
21.图1为本发明的结构示意图;图2为本发明的右视示意图;图3为本发明中转运盘的结构示意图;图4为本发明的左视示意图;图5为本发明的俯视示意图;图6为本发明中瓶塞进料机构的结构示意图;图7为本发明中转运盘与玻璃瓶进料机构配合的示意图;图8为本发明中玻璃瓶进料机构与弹簧片配合的示意图;图9为本发明中转运盘与第一挡板、第二挡板配合的示意图;图10为本发明中压垫机构的结构示意图;图11为本发明中进料盘与第二瓶塞转运盘配合的示意图;图中附图标记为:工作台1,第一电机11,第一转轴12,第一挡板13,第二挡板14,转盘15,顶盖16,底板17,玻璃瓶转运盘21,第一瓶塞转运盘22,玻璃瓶转运槽23,第一瓶塞转运槽24,第二电机31,第二转轴32,进料盘33,进料轨道34,第三电机41,第三转轴42,第二瓶
塞转运盘43,第二瓶塞转运槽44,底盘45,压垫机构5,控制器6,气缸51,气泵52,抽气管53,复位弹簧55,第四电机61,螺旋上料器62,立柱63,弹簧片64,挡块65,进料盒71,出料口72,第一隔板73,第二隔板74,偏心轮75,出料通道8。
具体实施方式
22.如图1~图11中,一种用于卡式瓶封装的自动插塞机,包括工作台1,工作台1上表面连接有顶盖16;工作台1内部连接有第一电机11,第一电机11输出端连接有第一转轴12,第一转轴12外表面从下往上依次套设有转运盘、第一挡板13和第二挡板14,第一转轴12顶部连接有转盘15,转盘15与顶盖16下表面转动连接;转运盘包括下层的玻璃瓶转运盘21和上层的第一瓶塞转运盘22组成的双层结构,双层结构间留有缝隙;玻璃瓶转运盘21边缘等间距开设有多个玻璃瓶转运槽23,第一瓶塞转运盘22边缘等间距开设有多个第一瓶塞转运槽24;转运盘下方设置有底板17,底板17通过连杆与工作台1上表面连接;底板17边缘连接有弧形的挡板避免物料甩出;转运盘一侧设置有瓶塞进料机构和玻璃瓶进料机构;瓶塞进料机构包括工作台1内部连接的第二电机31,第二电机31输出端连接有第二转轴32,第二转轴32顶部连接有进料盘33,进料盘33一端伸入转运盘的双层结构之间;进料盘33上表面设置有进料轨道34,中空进料轨道34为下表面开放的中空弧形结构;进料轨道34通过支架与工作台1上表面固定;进料轨道34一端与第一瓶塞转运槽24配合。
23.进一步地,底板17的直径大于转运盘直径,第一转轴12从底板17中心的开孔穿过,底板17并不随着第一转轴12转动;底板17边缘处开设有一处凹槽作为出料通道8,用于插塞完成后的卡式瓶下落出料。
24.优选地,第一挡板13和第二挡板14表面周向分布有多个安装孔,安装孔的位置与玻璃瓶转运槽23以及第一瓶塞转运槽24对应;第一挡板13和第二挡板14的安装孔内连接有压垫机构5;压垫机构5包括气缸51,气缸51底端与转盘15下表面连接,气缸51伸缩端穿过第二挡板14的安装孔与气泵52连接;气泵52下端连接有抽气管53,抽气管53穿过第一挡板13的安装孔与安装孔滑动配合;抽气管53底端与玻璃瓶转运槽23以及第一瓶塞转运槽24配合;抽气管53外表面套设有复位弹簧55,复位弹簧55一端与气泵52下表面连接,另一端与第一挡板13上表面连接。
25.优选地,瓶塞进料机构包括工作台1内部连接的第三电机41,第三电机41输出端连接有第三转轴42,第三转轴42顶端连接有第二瓶塞转运盘43,第二瓶塞转运盘43边缘等间距开设有多个第二瓶塞转运槽44。
26.优选地,第二瓶塞转运盘43一端重叠在进料盘33上方,另一端与振动盘配合进料;第二瓶塞转运槽44与进料轨道34一端的入口配合进料;第二瓶塞转运盘43下方设置有底盘45,底盘45通过支架与工作台1上表面连接;底盘45边缘连接有弧形的挡板。
27.进一步地,底盘45用于避免瓶塞从第二瓶塞转运槽44落出;第三转轴42从底盘45中心的开孔穿过,底盘45并不随着第三转轴42转动。
28.进一步地,进料盘33与第二瓶塞转运盘43配合的部分位于底盘45与第二瓶塞转运盘43之间。
29.优选地,玻璃瓶进料机构包括第四电机61,第四电机61通过支架与工作台1上表面
连接;第四电机61输出端连接有横向设置的螺旋上料器62,螺旋上料器62一端朝向玻璃瓶转运槽23。
30.优选地,螺旋上料器62端部指向的底板17位置处,该处底板17的挡板上开设有凹槽用于进料;该处底板17上表面连接有立柱63,立柱63表面连接有螺旋状的弹簧片64;立柱63一侧设置有挡块65;螺旋上料器62表面运送的玻璃瓶从挡块65和弹簧片64之间穿过进入玻璃瓶转运槽23。
31.进一步地,螺旋上料器62的螺旋表面包覆有橡胶用于增大摩擦力。
32.优选地,玻璃瓶进料机构包括倾斜设置的进料盒71,进料盒71通过支架与工作台1上表面连接;进料盒71朝下的一端开设有出料口72与螺旋上料器62配合;,出料口72两侧的进料盒71外表面连接有条形的挡板与螺旋上料器62的螺纹凹槽配合,避免玻璃瓶从螺纹凹槽中落出。
33.优选地,进料盒71内壁一侧连接有朝向出料口72倾斜的第一隔板73,内壁另一侧通过扭力弹簧铰接有朝向出料口72倾斜的第二隔板74,第二隔板74外表面处设置有偏心轮75与第二隔板74接触配合;偏心轮75通过伺服电机驱动。
34.进一步地,玻璃瓶堆叠在第一隔板73与第二隔板74之间,堆叠成倒三角型结构;在偏心轮75不断的拨动下,通过第二隔板74不断挤压,使该倒三角型结构底部的玻璃瓶逐个被螺旋上料器62捕获并卡在螺旋凹槽内,然后完成上料。
35.进一步地,玻璃瓶装入进料盒71内部时,均将瓶子开口端朝上。
36.优选地,工作台1上表面连接有控制器6,压垫机构5中的气缸51和气泵52,以及工作台1表面连接的多台电机均与控制器6电性连接。
37.进一步地,进料盒71上表面铰接有透明盖板。
38.进一步地,玻璃瓶转运槽23的结构与瓶塞转运槽结构不同;第一瓶塞转运槽24和第二瓶塞转运槽44均为半圆形槽,玻璃瓶转运槽23为两端不等长的弧形槽,位于转动方向前端的槽边较短,位于转动方向后端的槽边较长;这样设计是因为,瓶塞是从顶部下落进料的,而玻璃瓶是从玻璃瓶转运槽23的侧边进料的,设计为长短边结构,便于与弹簧片64配合,被弹簧片64挤压进入槽内。
39.优选地,上述用于卡式瓶封装的自动插塞机的使用方法,包括以下步骤:s1,启动装置,通过控制器6设定电机的转速,以及气泵52和气缸51的动作周期;第一电机11驱动转运盘逆时针转动,第二电机31驱动进料盘33逆时针转动,第三电机41驱动第二瓶塞转运盘43顺时针转动;第四电机61启动带动螺旋上料器62转动;伺服电机带动偏心轮75转动;s2,瓶塞通过振动盘上料并完成朝向选择;上料后进入第二瓶塞转运盘43并依次落入第二瓶塞转运内部完成装填;装填后的瓶塞顺时针运送至与进料盘33重叠的位置,然后落在进料盘33上,在进料轨道34的限位作用下,随着进料盘33逆时针运送至进料轨道34的出口,落入第一瓶塞转运槽24内部;s3,压垫机构5下部的气泵52动作,通过抽气管53将下方第一瓶塞转运槽24内的瓶塞吸住,并随着第一瓶塞转运盘22转动至玻璃瓶进料机构处;s4,玻璃瓶堆叠在第一隔板73与第二隔板74之间,堆叠成倒三角型结构;在偏心轮75不断的拨动下,通过第二隔板74不断挤压,使该倒三角型结构在第一隔板73和第二隔板
74间产生运动,多个玻璃瓶之间相互产生挤压移位;此时该倒三角型结构底部的玻璃瓶逐个被螺旋上料器62捕获并卡在螺旋凹槽内,然后向前送料;螺旋上料器62端部的玻璃瓶从挡块65和弹簧片64之间穿过,在弹簧片64的挤压下,每次只通过一个玻璃瓶,并且落入玻璃瓶转运槽23内,完成玻璃瓶的上料;s5,转运盘继续转动,让出后续的进料位置,已经完成进料的第一瓶塞转运槽24上方的气缸51动作,下压气泵52以及抽气管53,将吸附的瓶塞压入下方的玻璃瓶内,完成插塞动作,并在复位弹簧55的协助下复位;s6,完成插塞的转运盘继续转动至底板17预留的出料通道8处,此时第一瓶塞转运槽24以及玻璃瓶转运槽23下方失去底板17作为支撑,变成了出料通道8,此时气缸51再次动作,通过下压抽气管53将完成插塞的卡式瓶捅出,从出料通道8完成出料;后续所有的转运槽持续重复上述过程,进行持续插塞作业。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1