一种试验件端部的加强方法与流程
1.本发明涉及试验件的加强方法,尤其涉及一种复合材料试验件端部的加强方法。
背景技术:
2.纤维增强复合材料具有比模量高、比重低、可设计性等诸多优点,在航空、航天等领域得到了广泛应用。复合材料零件,如长桁、多筋壁板等会承受各种载荷,因此需要对试验件进行强度测试,以评估试验件的安全性和可靠性。
3.在特定的测试实验中,需要使试验件获得预设的破坏模式,从而保证实验数据的有效性。但是,由于纤维增强复合材料自身的结构特性,其试验件在测试实验中其端部容易发生劈裂破坏,影响实验数据的准确性和可靠性。现有技术中,常采用在试验件的端部贴加强片的方法来进行端部加强。但受到试验件形状的限制往往会导致试验件受力集中的情况出现,所以端部贴加强片的方法不能保证试验件的端部在受压状态下完好无损。而且对于大尺寸的结构件或全尺寸的零件,贴加强片起到的加强作用有限,也不能够保证试验件在测试过程中达到“中部破坏、端部完好”的有效破坏模式。
4.因此亟需一种试验件端部的加强方法以解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种试验件端部的加强方法,使得试验件在测试过程中达到“中部破坏、端部完好”的有效破坏模式,且适用于不同形状的端部的试验件。
6.为达此目的,本发明所采用的技术方案是:
7.一种试验件端部的加强方法,包括以下步骤:
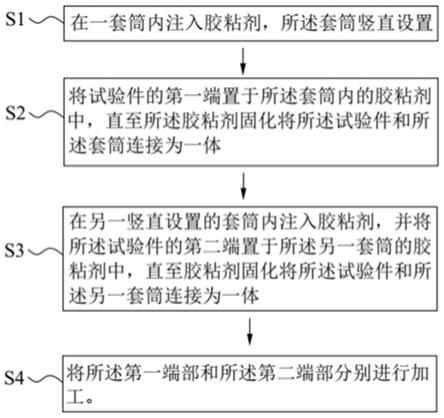
8.s1:在一套筒内注入胶粘剂,所述套筒竖直设置;
9.s2:将试验件的第一端置于所述套筒内的胶粘剂中,直至所述胶粘剂固化将所述试验件和所述套筒连接为一体;
10.s3:在另一竖直设置的套筒内注入胶粘剂,并将所述试验件的第二端置于所述另一套筒的胶粘剂中,直至胶粘剂固化将所述试验件和所述另一套筒连接为一体。
11.进一步地,在将所述试验件的第一端或第二端置于对应的所述套筒内的所述胶粘剂中时,使用夹具对所述试验件进行夹持固定。
12.进一步地,所述试验件和所述套筒之间的所述胶粘剂的厚度大于等于1cm。
13.进一步地,所述胶粘剂由环氧树脂胶和硬化剂以第一预设重量比例混合制成。
14.进一步地,所述第一预设重量比例为2/1~5/1。
15.进一步地,所述胶粘剂添加有增强材料,所述胶粘剂与所述增强材料以第二预设重量比例混合,且所述第二预设重量比例为1/1~5/1。
16.进一步地,所述增强材料为石英砂。
17.进一步地,所述s3之后还包括s4:将所述第一端和所述第二端分别进行加工。
18.进一步地,在将所述试验件的第一端或第二端置于对应的所述套筒内的所述胶粘
剂后还包括:室温静置第一预设时间,或者以预设温度烘烤第二预设时间,以使所述胶粘剂固化。
19.进一步地,其特征在于,所述套筒的材质为铝合金或合金钢。
20.本发明的有益效果为:
21.本发明提出的一种试验件端部的加强方法,套筒通过胶粘剂粘接到试验件的端部,提高了试验件的端部的强度,使得试验件在测试过程中能够达到“中部破坏、端部完好”的有效破坏模式。且该加强方法适用于具有不同形状的端部的试验件。该试验件端部的加强方法,只需将套筒与试验件的端部进行粘接,工艺简单,操作简便。此外,相对于现有技术,该加强方法采用廉价易得的材料,降低了加工成本。
附图说明
22.图1是本发明实施例一提供的试验件端部的加强方法的流程图;
23.图2是本发明实施例二提供的试验件端部的加强方法的流程图。
具体实施方式
24.为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部。
25.在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
26.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
27.在本实施例的描述中,术语“上”、“下”、“右”、等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
28.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
29.实施例一
30.试验件在测试实验时其端部容易发生劈裂破坏,影响实验数据的准确性和可靠性,因此需要确保试验件能够实现预定的破坏模式。对于大尺寸的结构件或全尺寸的零件,贴加强片起到的加强作用有限,也不能够保证试验件在测试过程中达到“中部破坏、端部完
好”的有效破坏模式。
31.为解决上述问题,如图1所示,本实施例公开了一种试验件端部的加强方法,其包括:s1:在一套筒内注入胶粘剂,套筒竖直设置,s2:将试验件的第一端置于套筒内的胶粘剂中,直至胶粘剂固化将试验件和套筒连接为一体,s3:在另一竖直设置的套筒内注入胶粘剂,并将所述试验件的第二端置于所述另一套筒的胶粘剂中,直至胶粘剂固化将所述试验件和所述另一套筒连接为一体。
32.上述试验件端部的加强方法,将套筒通过胶粘剂粘接到试验件的端部,提高了试验件的端部的强度,使得试验件在测试过程中达到“中部破坏、端部完好”的有效破坏模式。且该加强方法适用于具有不同形状的端部的试验件。该试验件端部的加强方法,只需将套筒与试验件的端部进行粘接,工艺简单,操作简便。
33.为了提高试验件的端部与套筒粘接的稳定性,在将试验件的第一端或第二端置于对应的套筒内的胶粘剂时,使用夹具对试验件进行夹持固定。该夹具只需能够实现试验件的端部与套筒固定即可,对于夹具的具体结构或尺寸,本实施例不做具体地限定。
34.需要注意的是,试验件和套筒之间的胶粘剂的厚度大于等于1cm,以确保试验件和套筒的稳固粘接。可以理解的是,当试验件和套筒之间的胶粘剂的厚度小于1cm时,试验件和套筒的粘接的稳定性较差。
35.在将试验件的第一端或第二端置于对应的套筒内的胶粘剂后,胶粘剂的固化过程分为室温固化和升温固化两种方式。室温固化需在室温下静置第一预设时间以使胶粘剂固化,且第一预设时间为四十八个小时。可以理解的是,第一预设时间还可以大于四十八小时。升温固化需要在温度为六十摄氏度的环境中静置第二预设时间以使胶粘剂固化,且第二预设时间不小于两个小时。
36.在本实施例中,胶粘剂优选为市场上出售的双组份环氧树脂胶,即ab胶,该胶粘剂廉价易得,在保证了粘接效果的同时降低了加工成本。
37.具体地,胶粘剂由环氧树脂胶和硬化剂以第一预设重量比例混合制成,且第一预设重量比例为2/1~5/1。可以理解的是,胶粘剂的组成比例还可以设置为其他重量比例,但其粘接效果会变差。
38.为了提高胶粘剂的强度,胶粘剂中添加有增强材料,胶粘剂与增强材料以第二预设重量比例混合,且第二预设重量比例为1/1~5/1。使用电动搅拌器将胶粘剂和增强材料混合均匀,然后尽快注入套筒中。
39.具体而言,该试验件端部的加强方法的具体操作过程为:
40.首先,根据试验件端部的形状制造与之相匹配的套筒。需要注意的是,当试验件的端部尺寸较大时,需要对铝合金后和合金钢材料进行机加工获得套筒;当试验件的端部尺寸较小时,可以选用市场上出售的铝管或钢管进行切割获得套筒。然后按照第一预设重量比例调配胶粘剂,然后按照第二预设重量比例将胶粘剂与增强材料充分搅拌以混合均匀。将套筒竖直放置,并将上述胶粘剂注入套筒内,将试验件的第一端竖直放入套筒内的胶粘剂中,实用夹具固定套筒和试验件。根据实际工况选择室温静置或升温静置直至胶粘剂固化以使试验件的第一端与套筒连接为一体。
41.然后对试验件的第二端重复上述步骤,将试验件的第二端与套筒连接为一体。
42.在本实施例中,增强材料优选但不限于石英砂,石英砂廉价易得可以减低该方法
的加工成本。在其他实施例中,增强材料还可以是铝粉等材料。
43.需要注意的是,套筒的材质均为铝合金或合金钢以使得试验件的端部加强效果更佳。
44.实施例二
45.如图2所示,本实施例提供了一种试验件端部的加强方法,其在实施例一的基础上,还包括:将第一端和第二端分别进行加工。
46.具体而言,对于粘接有套筒的试验件的端部的平面度或平行度不能达到测试实验的需求,因此,需要对加强后的试验件的第一端和第二端分别进行机加工处理直至满足测试实验对试验件的平面度和平整度的要求。
47.以上实施方式只是阐述了本发明的基本原理和特性,本发明不受上述实施方式限制,在不脱离本发明精神和范围的前提下,本发明还有各种变化和改变,这些变化和改变都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1