一种产品三维辅助扫描系统及其方法与流程
一种产品三维辅助扫描系统及其方法
【技术领域】
1.本发明涉及三维扫描的技术领域,具体是涉及一种产品三维辅助扫描系统及其方法。
背景技术:
2.三维扫描是指集光、机、电和计算机技术于一体的高新技术,主要用于对物体空间外形和结构及色彩进行扫描,以获得物体表面的空间坐标。它的重要意义在于能够将实物的立体信息转换为计算机能直接处理的数字信号,为实物数字化提供了相当方便快捷的手段,三维扫描技术能实现非接触测量,且具有速度快、精度高的优点。
3.现阶段针对产品的三维数据的检测方法为人工采用量具对产品的三维尺寸进行测量,并且人工记录其尺寸数据,其中,所述产品均用治具进行固定,并且当产品的类型及尺寸不同时,需要更换其对应适用的治具来进行固定检测,然而该检测方法容易造成人工检测失误,检测数据的不准确,存在误差,同时需要耗费大量时间去记录数据,造成了成本高、耗时费力,产生了产品的检测效率降低的问题。
4.有鉴于此,实有必要提供一种产品三维辅助扫描系统及其方法,以解决现阶段的检测方法产生的人工检测数据不准确且存在误差、成本高、耗时费力以及产品的检测效率降低的问题。
技术实现要素:
5.本发明的目的在于提供一种产品三维辅助扫描系统及其方法,以解决现阶段的检测方法产生的人工检测数据不准确且存在误差、成本高、耗时费力以及产品的检测效率降低的问题。
6.本发明提供一种产品三维辅助扫描系统,其包括:
7.固定模块,所述固定模块用于固定产品;
8.处理模块,所述处理模块连接所述固定模块,所述处理模块包括扫描单元及计算单元,所述扫描单元用于三维扫描产品于x轴、y轴及z轴的各个实际长度,所述计算单元用于计算产品于x轴、y轴及z轴的各个长度的实际误差;
9.显示模块,所述显示模块连接所述处理模块,所述显示模块用于显示所述产品三维扫描的检测情况;
10.数据库,所述数据库连接所述显示模块,所述数据库上设有产品的x轴、y轴及z轴的各个三维模型的标准长度以及各个标准误差。
11.可选的,所述固定模块上设有泡棉,所述泡棉的中心镂空凹槽用于固定所述产品。
12.可选的,所述扫描单元设有三维扫描仪。
13.可选的,所述产品三维辅助扫描系统还包括存储模块。
14.可选的,所述实际误差的计算方式为实际长度减去标准长度。
15.可选的,所述标准误差范围在0-0.8毫米之间。
16.可选的,所述显示模块上设有指示灯,所述指示灯为红绿指示灯。
17.本发明还提供一种产品三维辅助扫描方法,其包括以下步骤:
18.(1)将产品固定于泡棉的中心镂空凹槽内;
19.(2)三维扫描产品的实际长度;
20.(3)根据三维模型上产品的标准长度,计算出产品的实际误差;
21.(4)判断实际误差是否在0-0.8毫米内;
22.(5)绿灯亮,产品合格;
23.(6)红灯亮,产品不合格;
24.(7)保存产品三维扫描长度的实际数据信息。
25.可选的,所述实际长度为产品于x轴、y轴及z轴上实际三维扫描的长度,所述标准长度为产品于三维模型上的长度,所述实际误差为实际长度减去标准长度。
26.可选的,所述步骤(5)的具体步骤为当产品的实际误差在标准误差范围0-0.8毫米之间,所述显示模块上的指示灯显示为绿灯,说明产品合格。
27.相较于现有技术,本发明的产品三维辅助扫描系统及其方法,首先通过泡棉的中心镂空凹槽固定产品,泡棉取代治具固定,节省了治具的成本,其次,通过三维扫描产品于x轴、y轴及z轴上的实际长度,计算出实际误差,当实际误差在0-0.8毫米内,指示灯显示为绿灯,产品合格,当实际误差不在0-0.8毫米内,指示灯显示为红灯,产品不合格,利用本发明的产品三维辅助扫描系统及其方法,不仅解决人工检测数据的不准确、存在误差、且耗时费力的问题,还通过泡棉取代治具,使成本降低,大大提高了产品的检测效率。
【附图说明】
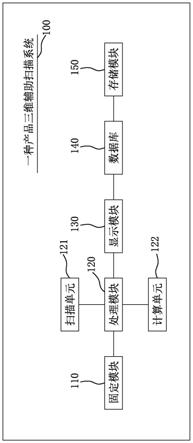
28.图1是本发明的产品三维辅助扫描系统的示意图。
29.图2是本发明的产品三维辅助扫描方法的示意图。
【具体实施方式】
30.为更进一步阐述本发明所采取的技术手段及其效果,以下结合本发明的一较佳实施例及其附图进行详细描述。
31.请参阅图1及图2所示,图1是本发明的产品三维辅助扫描系统的示意图,图2是本发明的产品三维辅助扫描方法的示意图。
32.本发明提供一种产品三维辅助扫描系统100,其包括:
33.固定模块110,所述固定模块110用于固定产品;
34.处理模块120,所述处理模块120连接所述固定模块110,所述处理模块120包括扫描单元121及计算单元122,所述扫描单元121用于三维扫描产品于x轴、y轴及z轴的各个实际长度,所述计算单元122用于计算产品于x轴、y轴及z轴的各个长度的实际误差;
35.显示模块130,所述显示模块130连接所述处理模块120,所述显示模块130用于显示所述产品三维扫描的检测情况;
36.数据库140,所述数据库140连接所述显示模块130,所述数据库140上设有产品的x轴、y轴及z轴的各个三维模型的标准长度以及各个标准误差。
37.其中,所述固定模块110上设有泡棉,所述泡棉的中心镂空凹槽用于固定所述产
品,所述泡棉替代固定治具,降低了成本,并且通过泡棉固定产品,使整个产品的三维辅助扫描作业趋于便捷化。
38.其中,所述扫描单元121设有三维扫描仪,所述三维扫描仪用于测量物体于x轴、y轴及z轴的长度的数据信息,并且所述三维扫描仪具有速度快、精度高的优点。
39.其中,所述产品三维辅助扫描系统100还包括存储模块150,所述存储模块150用于存储所述产品于x轴、y轴及z轴的各个实际长度的数据信息。
40.其中,所述实际误差的计算方式为实际长度减去标准长度。
41.其中,所述标准误差范围在0-0.8毫米之间,当实际误差在0-0.8毫米内,指示灯显示为绿灯,产品合格,当实际误差不在0-0.8毫米内,指示灯显示为红灯,产品不合格。
42.其中,所述显示模块130上设有指示灯,所述指示灯为红绿指示灯,若实际误差在标准误差范围内,指示灯显示为绿灯,若实际误差不在标准误差范围内,指示灯显示为红灯。
43.本发明还提供一种产品三维辅助扫描方法,其包括以下步骤:
44.s110:将产品固定于泡棉的中心镂空凹槽内;
45.s120:三维扫描产品的实际长度;
46.s130:根据三维模型上产品的标准长度,计算出产品的实际误差;
47.s140:判断实际误差是否在0-0.8毫米内;
48.s150:绿灯亮,产品合格;
49.s160:红灯亮,产品不合格;
50.s170:保存产品三维扫描长度的实际数据信息。
51.其中,所述实际长度为产品于x轴、y轴及z轴上实际三维扫描的长度,所述标准长度为产品于三维模型上的长度,所述实际误差为实际长度减去标准长度。
52.其中,所述步骤s150的具体步骤为当产品的实际误差在标准误差范围0-0.8毫米之间,所述显示模块上的指示灯显示为绿灯,说明产品合格。
53.相较于现有技术,本发明的产品三维辅助扫描系统100及其方法,首先通过泡棉的中心镂空凹槽固定产品,取代治具固定,节省了治具的成本,其次,通过三维扫描产品于x轴、y轴及z轴上的实际长度,计算出实际误差,当实际误差在0-0.8毫米内,指示灯显示为绿灯,产品合格,当实际误差不在0-0.8毫米内,指示灯显示为红灯,产品不合格,利用本发明的产品三维辅助扫描系统100及其方法,不仅解决人工检测数据的不准确、存在误差、且耗时费力的问题,还通过泡棉取代治具,使成本降低,大大提高了产品的检测效率。
54.需指出的是,本发明不限于上述实施方式,任何熟悉本专业的技术人员基于本发明技术方案对上述实施例所作的任何简单修改、等同变化与修饰,都落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1