一种冲压铝制件的检验平台和检验方法与流程
1.本发明涉及铝制零件质量检验技术领域,更具体地,涉及一种冲压铝制件检验平台和检验方法。
背景技术:
2.铝在汽车制造业中使用频繁和广泛,因为它使用了最快、最安全、最环保和最具成本效益的方式来提高汽车制造的性能,提高了汽车的燃油经济性和减少了汽车尾气污染物的排放,保持或提高汽车使用过程中的安全性和耐用性。目前,随着汽车的节能化和轻量化的使用需求,更轻的铝制材料已经开始应用于汽车零部件中,在铝制件的制造过程中,由于铝材的可塑性较强,铝材能够加工成许多不同形状的异形件,铝材在加工过程中,由于受温度、湿度和设备等方面的原因的影响,导致铝制件在制造加工过程中会出现开裂、暗裂、拉毛、压印等种种的质量问题,这些质量问题严重影响铝制零件的使用性能,现有技术中通常使用目测或使用机械的检测设备等手段检测铝制零件的质量问题,但这些手段对于铝制零件是否存在暗裂的风险无法进行准确的预估,检验速度比较慢、检验效率和检测精确度比较低。
技术实现要素:
3.本发明的目的在于提供一种冲压铝制件的检验平台和检验方法,通过光线照射在铝制零件表面折射后目视零件的一种判断零件质量好坏的方法,通过运用这种检验方法能够快速有效地做出判断铝制零件质量好坏从而提高检测零件的效率和精准度。
4.为达到上述目的,本发明采用以下技术方案:
5.一种冲压铝制件的检验平台,包括上半部分的“a形架”和下半部分的检验台面,所述a形架和所述检验台面为一体结构,所述a形架上设置有若干个照明设备固定件。
6.进一步的,所述检验台面的底部设有万向轮,所述照明设备固定件内安装有照明设备。
7.进一步的,所述照明设备固定件的数目共为6组,所述照明设备固定件位于所述a形架水平端的组数为2个,所述照明设备固定件位于所述a形架竖直端的组数为3个,所述照明设备固定件位于所述a形架斜端的组数为1个。
8.进一步的,所述a形架水平端的两组照明,每组间隔10厘米,所述a形架竖直端安装的三组,每组间隔20厘米;所述a形架斜端的安装一组照明,居中位置安装。
9.进一步的,所述照明设备包括照明灯管和所述照明灯管外部的反射器,所述照明灯管和所述反射器为一体结构,所述反射器为圆筒形反射壁,所述圆筒形反射壁的外表面被分割成多个子反射区。
10.进一步的,所述照明灯管均为正白光源的led灯,所述led灯的色温为5600kelvin。
11.一种采用上述冲压铝制件检验平台对应的检验方法,包括如下步骤:
12.步骤1:设计一个检验平台;
13.步骤2:在步骤1的检验平台上安装照明设备;
14.步骤3:打开照明设备开关,将照明设备的光线从不同的角度照射到冲压铝制零件上;
15.步骤4:根据冲压铝制零件表面在步骤3中的照明设备的光线在折射目视角度的状态,判断冲压铝制零件的质量;
16.步骤5:使用外卡千分尺对冲压铝制零件的拉升延展面进行测量,获得实际数值,判断零件的减薄状态。
17.进一步的,所述步骤4中根据照明设备的光线在折射目视角度的状态判断冲压铝制零件的质量,分以下几个方面:
18.s41:照明设备的光线照在冲压铝制零件表面时,光线穿透冲压铝制零件:,则判定冲压铝制零件的质量是贯穿开裂;
19.s42:照明设备的光线照与冲压铝制零件表面,目视光线与冲压铝制零件成45
°
斜角时,冲压铝制零件表面呈现暗黑色细条纹,目视光线与冲压铝制零件成垂直角度时,冲压铝制零件表明有明显的颗粒感,则判定冲压铝制零件可能存在暗裂;
20.s43:照明设备的光线照与冲压铝制零件表面时,从任何角度反射出冲压铝制零件表面呈现银白色时,冲压铝制零件表面无明显起皮状态,则判定冲压铝制零件状态完好。
21.采用上述技术方案,本发明具有以下优点:
22.1.本发明的技术方案中提供了一种冲压铝制件检验平台,检验平台的台面高度是结合人体工程学原理与实际员工的身高综合考量以后定制的高度,高度为770cm,使用时在零件搬运及检验时能够较好地保护员工的身体状态,此外,照明设备共6组,照明设备外部设有反射区,每组照明设备间隔20cm,led灯的色温为5600kelvin,这样能从不同的角度把光线照射到冲压铝制零件上,使其在检验时能够产生足够的光照亮度,同时又不会产生明显的本影,有利于找出冲压铝制件的各种缺陷,能够更好的对冲压铝制件进行质量检验。
23.2.本发明提供了一种冲压铝制件检验方法,通过在检验平台上安装照明设备,针对铝制零件在光线的不同角度折射产生的变化来判断零件的是否存在暗裂的风险,通过运用这种检验方法能够快速有效地做出判断铝制零件质量好坏从而提高检测零件的效率和精准度,此方法能够有效的提升零件的检验速度并保证检验合格率,大大提高了冲压铝制零件的检验速度、效率和检验精度,对于铝制零件是否存在暗裂的风险能够进行准确的预估。
附图说明
24.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显。
25.图1是为本发明的检验平台的正视结构示意图;
26.图2为本发明的检验平台的侧视结构示意图;
27.图3为本发明的照明设备的剖视结构示意图;
28.图4为本发明的反射器的外表面结构示意图;
29.图5为本发明的冲压铝制件检验方法的流程图。
30.附图标记:1、a形架;2、检验台面;3、万向轮;4、照明设备固定件;5、照明灯管;6、反
射器;7、子反射区;8、螺杆。
具体实施方式
31.以下结合说明书附图对本发明的技术方案进行具体说明。
32.以下在具体实施方式中详细叙述本发明的详细特征以及优点,其内容足以使任何本领域技术人员了解本发明的技术内容并据以实施,且根据本说明书所揭露的说明书、权利要求及附图,本领域技术人员可轻易地理解本发明相关的目的及优点。
33.本发明的检验平台具体如下:
34.如附图1、附图2所示,一种冲压铝制件的检验平台,检验平台包括上半部分的“a形架”1和下半部分的检验台面2,“a形架”1和检验台面2为一体结构。检验台面2由底部的横竖几条木板组合组成,检验台面2上表面放置有待检验的冲压铝制零件,检验平台的检验台面2的高度是结合人体工程学原理与实际员工身高综合考量定制,检验平台定制以后的高度为770cm的检验台面,这样能够在铝制零件检验使用时以及在零件搬运过程中,能够较好地保护员工的身体状态。
35.另外,a形架1上固定安装有照明设备固定件4,照明设备固定件4的总组目为6组,分别固定安装在“a形架”1的三条边上,“a形架”1的水平端也就是顶部安装有照明设备固定件的组数为2组,顶部安装两组照明,每组间隔10厘米,a形架1的竖直端安装有照明设备固定件3组,从检验台面2到a形架竖直端的顶端总共60厘米距离,以每组20厘米间隔;“a形架”1的斜边端安装有照明设备固定件1组。a形架的斜面安装一组照明,斜面居中位置安装;这样可以从不同的角度对检验台面2的冲压铝制零件进行光照检验。检验台面2的底部固定安装有万向轮3,万向轮3的数目为4个,便于检验平台的使用和移动方便。
36.如附图3、附图4所示,照明设备包括照明灯管5和照明灯管外部的用于照明的反射器6,照明灯管5和反射器6为一体结构,照明灯管5内部包括2-3个led灯管,反射器6的形状为圆筒形结构,反射器6围设包裹在每组照明灯管5的外部,反射器6为圆筒形反射壁,圆筒形反射壁的外表面被分割成多个子反射区7。通过多个子反射区7能够从不同角度对冲压铝制零件进行照射,并从不同角度观察冲压铝制零件在光线反射产生的变化。照明设备外部两端均固定安装有螺杆8,照明设备固定件4内固定设有螺孔,每组照明设备的两端均通过螺杆8对应安装在照明设备固定件4的螺孔内,每组照明设备类似天花板上的led灯管螺纹卡接在照明设备固定件4内。照明设备共分为6组,每组照明设备之间的间隔均为20cm,这样能从不同的角度把光线照射到冲压铝制零件上,使其在检验时能够产生足够的光照亮度,可以对铝制零件表面产生无死角的光线折射,同时又不会产生明显的本影,杜绝阴影覆盖,便于找出冲压铝制零件的各种缺陷。
37.此外,照明灯管5均为正白光源的led灯,led灯的色温为5600kelvin。由于人眼对颜色感知由所处光照的色温所决定,实验证明,在5600kelvin色温下人眼感受的光是白光,人眼在白光下的观察到的颜色是最清晰的,所以检验平台采用的光照设备都是正白光源的led灯,同时也起到保护眼睛的作用。
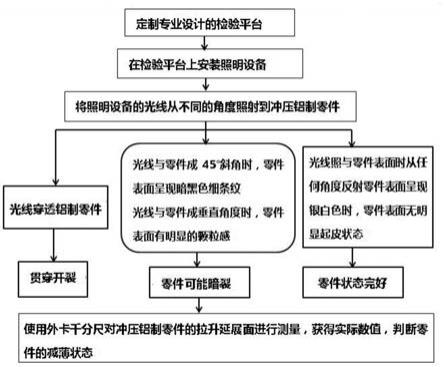
38.本发明的检验方法如附图5所示,
39.一种冲压铝制件检验方法,包括如下步骤:
40.步骤1:设计一个检验平台;
41.步骤2:在步骤1的检验平台上安装照明设备;
42.步骤3:打开照明设备开关,将照明设备的光线从不同的角度照射到冲压铝制零件上;
43.步骤4:根据冲压铝制零件表面在步骤3中的照明设备的光线在折射目视角度的状态,判断冲压铝制零件的质量;
44.步骤5:使用外卡千分尺对冲压铝制零件的拉升延展面进行测量,获得实际数值,判断零件的减薄状态。
45.步骤4中根据照明设备的光线在折射目视角度的状态判断冲压铝制零件的质量,根据光线照射的角度以及制零件在光线的不同角度折射产生的变化,主要分以下几个方面:
46.s41:当照明设备的光线照在冲压铝制零件表面时,光线直接穿透冲压铝制零件,则判定冲压铝制零件的质量是贯穿开裂状态;
47.s42:当照明设备的光线照与冲压铝制零件表面,目视光线与冲压铝制零件成45
°
斜角时,冲压铝制零件表面呈现暗黑色细条纹,目视光线与冲压铝制零件成垂直角度时,冲压铝制零件表明有明显的颗粒感,则判定冲压铝制零件质量可能存在暗裂;
48.s43:当照明设备的光线照与冲压铝制零件表面时,从任何角度反射出冲压铝制零件表面呈现银白色时,冲压铝制零件表面无明显起皮状态,则判定冲压铝制零件状态完好。
49.另外,外卡千分尺是常用的冲压铝制零件减薄率的测量工具,当判定冲压铝制零件质量可能存在暗裂风险时,需要进一步对冲压铝制零件进行检验,配合减薄率测量工具—外卡千分尺对冲压铝制零件拉升延展面可能出现暗裂位置进行测量,得到冲压铝制零件暗裂的实际测量数值,从而判断冲压铝制零件的减薄状态。
50.最后,需要指出的是,虽然本发明已参照当前的具体实施例来描述,但是本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,在不脱离本发明构思的前提下还可以作出各种等效的变化或替换,因此,只要在本发明的实质精神范围内对上述实施例的变化、变型都将落在本发明的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1