检测装置的制作方法
1.本技术涉及机械加工技术领域,尤其涉及一种检测装置。
背景技术:
2.在机械加工行业,对工件斜面角度的精准测量是现场加工的难题之一。现有测量主要采用两种方式,第一种为采用标准角度比对块或角度规进行检测,对小零件采用投影机检测;第二种为送实验室采用精密仪器进行检测。
3.但是采用第一种方式,角度块对比测量时,通过人工目视比对块与产品角度的间隙大小来判定角度范围,误判风险高,检测效率低,同时存在角度规调节不方便的问题;采用第二种方式时,投影机只适合测量外形较小的零件,不适用与较大产品的检测,同时实验室检测耗费时间,效率低下,不适合实时测量。
技术实现要素:
4.有鉴于此,有必要提供一种检测装置,可以满足实时对斜面的精准测量。
5.本技术一实施例中提供一种检测装置,用于检测产品斜面角度,包括机台、夹持机构和检测机构,所述机台用于承载产品,所述夹持机构用于将产品夹持于所述机台,所述夹持机构用于将产品夹持于所述机台,所述检测机构包括定位块、支撑件、抵接件及检测件,所述定位块设置于所述机台上,所述支撑件连接所述定位块,用于支撑产品,所述抵接件抵接于所述支撑件,用于推动所述支撑件相对所述定位块移动,所述检测件滑动设置在所述支撑件上,按压所述检测件,通过判断所述检测件与所述支撑件是否接触,以检测产品的斜面角度。
6.进一步地,在本技术的一些实施例中,所述支撑件包括第一支撑件和第二支撑件,所述第一支撑件和所述第二支撑件按第一方向滑动设置在所述定位块上。
7.进一步地,在本技术的一些实施例中,所述第一支撑件包括第一插入部和第一凸起部,所述第一插入部与所述第一凸起部连接,且所述第一插入部插入所述定位块,用于抵接产品,所述第一凸起部凸出所述定位块设置,用于与所述抵接件抵接。
8.进一步地,在本技术的一些实施例中,所述检测件设有凸起,所述凸起用于限制所述检测件滑动。
9.进一步地,在本技术的一些实施例中,所述检测机构还包括限位件和弹性件,所述限位件卡设在所述检测件设有的滑槽处,所述弹性件套设在所述检测件上。
10.进一步地,在本技术的一些实施例中,所述检测装置还包括固定块,所述固定块固定在机台上,用于固定所述抵接件。
11.进一步地,在本技术的一些实施例中,所述机台还包括主板,所述主板包括安装部,所述安装部对称设置在所述主板上,且所述夹持机构和所述检测元件设置在所述安装部上。
12.进一步地,在本技术的一些实施例中,所述机台还包括定位件,所述定位件设置在
所述主板上,用于卡持产品以对产品进行定位。
13.进一步地,在本技术的一些实施例中,所述抵接件包括第一抵接件和第二抵接件,所述第一抵接件和第二抵接件限制设置在所述固定块上,且所述第一抵接件抵接所述第一支撑件设置,所述第二抵接件抵接所述第二抵接件设置。
14.进一步地,在本技术的一些实施例中,所述第一抵接件和所述第二抵接件上还设有弹性件和限位件,所述弹性件和所述限位件分别设置在所述固定块两边,以使所述第一抵接件和所述第二抵接件具有一定弹性位移。
15.上述检测装置中,支撑件与抵接件相互抵接,按压检测件,通过检测件与支撑件是否相抵接,来判读角度是否合格,将斜面角度的变化转换为线性尺寸,极大的提高了检测精度,降低了人工操作的难度。
附图说明
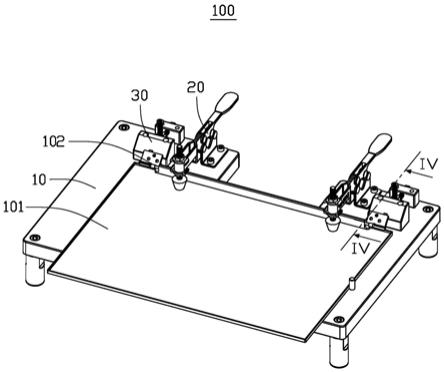
16.图1为本技术一实施例中的检测装置的结构示意图。
17.图2为本技术一实施例中的检测装置的分解图。
18.图3为本技术一实施例中的检测机构的结构示意图。
19.图4为本技术一实施例中的检测装置的剖面图。
20.图5为本技术一实施例中的检测装置的检测原理图。
21.主要元件符号说明
22.[0023][0024]
如下具体实施例将结合上述附图进一步说明本技术。
具体实施方式
[0025]
为了能够更清楚地理解本技术实施例的上述目的、特征和优点,下面结合附图和具体实施例对本技术进行详细描述。需要说明的是,在不冲突的情况下,本技术的实施例中的特征可以相互组合。
[0026]
在下面的描述中阐述了很多具体细节以便于充分理解本技术实施例,所描述的实施例是本技术一部分实施例,而不是全部的实施例。
[0027]
除非另有定义,本文所使用的所有的技术和科学术语与属于本技术实施例的技术领域的技术人员通常理解的含义相同。在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术实施例。
[0028]
本技术的实施例提供一种检测装置,用于检测产品斜面角度,包括机台、夹持机构和检测机构,所述机台用于承载产品,所述夹持机构用于将产品夹持于所述机台,所述夹持机构用于将产品夹持于所述机台,所述检测机构包括定位块、支撑件、抵接件及检测件,所述定位块设置于所述机台上,所述支撑件连接所述定位块,用于支撑产品,所述抵接件抵接于所述支撑件,用于推动所述支撑件相对所述定位块移动,所述检测件滑动设置在所述支
撑件上,按压所述检测件,通过判断所述检测件与所述支撑件是否接触,以检测产品的斜面角度。
[0029]
上述检测装置,通过支撑件与抵接件相互抵接,按压件与支撑件是否相抵接,来判读角度是否合格,将斜面角度的变化转换为线性尺寸,极大的提高了检测精度,降低了人工操作的难度。
[0030]
下面结合附图,对本技术的一些实施例作详细说明。
[0031]
请参阅图1,本技术的实施例提供一种检测装置100,用于对产品101的斜面102角度进行检测。所述检测装置100包括机台10、夹持机构20及检测机构30,所述夹持机构20和所述检测机构30设置在所述机台10上,所述夹持机构20用于夹持待检测产品101,防止产品101在检测时晃动,所述检测机构30用于检测产品101的斜面角度。
[0032]
请参阅图2,所述机台10包括主板11和支撑柱12,所述主板11用于放置所述产品101。所述支撑柱12设置在所述主板11四个拐角处,用于支撑主板11,以便于搬运及安放。在一实施例中,所述主板11包括安装部111,所述安装部111对称设置在所述主板11一端,用于安装夹持机构20和检测机构30。在一实施例中,所述主板11大体为“凹”字型。
[0033]
所述机台10还包括定位件13,所述定位件13设置在所述主板11上,用于与夹持机构20配合,以将待测产品101固定在主板11上,实现待测产品101的定位。在一实施例中,所述定位件13数量为三个。
[0034]
所述夹持机构20用于将待测产品101夹持贴合所述主板11。在一实施例中,所述夹持机构20为肘夹21,用于在拧紧的作用下将产品101固定在所述主板11上。所述肘夹21上设有支撑座211,所述支撑座211固定在所述安装部111上。在一实施例中,所述肘夹21的数量为两个,对称设置在所述安装部111上,配合使用,使得对产品101作用力更均匀。可以理解,所述夹持机构20可以为其他机构,只要满足将产品101固定在主板11上即可。
[0035]
请参阅图3,所述检测机构30包括定位块31、固定块32、支撑件33、抵接件34及检测件35,所述定位块31及所述固定块32固定安装在所述安装部111上,所述支撑件33一端连接所述定位块31,另一端与所述抵接件34抵接。所述抵接件34限制设置在所述固定块32上。所述检测件35滑动限制设置在所述支撑件33上,用于检测产品101斜面102。在一实施例中,所述定位块31与所述固定块32通过螺栓与所述安装部111固定连接。可以理解,所述支撑件33和所述抵接件34数量不做限制,可以为两个、三个、四个或其他数量。在一实施例中,所述检测机构30数量为两个,且对称设置在所述安装部111上,以使检测更加精确。
[0036]
进一步地,所述定位块31包括斜切面311,所述斜切面311用于与所述支撑件33配合,以对产品101进行检测,同时防止检测时与产品101的斜面102产生触碰,影响检测。
[0037]
所述固定块32固定设置在所述定位块31远离所述斜切面311一端,用于固定所述抵接件34。在一实施例中,所述固定块32为长方体结构。
[0038]
所述支撑件33包括第一支撑件331和第二支撑件332,所述第一支撑件331包括第一插入部3311和第一凸起部3312,所述第一插入部3311与所述第一凸起部3312连接,且所述第一插入部3311插入所述定位块31,所述第一凸起部3312凸出所述定位块31设置。所述第一凸起部3312还设有第一通孔3312a,所述第一通孔3312a用于安装所述检测件35。
[0039]
可以理解,所述第二支撑件332与所述第一支撑件331结构大体类似,具体地,所述第二支撑件332包括第二插入部3321和第二凸起部3322,所述第二凸起部3322凸出所述定
位块31设置。在一实施例中,所述第一插入部3311与所述第二插入部3321一端设置为圆弧形状,以使得与待测产品101接触时,防止刮伤产品101。在检测时,所述第一插入部3311远离所述第一凸起部3312一端与所述第二插入部3321远离所述第二凸起部3322一端与产品101相切,以使检测结果更加精准。在一实施例中,所述第一支撑件331与所述第二支撑件332为销件。
[0040]
所述抵接件34包括第一抵接件341与第二抵接件342,所述第一抵接件341与所述第二抵接件342滑动设置在所述固定块32上,以分别推动所述第一支撑件331和所述第二支撑件332移动。具体地,所述第一抵接件341一端套设有弹性件343,以使所述第一抵接件341弹性连接于所述固定块32。另一端设有限位件344,所述限位件344卡设在所述第一抵接件341开设的环槽3411上,用于限制第一抵接件341的移动。在一实施例中,所述弹性件343为压缩弹簧,所述限位件344大体为“c”字型。
[0041]
可以理解,所述第二抵接件342与所述第一抵接件341结构大体类似,再次不做赘述。在一实施例中,所述第一抵接件341与所述第二抵接件342为销件。
[0042]
所述检测件35滑动设置在所述第一凸起部3312上,且所述检测件35结构大体与所述第一抵接件341类似。具体地,所述检测件35还包括限位件351和弹性件352,所述限位件351卡设在所述检测件35开设的环槽3511上,用于限制所述弹性件352的移动。所述弹性件352套设在所述检测件35靠近所述环槽3511一端,用于使得所述检测件35弹性连接所述第一凸起部3312。
[0043]
所述检测件35远离所述环槽3511一端还设有凸起354,所述凸起354用于限位,防止所述检测件35脱离所述第一凸起部3312。通过按压所述检测件35,所述凸起354与所述第二凸起部3322抵接。在一实施例中,所述弹性件352为压缩弹簧。
[0044]
请参阅图4和图5,由于所述第一支撑件331和所述第二支撑件332与产品101接触的横截面为圆弧形,在测量时,产品101的斜面102与所述第一支撑件331和所述第二支撑件332表面相切,且斜面102的延长线、第二支撑件332的滑动方向组成的形状横截面及检测件35的延长线形成直角三角形,且分别对应直角三角形的斜边c、直角边a及直角边b。随着斜面角度允许的公差变化为θ,检测件35所在的直角边a长度不产生变化,产品101的斜面102所在斜边c由斜边c1变为c2,直角边b长度由b1变为b2,从而可以通过b2和b1的差值去判断斜面102角度变化范围是否在允许范围内。可以理解,所述检测件35在设置时,所述凸起354距离所述检测件35远离所述限位件351一端的距离设置为b2和b1的差值,以判读角度是否符合。
[0045]
所述检测装置100在检测产品时,先将产品101贴合所述主板11,同时通过定位件13将产品101定位,然后通过夹持机构20将产品固定在主板11上。然后将产品101设有的转轴展开后的斜面102与所述第一支撑件331及所述第二支撑件332接触,推动所述第一支撑件331与所述第二支撑件332滑动,所述弹性件343受到压缩。按压所述检测件35,所述检测件35具有一定位移量,当所述检测件35的凸起354与所述第二支撑件332的第二凸起部3322相抵接时,则产品101满足要求,为合格品;当所述检测件35的凸起354与所述第二支撑件332无接触时,则产品101不满足要求,为不良品。
[0046]
上述检测装置,结构简单,利用直角三角形原理,将斜面角度的变化转换为线性尺寸,极大的提示了检测精度,降低了人工操作的难度。
[0047]
以上实施例仅用以说明本技术实施例的技术方案而非限制,尽管参照以上较佳实施例对本技术实施例进行了详细说明,本领域的普通技术人员应当理解,可以对本技术实施例的技术方案进行修改或等同替换都不应脱离本技术实施例的技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1