大米加工精度检测方法及系统与流程
1.本发明涉及一种大米加工精度检测方法及系统,属于大米生产加 工技术领域。
背景技术:
2.目前大米加工精度的检测方法通常为伊红y-亚甲基蓝染色后的对 比观测法、仪器辅助检测法及仪器检测法,其利用图像分析方法对染 色后大米的留皮和留胚程度进行检测,该方法虽然客观准确,留皮度 不受品种、区域、年份等因素影响,但是由于大米需经染色后才能进 机检测,前处理时间长且操作复杂,不适用于大量检测,时效性低, 因此局限于实验室检测,在大米加工精度的现场检验以及在线检测较 难实现。
技术实现要素:
3.本发明所要解决的技术问题在于针对现有技术的不足,提供一种 大米加工精度检测方法及系统,通过白光干涉测量单元对大米进行表 面处理,在得到大米的表面参数后,依据拟合出的样品表面留皮度的 计算公式,将大米划分至相应的加工精度等级中。
4.本发明所要解决的技术问题是通过如下技术方案实现的:
5.本发明提供一种大米加工精度检测方法,所述大米加工精度检测 方法包括如下步骤:
6.s1:通过白光干涉测量仪,对大米进行表面处理,获得基础表面 和测量表面;所述测量表面为所述大米的朝向白光干涉测量仪一面的 真实表面,所述基础表面为根据所述测量表面进行拟合平面化处理后 的模拟平面;
7.s2:基于所述基础表面以及所述测量表面上的采样点得出多个大 米的表面参数,所述表面参数包括平均值sa、最大距离sz以及均方根 sq;所述平均值sa表示多个采样点高度差的绝对值的平均值,所述最 大距离sz表示多个采样点中最大峰高和最大谷深的和,所述均方根sq 表示多个采样点高度的均方根;
8.s3:基于所述表面参数计算大米的样品表面留皮度;
9.s4:根据所述样品表面留皮度判断大米加工精度。
10.优选地,在所述s3中,所述基于所述表面参数计算大米的样品表 面留皮度为基于样品表面留皮度的计算公式计算样品表面留皮度;所 述样品表面留皮度的计算公式是所述通过表面参数回归得到的样品表 面留皮度的计算公式。
11.优选地,所述样品表面留皮度的计算公式为:
12.样品表面留皮度=-51.76-8.198sq-4.876sa+0.589sz。
13.优选地,在每个所述大米表面选取3-7个采样点。
14.为了防止大米中存在的碎米或病斑等影响检测结果,在所述s1 前,对大米进行筛理。
15.本发明还提供一种大米加工精度检测系统,所述大米加工精度检 测系统根据如上所述的大米加工精度检测方法进行工作,其包括:
16.白光干涉测量单元,其包括白光干涉测量仪、图像处理单元以及 样品槽;所述白光干涉测量仪用于对大米进行表面处理,获得所述基 础表面和所述测量表面;所述图像处理单元用于基于所述基础表面以 及所述测量表面上的采样点得出多个大米的所述表面参数;所述样品 槽用于容置大米;
17.计算单元,用于基于所述表面参数计算大米的样品表面留皮度;
18.结果输出单元,用于基于所述样品表面留皮度判断大米加工精度, 并将所述大米加工精度输出。
19.优选地,所述样品槽包括多个凹槽,每一个所述凹槽用于容置一 粒大米。
20.优选地,所述凹槽的数量为6-24个,所述凹槽为长方形,槽长为 15-40mm,槽宽为5-15mm,槽深为5-15mm。
21.优选地,所述白光干涉测量仪的最大视场为500-2500μm
×
500-2000μm,垂直扫描精度为0.5-10μm,纵向分辨率和横向分辨率分 别为0.1-5μm和0.1-5μm,光源为单光源或组合光源,ccd像素为 500-1000
×
500-1000,扫描步长为0.1-1μm,采样的时间间隔为 50-200ms。
22.综上所述,本发明白光干涉测量单元对大米进行表面处理,在得 到大米的表面参数后,依据拟合出的样品表面留皮度的计算公式,将 大米划分至相应的加工精度等级中。与现有技术相比,本发明可实现 快速、客观、非接触的加工精度判定,且具有精确度高、成本低、适 用范围广且可实现生产在线监测与控制等优点。
23.下面结合附图和具体实施例,对本发明的技术方案进行详细地说 明。
附图说明
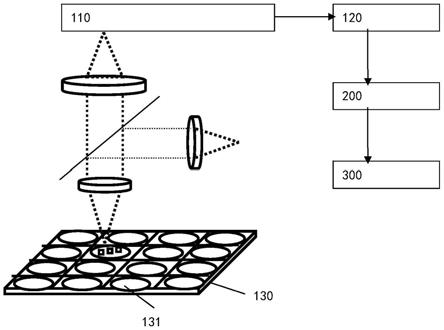
24.图1为本发明大米加工精度检测系统的结构示意图;
25.图2为本发明实施例一不同加工精度粳米样品的白光干涉图像;
26.图3为本发明实施例二不同加工精度籼米样品的白光干涉图像。
具体实施方式
27.白光干涉利用同一光源发射出固定间距的2束相干白光,形成干 涉条纹参考光路,被测物体表面因轮廓差异所形成干涉条纹为检测光 路,通过参考光路与检测光路的光程差的变化计算表面轮廓的变化。 例如,白光干涉例如被应用于光缆故障定位(cn110071759)、光学玻 璃均匀性检测(cn103454249a)以及黏性土真实接触面积细观试验等 研究。
28.本发明提供一种基于白光干涉的大米加工精度检测方法及大米加 工精度检测系统,所述大米加工精度检测系统包括白光干涉测量单元 100、计算单元200以及结果输出单元300。
29.所述白光干涉测量单元100包括白光干涉测量仪110、图像处理单 元120以及样品槽130。
30.所述样品槽130用于容置大米(如粳米或籼米),所述样品槽130 包括多个凹槽131,其中,每一个凹槽131用于容置一粒大米。本发明 并不限制所述样品槽130以及凹槽131的具体形状及其排布,例如, 所述凹槽131可以为椭圆形、圆形、长方形或其他多边形
等,优选地, 所述凹槽131的数量为6-24个,所述凹槽131为长方形,其槽长为 15-40mm,槽宽为5-15mm,槽深为5-15mm。本领域技术人员可以根 据使用的白光干涉测量仪110来选择设计样品槽130,以方便测量观察。
31.所述白光干涉测量仪110用于对所述样品槽130上的大米进行表 面处理,获得基础表面和测量表面。其中所述测量表面为所述大米的 朝向白光干涉测量仪110一面的真实表面,所述基础表面为根据所述 测量表面进行拟合平面化处理后的模拟平面(例如使用美国bruker的 contour gt-im型白光干涉仪对大米进行表面处理后通过其内置系统 拟合得到的模拟平面)。
32.所述白光干涉测量仪110可以使用市面上现有的白光干涉测量仪 110,例如美国bruker的contour gt-im型白光干涉仪,其可以使用现 有方法获得大米的基础表面以及测量表面。优选地,白光干涉测量仪 110的最大视场为500-2500μm
×
500-2000μm,垂直扫描精度为 0.5-10μm,纵向分辨率和横向分辨率分别为0.1-5μm和0.1-5μm,光源 为单光源或组合光源,ccd像素为500-1000
×
500-1000,扫描步长为 0.1-1μm,采样的时间间隔为50-200ms。
33.所述图像处理单元120用于基于所述基础表面以及测量表面上的 采样点得出多个大米的表面参数,所述表面参数包括平均值sa、最大 距离sz以及均方根sq。其中,所述平均值sa表示多个采样点高度差 的绝对值的平均值,所述最大距离sz表示多个采样点中最大峰高和最 大谷深的和,所述均方根sq表示多个采样点高度的均方根,其可用于 表示大米样品表面粗糙程度。
34.需要补充的是,上述高度、峰高、谷深是指大米的采样点的高度 与基础表面之间的垂直距离。
35.优选地,在每个大米表面选取3-7个采样点。
36.所述图像处理单元120可以使用现有与白光干涉测量仪110配套 使用的处理系统,例如ibm spss statistic、microsoft office excel、statistical analysis system等。
37.所述计算单元200用于基于所述表面参数计算大米的样品表面留 皮度。具体地,可以通过表面参数sa、sz、sq回归得到样品表面留皮 度的计算公式,通过计算公式建立表面参数和留皮度的关系。
38.示例性地,样品表面留皮度=-51.76-8.198sq-4.876sa+0.589sz。
39.所述计算单元200可以使用ibm spss statistic实现。
40.所述结果输出单元300用于基于所述样品表面留皮度判断大米加 工精度,并将所述大米加工精度输出。所述样品表面留皮度与大米加 工精度的关系例如可参见现有的国家标准gb/t1354-2018。所述结果输 出单元300可以使用ibm spss statistics实现。
41.本发明通过白光干涉测量单元100对大米进行表面处理,在得到 大米的表面参数后,依据拟合出的样品表面留皮度的计算公式,将大 米划分至相应的加工精度等级中。
42.本发明还提供一种大米加工精度检测方法,包括如下步骤:
43.s1:通过白光干涉测量仪110,对样品槽130内的大米进行表面 处理,获得基础表面和测量表面;
44.s2:基于所述基础表面以及测量表面上的采样点得出多个大米的 表面参数,所述
表面参数包括平均值sa、最大距离sz以及均方根sq;
45.s3:基于所述表面参数计算大米的样品表面留皮度;具体地,基 于样品表面留皮度的计算公式计算样品表面留皮度,优选地,样品表 面留皮度=-51.76-8.198sq-4.876sa+0.589sz。
46.s4:根据所述样品表面留皮度判断大米加工精度。
47.需要补充的是,为了防止大米中存在的碎米或病斑等影响检测结 果,在s1前,需要对大米进行筛理,例如分样筛筛选或人工精选等, 从而去除小碎米、糠粉、病斑粒以及黄粒等。
48.与现有技术相比,该方法具有快速、客观、非接触、精确度高、 成本低、适用范围广且可实现生产在线监测与控制的优点。
49.下面结合具体实施例来进一步说明本发明基于白光干涉的大米加 工精度检测方法及大米加工精度检测系统。
50.实施例一
51.制备不同加工精度的粳米,由以下方法获得:将糙米首先用分样 筛进行筛选,然后进行人工精选。每次取精选糙米(粳米)1000g,用 cbs300bs碾米机的不同档位对粳米样品进行碾制,然后经孔径为2mm 的标准分样筛筛理(筛理可清除米粒表面糠粉,利于客观反应样品表 面形貌),筛上物即为待测样品(成品)。在本实施例中,白光干涉测 量仪110的最大视场为800μm
×
1000μm,垂直扫描精度为0.7μm,纵 向分辨率和横向分辨率分别为0.5μm和0.54μm,光源为卤素灯 phiiips-eke-13692-21v150w,ccd像素为768
×
576,扫描步长为 0.5μm,采样的时间间隔为100ms。
52.不同加工精度样品白光干涉表面参数数据见表1,不同加工精度 粳米样品白光干涉图像见图2。其中,表1中表面参数sa、sz、sq可 通过白光干涉测量单元100获得,公式留皮度是基于表中的sa、sz、 sq根据样品表面留皮度计算得到的,实测留皮度(bd)是根据国标中 记载的方法进行测量得到的;图2中不同图像分别为不同大米表面约 1mm*1mm区域放大的图像,该图像是通过白光干涉测量单元100的图 像处理单元120进行三维图像还原得到的。
53.表1
[0054][0055]
从表1中的数据可以看出,在精碾范围(等外、适碾)外,样品 通过上述计算公式得出的留皮度与实测留皮度结果相差不大,且随着 加工精度的增加而增加,二者的误差越来越小。样品表面均方根sq值 与留皮度即加工精度具有正相关的关系。
[0056]
再结合图2可知,样品a糙米原料sq值为4.534,说明表面相对 较平整,白光干涉3d
还原图像表面平整。等外样品加工时,随着碾米 机对样品碾磨压力增加,米粒表面皮层因碰撞、碾磨而掉落,表面粗 糙度增加,sq值逐渐增加,白光干涉3d还原图像不平整程度增加。 样品表面算数平均高度sa计算时会包括所有凹凸平面的平均高度,样 品b(bd=40.5%)、样品c(bd=27.0%)、样品d(bd=6.9%)的白光 干涉3d还原图表面均出现不均匀的凹凸平面,说明在碾磨过程中,除 了皮层的掉落,也会有部分胚乳层被碾磨形成凹陷。由于样品皮层被 碾磨并不均匀,皮层部分被碾磨凸起并保留在样品表面,样品表面最 大距离sz在样品b(bd=40.5%)、样品c(bd=27.0%)、样品d (bd=6.9%)、样品e(bd=3.1%)、样品f(bd=2.2%)呈现不规律变 化,白光干涉3d还原图也出现不规律变化的凸起高峰。
[0057]
实施例二
[0058]
制备不同加工精度的籼米,由以下方法获得:将糙米首先用分样 筛进行筛选,然后进行人工精选。每次取精选糙米(籼米)1000g,用 cbs300bs碾米机的不同档位对籼米样品进行碾制,然后经孔径为2mm 的标准分样筛筛理,筛上物即为待测样品(成品)。在本实施例中,白 光干涉测量仪110的具体参数与实施例一相同,在此不再赘述。
[0059]
不同加工精度样品白光干涉表面参数数据见表2,不同加工精度 籼米样品白光干涉图像见图3。其中,表2中表面参数sa、sz、sq可 通过白光干涉测量单元100获得,公式留皮度是基于表中的sa、sz、 sq根据样品表面留皮度计算得到的,实测留皮度(bd)是根据国标中 记载的方法进行测量得到的。
[0060]
表2
[0061][0062]
从表2可以看出,在精碾范围以内的籼米样品中,样品通过上述 计算公式得出的留皮度与实测留皮度结果相差不大,样品表面均方根 sq值随着留皮度减小,即加工精度的增加而减小。
[0063]
结合图3可知,随着加工精度的增加,样品留皮度从1.5%到0.3% 变化过程中,米粒表面皮层被进一步碾磨直至全部脱落,胚乳层暴露 并被碾磨均匀,sq值逐渐减小,白光干涉3d还原图表面逐渐平整, 说明米粒表面粗糙度减小,米粒表面逐渐光滑。
[0064]
综上所述,本发明通过白光干涉测量单元对大米进行表面处理, 在得到大米的表面参数后,依据拟合出的样品表面留皮度的计算公式, 将大米划分至相应的加工精度等级中。与现有技术相比,本发明可实 现快速、客观、非接触的加工精度判定,且具有精确度高、成本低、 适用范围广且可实现生产在线监测与控制等优点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1