粒子加速器元件准直测量的焊接型靶标座及其使用方法与流程
1.本发明是关于一种粒子加速器元件准直测量的焊接型靶标座及其使用方法,属于使用激光跟踪仪针对粒子加速器的准直测量技术领域。
背景技术:
2.随着大型粒子加速器的复杂程度和体量不断地增加,粒子加速器元件准直安装的精度要求也越来越高,传统的测量仪器和准直测量方法已经很难满足测量精度要求,在测量中经常需要高精度的三维测量仪器完成准直测量工作。为了使带电粒子在加速装置中按照物理设计的理论轨道传输,使得束流在管道孔径内尽量减少损失,就必须保证粒子加速器元件的安装准直精度能达到物理的设计要求,特别是在加速器中起主导作用的电磁铁等元件,此类粒子加速器元件的准直精度将会直接引起加速束流的闭轨畸变和发射度增大,进而影响加速束流的质量和寿命。
3.为了将粒子加速器元件精确地安装准直在物理设计位置,现有技术常采用一种基于在粒子加速器元件外表面焊接靶标座的激光跟踪仪准直方法,基于预先焊接在粒子加速器元件表面的靶标座进行元件几何中心的标定,借助于加速器安装现场的三维控制网,通过空间坐标系的转换,采用激光跟踪仪测量、监测粒子加速器元件外表面的靶标座标定数据,参照元件外表面靶标座的监测值和标定值的三维偏差量,通过调节,将粒子加速器元件的坐标位置及姿态精确准直于理论的设计位置。因为在粒子加速器元件的标定和准直安装中,需要多次通过激光跟踪仪测量外表面的靶标座数据来完成准直,所以安装于粒子加速器元件表面的靶标座是准直测量过程中一个非常重要的部件,靶标座的结构和安装方式将直接影响激光跟踪仪的测量靶球的稳定性和测量精度。
4.一般市场上的常规靶标座多采用直径35mm的不锈钢或碳钢材料,为使激光跟踪仪测量靶球和靶标座能够稳定结合,通常在靶标座内牢固地粘接一块磁性较强的永磁体,永磁体无法取出,且没有在靶标座预留应力释放槽。为将靶标座永久性地稳定安装在加速器磁铁元件的表面,通常采用焊接工艺安装,然而,如果使用常规的激光跟踪仪靶标座,在焊接过程中会使内置的永磁铁因高温而消磁,且焊接后的应力释放会使靶标座产生形变,进而直接影响靶标座和激光跟踪仪测量靶球之间的匹配性和测量精度。
技术实现要素:
5.针对上述问题,本发明的目的是提供一种粒子加速器元件准直测量的焊接型靶标座及其使用方法,能够解决靶标座在与元件的焊接中内置磁铁的高温消磁和测量基准的形变问题。
6.为实现上述目的,本发明采取以下技术方案:一种粒子加速器元件准直测量的焊接型靶标座,包括靶标座基体、永磁铁和卡簧;
7.所述靶标座基体的下部周向开设有用于对所述靶标座基体与粒子加速器进行焊接后应力释放的应力释放槽;所述靶标座基体内开设有中心孔,所述中心孔内设置有用于
磁吸激光跟踪仪靶球的永磁铁;位于所述永磁铁的上方,所述靶标座基体内开设有卡槽,所述卡槽内设置有用于卡设固定所述永磁铁的卡簧;
8.位于所述卡槽上方的所述靶标座基体顶部均匀间隔开设有三个弧形凹槽,三所述弧形凹槽两两交汇处的凸台上设置有测量基准弧面,所述测量基准弧面用于测量过程中所述靶标座基体与激光跟踪仪靶球的配接。
9.进一步地,所述靶标座基体采用直径为26mm的不锈钢柱状结构。
10.进一步地,所述激光跟踪仪靶球采用1.5英寸钢制激光跟踪仪靶球。
11.进一步地,所述弧形凹槽为花瓣状。
12.进一步地,所述测量基准弧面的半径与激光跟踪仪靶球的半径相同。
13.一种粒子加速器元件准直测量的焊接型靶标座的使用方法,包括以下内容:
14.1)将焊接型靶标座间隔焊接在粒子加速器元件的指定位置,并在粒子加速器元件的一侧架设激光跟踪仪;
15.2)激光跟踪仪自由设站,按照粒子加速器元件上靶标座基体编号的顺序,采用激光跟踪仪通过激光跟踪仪靶球分别测量每一靶标座基体上的测量基准弧面相对于激光跟踪仪的三维坐标数据;
16.3)构建粒子加速器元件的元件坐标系,将测量的三维坐标数据转换为相对于粒子加速器元件坐标系的三维坐标数据并保存,作为粒子加速器元件的标定数据;
17.4)在粒子加速器元件的安装现场,采用测量软件构建粒子加速器元件的安装坐标系,并在安装坐标系下导入粒子加速器元件的标定数据;
18.5)实时监测激光跟踪仪靶球在粒子加速器元件的安装坐标系下各测量基准弧面的实际三维坐标数据与粒子加速器元件的标定数据在粒子加速器元件的安装坐标系下三维坐标数据的差值;
19.6)根据实时监测的三维坐标数据的差值,人工调节粒子加速器元件,直至将粒子加速器元件调节至理论位置;
20.7)根据调节后粒子加速器元件的安装坐标系下各测量基准弧面的实际三维坐标数据与粒子加速器元件的标定数据,计算出粒子加速器元件的几何中心与理论位置的偏差量;
21.8)判断计算出的偏差量是否符合预先设定的精度要求,若不符合,则进入步骤6)直至计算出的偏差量符合预先设定的精度要求;若符合,则保存测量结果,完成粒子加速器元件的安装准直。
22.进一步地,所述步骤1)的具体过程为:
23.1.1)将若干靶标座基体间隔焊接在粒子加速器元件的指定位置;
24.1.2)将焊接后的粒子加速器元件在室温下静止若干小时,通过各靶标座基体下部的应力释放槽对对应靶标座基体进行焊接后的应力释放;
25.1.3)在各靶标座基体的中心孔内设置永磁铁,在各靶标座基体的卡槽内设置卡簧,将各永磁铁通过对应卡簧固定在对应靶标座基体内;
26.1.4)在粒子加速器元件的一侧架设激光跟踪仪,使得激光跟踪仪的测量范围能够覆盖粒子加速器元件上焊接的所有靶标座基体;
27.1.5)将激光跟踪仪靶球分别放置在对应靶标座基体的测量基准弧面上,激光跟踪
仪靶球通过对应永磁铁的磁铁吸力与对应测量基准弧面紧密配接,消除误差。
28.进一步地,所述步骤3)的具体过程为:
29.3.1)测量预留在粒子加速器元件外部的准直基准,构建粒子加速器元件的几何中心;
30.3.2)以构建的几何中心为坐标原点、束流前进方向为z轴,构建粒子加速器元件的元件坐标系;
31.3.3)将确定的每一靶标座基体上测量基准弧面相对于激光跟踪仪的三维坐标数据,转换为相对于粒子加速器元件坐标系的三维坐标数据并保存,作为粒子加速器元件的标定数据。
32.进一步地,所述步骤4)的具体过程为:
33.4.1)在粒子加速器元件的安装现场,采用测量软件,通过激光跟踪仪测量预先布设在安装现场的三维准直控制网,将激光跟踪仪定位在粒子加速器的全局安装坐标系;
34.4.2)基于粒子加速器的全局安装坐标系,根据粒子加速器元件相对于全局安装坐标系的物理设计坐标,在测量软件中构建粒子加速器元件的安装坐标系;
35.4.3)采用测量软件,在粒子加速器元件的安装坐标系下导入粒子加速器元件的标定数据。
36.进一步地,所述步骤7)的具体过程为:
37.7.1)通过激光跟踪仪再次测量调节后粒子加速器元件的安装坐标系下各测量基准弧面的实际三维坐标数据;
38.7.2)采用测量软件,根据调节后各测量基准弧面的实际三维坐标数据与加速器四极透镜的标定数据,计算出加速器四极透镜的几何中心与理论位置在6个自由度的偏差量。
39.本发明由于采取以上技术方案,其具有以下优点:
40.1、本发明的靶标座基体可以通过焊接工艺安装在被准直测量的粒子加速器元件上,通过设置在靶标座基体下部的应力释放槽,能够减小应力释放槽以上部分测量基准的形变,解决现有技术中通过焊接工艺安装于粒子加速器元件表面的激光跟踪仪靶标座的焊接形变问题。
41.2、本发明由于在靶标座基体内设置卡簧加内嵌式永磁铁的结构,在使用过程中可以根据现场需求安装或拆卸内置永磁铁,可以有效防止靶标座基体的内置永磁铁在与粒子加速器元件的焊接中导致的高温消磁,可以使靶标座基体在焊接后不失磁性,保证靶标座的测量基准弧面与激光跟踪仪测量靶球之间的精密配接。
42.3、本发明在使用时待焊接应力释放完毕后再安装永磁铁和卡簧,将永磁铁使用卡簧固定在靶标内部,能够确保测量过程中激光跟踪仪靶球与靶标座测量基准弧面的稳定性和测量精度,可以广泛应用于使用激光跟踪仪针对粒子加速器元件的准直测量技术领域中。
附图说明
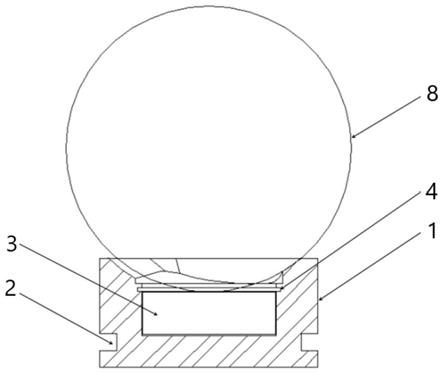
43.图1是本发明焊接型靶标座的竖向剖面结构示意图;
44.图2是本发明焊接型靶标座的俯视图;
45.图3是本发明焊接型靶标座与激光跟踪仪靶球的配接示意图;
46.图4是本发明焊接型靶标座在加速器四极透镜的安装应用示意图。
具体实施方式
47.以下结合附图来对本发明进行详细的描绘。然而应当理解,附图的提供仅为了更好地理解本发明,它们不应该理解成对本发明的限制。在本发明的描述中,需要理解的是,术语“第一”、“第二”等仅仅是用于描述的目的,而不能理解为指示或暗示相对重要性。
48.如图1至图3所示,本发明提供的粒子加速器元件准直测量的焊接型靶标座包括靶标座基体1、应力释放槽2、永磁铁3、卡槽4、卡簧5、弧形凹槽6和测量基准弧面7。
49.靶标座基体1的下部周向开设有应力释放槽2,用于对靶标座基体1与粒子加速器元件进行焊接后的应力释放。靶标座基体1内开设有中心孔,中心孔内设置有永磁铁3,用于磁吸激光跟踪仪靶球8。位于永磁铁3的上方,靶标座基体1内开设有卡槽4,卡槽4内设置有用于卡设固定永磁铁3的卡簧5。
50.位于卡槽4上方的靶标座基体1的顶部均匀间隔开设有三个花瓣状的弧形凹槽6,三个弧形凹槽6两两交汇处的凸台上设置有与激光跟踪仪靶球8半径相同的测量基准弧面7,测量基准弧面7用于测量过程中靶标座基体1与激光跟踪仪靶球8的精密配接。
51.在一个优选的实施例中,靶标座基体1可以采用直径为26mm的不锈钢柱状结构。
52.在一个优选的实施例中,激光跟踪仪靶球8可以采用1.5英寸钢制激光跟踪仪靶球。
53.下面以粒子加速器中的加速器四极透镜为具体实施例详细说明本发明粒子加速器元件准直测量的焊接型靶标座的使用方法:
54.1)如图4所示,将若干本发明的靶标座基体1间隔焊接设置在加速器四极透镜的上表面和侧面的指定位置(b1、b2
…
b6),其中,靶标座基体1的焊接位置和编号可以根据实际情况进行设定,在此不多做赘述。
55.2)将焊接后的加速器四极透镜在室温下静止5个小时以上,通过靶标座基体1下部的应力释放槽2吸收和消除在焊接过程中因为高温而引起的靶标座基体1顶部的形变应力,以减小测量基准弧面7的形变。
56.3)待应力释放完毕后,在各靶标座基体1的中心孔内设置永磁铁3,在各靶标座基体1的卡槽4内设置卡簧5,将各靶标座基体1中心孔内的永磁铁3通过对应卡簧5固定在对应靶标座基体1内。
57.4)在加速器四极透镜的一侧(约2m范围)架设激光跟踪仪,使得激光跟踪仪的测量范围能够覆盖加速器四极透镜上焊接的所有靶标座基体1。
58.5)将激光跟踪仪靶球8按照编号分别放置在对应靶标座基体1的测量基准弧面7上,激光跟踪仪靶球8通过设置在对应靶标座基体1内永磁铁3的磁铁吸力与对应测量基准弧面7紧密配接,消除在测量过程中操作人员放置激光跟踪仪靶球8时因为人手无意识的抖动而引起的测量误差。
59.6)激光跟踪仪自由设站,按照加速器四极透镜上靶标座基体1编号的顺序,采用激光跟踪仪通过激光跟踪仪靶球8分别测量每一靶标座基体1上的测量基准弧面7相对于激光跟踪仪的三维坐标数据。
60.7)构建加速器四极透镜的元件坐标系(即图4中的坐标系a),将步骤6)中测量的三
维坐标数据转换为相对于加速器四极透镜元件坐标系的三维坐标数据并保存,作为加速器四极透镜的标定数据,具体为:
61.7.1)测量预留在加速器四极透镜外部的准直基准,构建加速器四极透镜的几何中心。
62.7.2)以构建的几何中心为坐标原点、束流前进方向为z轴,构建加速器四极透镜的元件坐标系。
63.7.3)将步骤6)中测量的每一靶标座基体1上测量基准弧面7相对于激光跟踪仪的三维坐标数据,转换为相对于加速器四极透镜元件坐标系的三维坐标数据并保存,作为加速器四极透镜的标定数据。
64.8)在加速器四极透镜的安装现场,采用测量软件(例如:sa(spatial analyzer,空间分析)测量软件),根据加速器四极透镜相对于粒子加速器的全局安装坐标系的物理设计坐标,构建加速器四极透镜的安装坐标系,并在安装坐标系下导入步骤7)得到的加速器四极透镜的标定数据,具体为:
65.8.1)在加速器四极透镜的安装现场,采用测量软件,通过激光跟踪仪测量预先布设在安装现场的三维准直控制网,将激光跟踪仪定位在粒子加速器的全局安装坐标系。
66.8.2)基于粒子加速器的全局安装坐标系,根据加速器四极透镜相对于全局安装坐标系的物理设计坐标,在测量软件中构建加速器四极透镜的安装坐标系。
67.8.3)采用测量软件,在加速器四极透镜的安装坐标系下导入步骤7)得到的加速器四极透镜的标定数据。
68.9)采用激光跟踪仪并配合测量软件,实时监测激光跟踪仪靶球8在加速器四极透镜的安装坐标系下各测量基准弧面7的实际三维坐标数据(实测位置)与加速器四极透镜的标定数据(理论位置)在加速器四极透镜的安装坐标系下三维坐标数据的差值。
69.10)根据实时监测的加速器四极透镜的安装坐标系下各测量基准弧面7的实际三维坐标数据与加速器四极透镜的标定数据在加速器四极透镜的安装坐标系下三维坐标数据的差值,人工调节加速器四极透镜的三维可调支座,循序渐进地将加速器四极透镜调节至理论位置,即实时监测的三维坐标数据的差值为0。
70.11)采用激光跟踪仪并配合测量软件,根据调节后加速器四极透镜的安装坐标系下各测量基准弧面7的实际三维坐标数据与加速器四极透镜的标定数据,计算出加速器四极透镜的几何中心与理论位置的偏差量,具体为:
71.11.1)通过激光跟踪仪再次测量调节后加速器四极透镜的安装坐标系下各测量基准弧面7的实际三维坐标数据。
72.11.2)采用测量软件,根据调节后各测量基准弧面7的实际三维坐标数据与加速器四极透镜的标定数据,计算出加速器四极透镜的几何中心与理论位置在6个自由度(3个位移量,3个旋转量)的偏差量。
73.12)判断加速器四极透镜的安装准直结果(即步骤11)计算出的偏差量)是否符合预先设定的精度要求,若符合,则保存测量结果,完成加速器四极透镜的安装准直;若不符合,则进入步骤10)直至加速器四极透镜的安装准直结果符合预先设定的精度要求。
74.上述各实施例仅用于说明本发明,其中各部件的结构、连接方式和制作工艺等都是可以有所变化的,凡是在本发明技术方案的基础上进行的等同变换和改进,均不应排除
在本发明的保护范围之外。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1