一种模拟飞行器真实加热模式的石英灯热考核方法与流程
[0001]
本发明涉及隔热材料热试验技术领域,尤其涉及一种模拟隔热材料在飞行器中真实加热模式的石英灯热考核方法。
背景技术:
[0002]
航空航天飞行器在大气层飞行时面临严峻的气动热环境,需在飞行器表面及内部设置热防护系统,随着超声速及高超声速技术的发展,飞行器表面严酷的高温环境促使热防护系统超防隔热方向发展,传统做法为最外层设置陶瓷防热材料用于抵挡热流的侵蚀,由于陶瓷材料的热导率较高,隔热性能较差,所以需在陶瓷材料内层设置低热导率的隔热材料用于阻止热量向内的传递。
[0003]
航空航天研发的高成本很大一部分体现在试验验证上,普通风洞试验动辄花费数十万,隔热材料研发的同时,对其隔热性能的评价不可或缺,而在评价的过程中如何模拟隔热材料在飞行器中的热环境更显得尤为重要。
[0004]
石英灯考核试验作为模拟飞行器气动加热的试验方式被广泛使用,传统的石英灯加热试验控温板一般为金属板,热电偶通过焊接的方式固定于金属板热面,这样的石英灯加热试验适用于模拟隔热材料外侧为金属壁面的环境,而随着隔热材料越来越被用于陶瓷防热材料的内侧,以金属板为控温板进行石英灯加热试验便不能再准确地模拟隔热材料真实的受热环境,鉴于气动加热是通过陶瓷防热材料传递给内部隔热材料,所以使用陶瓷材料为控温板更能模拟隔热材料真实受热环境,但因为陶瓷材料不导电,所以热电偶无法通过普通的焊接方式固定,只能通过高温胶带而固定,而高温胶带一般耐温只有400℃,当试验温度为400℃以上时,高温胶带便会失效。
[0005]
因此,针对以上问题,本发明提供了一种新的用于模拟隔热材料在飞行器中真实加热模式的石英灯高温热考核方法。本发明以陶瓷板为控温板,以纤维布为增强体、耐高温胶粘剂为基体,以高温胶带为辅助工装,在陶瓷板及热电偶焊点表面原位复合反应固定热电偶的方式,热电偶焊点与陶瓷板表面贴合紧密,石英灯加热控温良好,可以很好模拟飞行器的真实加热状态及隔热材料的真实受热环境,本试验方法针对隔热材料1000℃受热环境,为耐高温隔热材料的试验验证及高温隔热性能评价提供更加可靠的方法。
技术实现要素:
[0006]
(一)要解决的技术问题
[0007]
本发明要解决的技术问题是现有石英灯高温热考核试验无法真实模拟隔热材料在飞行器上真实受热状态的问题。
[0008]
(二)技术方案
[0009]
为了解决上述技术问题,本发明提供了一种模拟隔热材料在飞行器中真实加热模式的石英灯热考核方法,所述热考核方法包括如下步骤:
[0010]
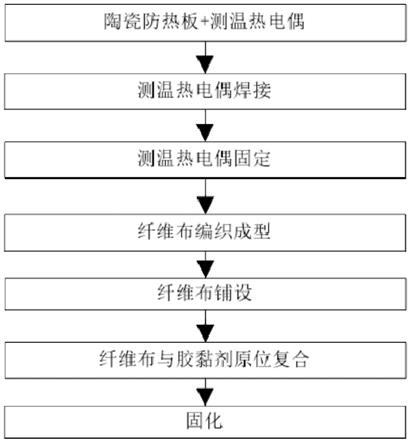
(1)将测温热电偶正负极连接在一起;
[0011]
(2)将测温热电偶测点固定于防热板上;
[0012]
(3)将纤维布覆盖热电偶焊点,铺设于防热板上;
[0013]
(4)采用包含胶粘剂和固化剂的混合剂浸渍纤维布,使其在原位进行复合反应生成纤维增强复合材料,从而将热电偶固定于防热板上;
[0014]
(5)将所述纤维增强复合材料进行固化,使热电偶固定于防热板上。
[0015]
(三)有益效果
[0016]
本发明的上述技术方案具有如下优点:
[0017]
本发明以陶瓷板为控温板,以纤维布为增强体、耐高温胶粘剂为基体,以高温胶带为辅助工装,在陶瓷防热板及热电偶焊点表面原位复合反应固定热电偶的方式,热电偶焊点与陶瓷防热板表面贴合紧密,石英灯加热控温良好,加热控温精度在
±
2℃以内。相对传统金属板控温的方法石英灯加热,本发明可以更可靠的模拟隔热材料在飞行器上的真实加热环境,为隔热材料的高温隔热性能评价提供更为可靠的数据,降低了隔热材料试验验证成本。在隔热材料高温隔热性能评价领域具有广泛的应用前景。
附图说明
[0018]
图1是一种模拟飞行器真实加热模式的石英灯热考核方法的流程图;
[0019]
图2是石英灯热考核试验件安装示意图。附图标记如下:1、混合剂,2、纤维布,3、热电偶,4、隔热材料,5、陶瓷防热板。
具体实施方式
[0020]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0021]
本发明提供了一种模拟隔热材料在飞行器中真实加热模式的石英灯热考核方法,所述热考核方法包括如下步骤:
[0022]
(1)根据测温原理,将测温热电偶正负极连接在一起;
[0023]
(2)将测温热电偶测点初步固定于防热板上;
[0024]
(3)将纤维布覆盖热电偶焊点,铺设于防热板上;
[0025]
(4)采用包含胶粘剂和固化剂的混合剂浸渍纤维布,使其在原位进行复合反应生成纤维增强复合材料,从而将热电偶进一步被固定于防热板上;
[0026]
(5)将所述纤维增强复合材料进行固化,使热电偶再进一步固定于防热板上。
[0027]
石英灯热考核的安装示意图如图2所示。由图2可以看出,被考核的待检隔热材料4位于陶瓷防热板5的一侧;热电偶3的测点(即正负极的连接点被固定在陶瓷防热板5的另一侧,纤维布2覆盖在热电偶焊点,并铺设在陶瓷防热板5上,再采用混合剂1浸渍纤维布2使其在原位进行复合反应后将热电偶3固定于陶瓷防热板5上。
[0028]
根据一些优选的实施方式,在步骤(1)中,测温热电偶除需满足基本的测温要求外,还需能满足耐温要求,可以为市售产品,优选的是,所述热电偶为k型热电偶。
[0029]
根据一些优选的实施方式,在步骤(1)中,为了连接良好,所述连接为焊接;
[0030]
优选的是,所述焊接采用点焊机进行;普通点焊机即可,例如可以为微型储能电焊机。
[0031]
根据一些优选的实施方式,所述防热板为陶瓷防热板;陶瓷防热板选与实际产品相同的材料和工艺制成,例如为目前航天飞行器外防热常用材料碳纤维增强碳化硅陶瓷复合材料。
[0032]
根据一些优选的实施方式,所述防热板尺寸为(100~200)*(100~200)mm,厚度为1~3mm。根据一些优选的实施方式,在步骤(2)中,所述将测温热电偶测点(即正负极连接点)固定于防热板上的方式是通过高温胶带粘接;所述高温胶带起到类似于辅助固定工装的作用,一方面需保证常温的粘接性能,另一方面需保证在高温下对体系不产生负面影响;
[0033]
优选的是,所述高温胶带为纤维胶带;
[0034]
更优选的是,所述高温胶带为耐高温玻璃布胶带。例如可以为3m69玻璃布胶带,粘接时应保证热电偶焊点与陶瓷防热板贴合,为了避免高温胶带对热加载的影响,高温胶带的粘接面积不宜太大,能起到固定热电偶的作用即可,避免高温胶带大面积粘接。
[0035]
根据一些优选的实施方式,在步骤(3)中,所述纤维布的材料选自由石英纤维、高硅氧纤维、莫来石纤维和硅酸铝纤维组成的组;纤维需满足石英灯加热的耐温要求,例如,耐1000℃。
[0036]
优选的是,所述纤维布的纱线的线密度为20~50t;例如可以为20、25、30、35、40、45、50t;和/或
[0037]
所述纤维布的纱线的捻度为50~80t/m;例如可以为50、55、60、65、70、75、80t/m;
[0038]
在一些更优选的实施方式中,纤维纱线的线密度为20、25、30t,纤维纱线的捻度为50、55、60t/m;
[0039]
根据一些优选的实施方式,所述纤维布的经线密度
×
纬线密度为(10~40根/cm)
×
(10~20根/cm);例如可以为12
×
10、12
×
12、14
×
14、18
×
18、20
×
20、26
×
18、30
×
20、34
×
20。
[0040]
优选的是,所述纤维布的经线密度
×
纬线密度为12
×
12根/cm、14
×
14根/cm;
[0041]
更优选的是,所述纤维布的厚度为0.1~0.2mm。
[0042]
就纤维纱线的线密度而言,线密度越大,纤维布厚度越大,纤维布浸润性越差,就纤维纱线的捻度而言,捻度越小,制备工艺性越差,捻度越大,纱线强力越大,纱线的浸润性越差。就纤维纱线的经线密度、纬线密度而言,纱线的经线密度、纬线密度越大,纱线越密实,纤维布浸润性越差。为了保证高温胶黏剂对纤维布的充分浸渍,选用纤维纱线的线密度、捻度和经线密度、纬线密度不宜过大。
[0043]
根据一些优选的实施方式,在步骤(3)中,所述铺设方法为平铺;和/或
[0044]
为了使纤维布与防热板固定,所述铺设采取胶带进行粘接;
[0045]
优选的是,所述胶带为耐高温玻璃布胶带;
[0046]
更优选的是,所述胶带采用与步骤(2)相同的胶带;需要注意的是,粘接能保证纤维布与防热板的贴合即可,粘接面积不宜过大,否则会影响热加载模拟的准确性。
[0047]
在一些更优选地实施方式中,用玻璃布胶带对纤维布四周进行粘接。
[0048]
耐高温胶粘剂在本发明中起到复合材料基体的作用,通过胶粘剂与纤维布的复合,在防热板及热电偶触电上原位复合形成纤维增强胶粘剂复合材料,使耐高温胶粘剂、纤
维布、热电偶及陶瓷板牢牢地固定在一起。
[0049]
根据一些优选的实施方式,在步骤(4)中,所述固化剂为金属氧化物或无机盐类固化剂,所述胶粘剂为无机高温胶粘剂;可以为硅酸盐类胶粘剂、磷酸盐类胶粘剂、氧化物类胶粘剂,所述胶粘剂需满足石英灯考核加热的耐温要求,例如耐温1000℃,优选为磷酸盐类胶粘剂,可以为单组分也可以为双组分;
[0050]
在一些更优选的实施方式中,可以使用j-244磷酸盐类胶粘剂。
[0051]
固化是复合材料成型的一个重要步骤,通过固化使混合剂组分充分反应。
[0052]
根据一些优选的实施方式,在步骤(4)中,所述混合剂由胶粘剂和固化剂均匀混合制得;
[0053]
优选的是,所述浸渍是将混合剂均匀涂抹在纤维布上。
[0054]
根据一些优选的实施方式,在步骤(5)中,所述固化的温度为室温(例如20-30℃)~80℃;固化温度越高,固化时间越短,优选的是,固化温度为80℃。
[0055]
实施例1
[0056]
步骤1、提供陶瓷防热板和测温热电偶
[0057]
选择碳纤维增强碳化硅(c/sic)陶瓷防热板,尺寸200*200mm,厚度2mm,该陶瓷材料为飞行器外防热常用材料种类,热电偶选择k型热电偶。
[0058]
步骤2、将测温热电偶正负极通过点焊机焊接
[0059]
根据测温原理,使用点焊机将热电偶正负极焊在一起,作为测温点,点焊机选用北京世纪瑞维科技有限公司生产的微型储能点焊机,电源220vac,功率50w。
[0060]
步骤3、通过高温胶带将测温热电偶测点固定于陶瓷防热板上
[0061]
高温胶带选用3m69玻璃布胶带,裁剪成20*5mm,将距离焊点两侧10mm位置用裁剪好的胶带粘接于陶瓷防热板上,粘接时保证热电偶焊点与陶瓷防热板贴合,考虑高温胶带对模拟真实受热状态准确性的影响,避免高温胶带大面积粘接。
[0062]
步骤4、提供纤维布
[0063]
纤维布选用石英纤维制成,所述纤维纱线的线密度为25t,纤维纱线的捻度为55t/m,编制成的石英纤维布厚度为0.1mm,将石英纤维布裁剪为10*10mm,备用。
[0064]
步骤5、将纤维布置于陶瓷防热板上
[0065]
将石英纤维布覆盖热电偶焊点,平铺于陶瓷防热板上。用3m69玻璃布胶带将石英纤维布四周粘接于陶瓷防热板上,玻璃布胶带裁剪为宽度3mm,长度与石英纤维布边长一致为10mm。
[0066]
步骤6、将耐高温胶粘剂浸渍纤维布原位复合反应生产纤维增强复合材料将热电偶固定于陶瓷防热板上
[0067]
高温胶粘剂选用j-244磷酸盐类胶粘剂。称取胶粘剂组分20g,固化剂组分20g,将二者均匀混合,用铲子将混合剂均匀涂抹于石英纤维布上,使胶粘剂充分浸渍石英纤维布,抹平胶粘剂,胶粘剂面积距石英纤维布外缘不大于3mm,在陶瓷防热板上生成石英纤维布增强磷酸盐胶粘剂复合材料。
[0068]
步骤7、固化,使热电偶固定于陶瓷防热板上
[0069]
将粘接好热电偶的防热板放入烘箱,温度设置为80℃,对所述陶瓷防热板上生成的石英纤维布增强磷酸盐胶粘剂复合材料固化4h。
[0070]
以莫来石纤维增强二氧化硅气凝胶隔热材料为考核目标,气凝胶隔热材料尺寸为150*150mm,厚度为20mm,使用本发明所述的复合材料原位固化粘接热电偶的陶瓷板控温方法进行石英灯加热考核试验,考核温度400℃,考核时间1000s,升温速率为10℃/s,即预设控温温度以10℃/s的升温速率由室温升到400℃,然后在400℃条件下保温,当总考核时间为1000s时结束考核。考核结果为:背温86℃,控温精度为
±
1.5℃(控温精度为热电偶实测温度变化曲线上各个测试点的实测温度与陶瓷板热面预设控温温度曲线上对应时间点的温度的温差的最大值)。
[0071]
实施例2
[0072]
本实施例2与实施例1基本相同,不同之处在于:考核温度为500℃。
[0073]
实施例3
[0074]
本实施例3与实施例1基本相同,不同之处在于:考核温度为600℃。
[0075]
实施例4
[0076]
本实施例4与实施例1基本相同,不同之处在于:考核温度为700℃。
[0077]
实施例5
[0078]
本实施例5与实施例1基本相同,不同之处在于:考核温度为800℃。
[0079]
实施例6
[0080]
本实施例6与实施例1基本相同,不同之处在于:考核温度为900℃。
[0081]
实施例7
[0082]
本实施例7与实施例1基本相同,不同之处在于:考核温度为1000℃。
[0083]
表1各实施例石英灯考核结果数据
[0084]
实施例考核温度(℃)背温(℃)控温精度(℃)实施例140086
±
1.5实施例2500104
±
1.5实施例3600122
±
1.5实施例4700142
±
1.5实施例5800161
±
1.5实施例6900182
±
1.5实施例71000198
±
1.5
[0085]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1