一种高温金属屑传感器敏感芯体及其制备方法与流程
1.本发明涉及一种高温金属屑传感器敏感芯体及其制备方法,属于传感器制造技术领域。
背景技术:
2.在航空发动机的工作过程中,采用滑油润滑的各个摩擦部件的磨损碎屑都落入到了发动机滑油中,因此滑油携带着大量的关于发动机内部机械设备的运行状态的信息。在航空发动机故障诊断与状态监控过程中,通过对滑油进行在线采样,并进行滑油分析技术进行处理后,就能够实时对发动机的故障进行诊断和预警监控。滑油在线检测技术是通过分析被监测发动机润滑油的性能变化和携带的金属颗粒情况,获得发动机摩擦学系统的润滑和磨损状态的信息,评价发动机的工况和预测故障,并确定故障原因、类型和零件种类的技术。随着新型航空发动机的研制与应用,最大飞行马赫数不断增加,加速过程温度变化更加剧烈,发动机磨损情况更加复杂,发动机滑油系统对金属屑在线检测能力及传感器耐高温能力提出了新的要求。若此时发动机系统出现异常,而未能提前预警和采取应急处置,将会引起灾难性的后果。
3.健康诊断系统对高温环境下滑油中金属屑的高灵敏度在线检测存在迫切需求,通过滑油中铁磁、非铁磁金属屑情况的实时在线检测,可对发动机机械故障提供早期预警,从而有效避免空中停车甚至机毁人亡的严重后果。
4.而针对高温环境下的滑油管道金属屑末实时监测的技术需求,所需监测的最小金属屑末直径50μm,为了提高传感器的测试灵敏度,需要保证敏感线圈磁场分布一致性,采用耐热性更好的高温陶瓷和金属材料异质共烧工艺制备一体化敏感线圈,并将现代检测、信号处理等手段与之融合,可预见性的开发出满足高温环境下高灵敏度的发动机在线金属屑传感器。
技术实现要素:
5.本发明目的是为了解决现有技术无法解决高温环境下发动机滑油中微米级金属屑颗粒在线监测的问题,提供了一种高温金属屑传感器敏感芯体及其制备方法。
6.本发明所述一种高温金属屑传感器敏感芯体,包括一组感应线圈和两个激励线圈;
7.所述两个激励线圈分立在感应线圈的两侧,激励线圈和感应线圈之间填充隔离陶瓷,其中一个激励线圈的外侧设置转接陶瓷板;
8.两个激励线圈差动连接;
9.金属屑能够使感应线圈的输出电压产生变化,电压的幅值变化和频率变化能够判断金属屑的颗粒大小和材料属性。
10.优选的,还包括导磁屏蔽罩,所述一组感应线圈和两个激励线圈整体封装在导磁屏蔽罩内。
11.本发明所述一种高温金属屑传感器敏感芯体的制备方法,该制备方法用于制备高温金属屑传感器敏感芯体,该制备方法包括:
12.s1、通过流延平台制备流延膜片;
13.s2、将s1获取的流延膜片裁切成大小适合的基片陶瓷;
14.s3、在s2获取的基片陶瓷上冲出实现电气连接的通孔;
15.s4、将铜金属浆料丝网印刷出多层螺旋线圈图形,同时将s3中的通孔金属化,制备出套引填充陶瓷;
16.s5、按照s1
‑
s4分别制备出感应线圈和激励线圈的套引填充陶瓷,在感应线圈和激励线圈的套引填充陶瓷之间填充隔离陶瓷,然后叠加在一起,切割成敏感芯体生坯;
17.s6、将s5获取的敏感芯体生坯放入排胶炉中进行烧结。
18.优选的,s1所述通过流延平台制备流延膜片的具体方法包括:
19.对氧化铝陶瓷依次经过粉体掺杂设计、流延添加剂设计、流延工艺优化后,制备出设定收缩率和热膨胀系数的流延膜片。
20.优选的,s4所述将铜金属浆料丝网印刷出多层螺旋线圈图形,相邻两层螺旋线圈的旋向相反。
21.本发明的优点:本发明提出的一种高温金属屑传感器敏感芯体及其制备方法,采用立体堆叠工艺制成耐高温、高一致性螺旋电感线圈来实现滑油中微小金属屑颗粒的测量。通过对双相对称螺旋线圈电磁场仿真模型的研究,解决了在无金属颗粒通过的情况下降低敏感元件自身零点噪声干扰的问题;通过敏感元件物理参数的优化设计,提高了传感器检测灵敏度并降低了敏感元件的外形尺寸;通过螺旋线圈立体堆叠技术,提高了双相对称线圈的一致性,能够解决现有工艺绕制线圈工作温度低、零点自噪声大的问题,提高敏感元件工作温度及输出信号的信噪比。
22.本发明提出的一种高温金属屑传感器敏感芯体及其制备方法,能够极大地提高传感器的使用温度,并可以推广应用至所有绕制线圈测量原理的传感器。
附图说明
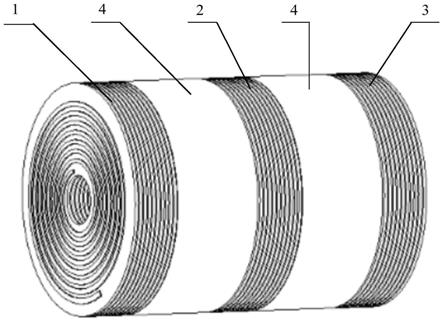
23.图1是本发明所述一种高温金属屑传感器敏感芯体的结构示意图,其中1表示激励线圈1,2表示感应线圈,3表示激励线圈2,4表示隔离陶瓷;
24.图2是采用本发明所述一种高温金属屑传感器敏感芯体进行实时监测的原理图,5表示转接陶瓷板,6表示导磁屏蔽罩,7表示密封腔,a表示滑油方向;
25.图3是采用本发明所述一种高温金属屑传感器敏感芯体进行实时监测的等效电路图。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相
互组合。
28.具体实施方式一:下面结合图1说明本实施方式,本实施方式所述一种高温金属屑传感器敏感芯体,包括一组感应线圈和两个激励线圈;
29.所述两个激励线圈分立在感应线圈的两侧,激励线圈和感应线圈之间填充隔离陶瓷,其中一个激励线圈的外侧设置转接陶瓷板;
30.两个激励线圈差动连接;
31.金属屑能够使感应线圈的输出电压产生变化,电压的幅值变化和频率变化能够判断金属屑的颗粒大小和材料属性。
32.本实施方式中,所述转接陶瓷板用于三组线圈的连线。
33.本实施方式中,两个激励线圈差动连接能够提高敏感芯体内的磁感应强度。
34.进一步的,还包括导磁屏蔽罩,所述一组感应线圈和两个激励线圈整体封装在导磁屏蔽罩内。
35.具体实施方式二:本实施方式所述一种高温金属屑传感器敏感芯体的制备方法,该制备方法用于制备高温金属屑传感器敏感芯体,该制备方法包括:
36.s1、通过流延平台制备流延膜片;
37.s2、将s1获取的流延膜片裁切成大小适合的基片陶瓷;
38.s3、在s2获取的基片陶瓷上冲出实现电气连接的通孔;
39.s4、将铜金属浆料丝网印刷出多层螺旋线圈图形,同时将s3中的通孔金属化,制备出套引填充陶瓷;
40.s5、按照s1
‑
s4分别制备出感应线圈和激励线圈的套引填充陶瓷,在感应线圈和激励线圈的套引填充陶瓷之间填充隔离陶瓷,然后叠加在一起,切割成敏感芯体生坯;
41.s6、将s5获取的敏感芯体生坯放入排胶炉中进行烧结。
42.进一步的,s1所述通过流延平台制备流延膜片的具体方法包括:
43.对氧化铝陶瓷依次经过粉体掺杂设计、流延添加剂设计、流延工艺优化后,制备出设定收缩率和热膨胀系数的流延膜片。
44.再进一步的,s4所述将铜金属浆料丝网印刷出多层螺旋线圈图形,相邻两层螺旋线圈的旋向相反。
45.本实施方式中,所述相邻两层螺旋线圈的旋向相反,能够保证各层螺旋线圈的磁场方向一致。
46.本发明中,敏感线圈采用铜金属与氧化铝陶瓷两种异质材料制作而成,设计通过对陶瓷材料的掺杂改性,在氧化铝材料参杂其它金属氧化物材料降低烧结温度同时调整热膨胀系数,实现异质材料共烧结界面应力的最佳匹配,提高在其在500℃的结构热稳定性。
47.本发明中,敏感芯体制备工艺流程中基片粉体材料制备、基片流延成型、叠压、烧结工艺为异质材料共烧结技术的关键,丝网印刷技术是实现敏感绕组高精度制备的关键。
48.本发明提出的一种高温金属屑传感器采用电磁感应原理,当金属屑颗粒进入激励线圈时,由于金属的磁导率不同于空气的磁导率,打破了原来的平衡状态。系统的中点部分(感应线圈)感应强度不再为0,其变化值δb是金属颗粒引起的磁场的变化值,激励线圈的一侧被金属颗粒覆盖部分的磁导率由空气磁导率μ0变成了金属磁导率μ
r
,则中点两侧的感应强度差值即:
[0049][0050]
其中,n1表示激励线圈1的匝数;r
a
表示颗粒小球半径;μ
r
表示金属颗粒的相对磁导率。
[0051]
如图2和图3所示,随着金属颗粒从左侧离开进入右侧时,左侧磁场逐渐减少,右侧磁场逐渐增大,两侧的磁感应强度的变化以中点对称。当颗粒从激励线圈1中离开时,颗粒对外磁场的增强作用越来越不明显,感应电动势开始变小,因此,想要获得最大的磁感应强度,就要保证两侧激励线圈的加工一致性,同时在无金属颗粒通过时,在感应线圈的中心点处获得的磁感应强度尽量接近于零。
[0052]
本发明采用立体堆叠工艺制成耐高温、高一致性螺旋电感线圈来实现滑油中微小金属屑颗粒的测量。通过对双相对称螺旋线圈电磁场仿真模型的研究,解决了在无金属颗粒通过的情况下降低敏感元件自身零点噪声干扰的问题;通过敏感元件物理参数的优化设计,提高了传感器检测灵敏度并降低了敏感元件的外形尺寸;通过螺旋线圈立体堆叠技术,提高了双相对称线圈的一致性,能够解决现有工艺绕制线圈工作温度低、零点自噪声大的问题,提高敏感元件工作温度及输出信号的信噪比。
[0053]
虽然在本文中参照了特定的实施方式来描述本发明,但是应该理解的是,这些实施例仅仅是本发明的原理和应用的示例。因此应该理解的是,可以对示例性的实施例进行许多修改,并且可以设计出其他的布置,只要不偏离所附权利要求所限定的本发明的精神和范围。应该理解的是,可以通过不同于原始权利要求所描述的方式来结合不同的从属权利要求和本文中所述的特征。还可以理解的是,结合单独实施例所描述的特征可以使用在其他所述实施例中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1