板簧吊耳自动检测设备的制作方法
[0001]
本发明涉及一种板簧吊耳自动检测设备,属于汽车部件检测设备领域。
背景技术:
[0002]
当汽车车轮受到冲击力时,板簧起到缓冲、减震的作用,板簧卷耳受力严重,板簧卷耳加工是板簧生产的关键工序;“gb/t19844钢板板簧”中规定板簧卷耳孔径中心轴线必须垂直、平行于板簧的纵横向中心线;因此汽车板簧卷耳的平行度和垂直度是关乎板簧质量的一个重要参数,在出厂之前必须进行严格的检测;现有技术的检测方式是利用检具工装将板簧固定,借用塞尺和高度尺测量工具测量卷耳处的垂直度与平行度,检测过程复杂,效率低,且测量误差大。
技术实现要素:
[0003]
本发明要解决的技术问题是:提出一种板簧吊耳自动检测设备,使板簧卷耳垂直度和平行度的测量自动化水平高,检测过程简单可靠,效率高,测量结果准确。
[0004]
本发明所述的板簧吊耳自动检测设备,包括平台,平台上方一侧中间位置固定v型块,对应v型块的平台上设有靠山座,近v型块的靠山座一侧设有靠山定位块,且靠山定位块与平台底面垂直,v型块一侧延伸至靠山定位块;平台两端分别设置相对的x轴移动系统,x轴移动系统上方设置z轴移动系统,z轴移动系统一侧设置y轴移动系统,y轴移动系统一侧设置环形激光传感器,环形激光传感器与检测平台底面平行,且环形激光传感器正对设有v型块的平台一侧。
[0005]
将待测板簧中间位置放置在v型块的v型槽中,保证板簧两端对称,使板簧固定牢固且保证板簧底面与平台底面平行。板簧一侧边缘需要与靠山定位块贴合,使板簧的侧面与靠山定位块平行,保证测量精度;环形激光传感器的直径比板簧卷耳的直径小,有利于环形激光传感器进入板簧卷耳中。
[0006]
使用时,将待测板簧中间位置放置在v型块的v型槽中,板簧一侧边缘与靠山定位块贴合;x轴移动系统、z轴移动系统和y轴移动系统均外接数控系统,数控系统中输入待测板簧的理论跨距,数控系统根据输入的跨距值先控制x轴移动系统带动环形激光传感器沿x轴方向移动至与待测板簧卷耳轴线纵向位置一致,然后数控系统控制z轴移动系统带动环形激光传感器沿z轴方向移动至与待测板簧卷耳轴线高度位置一致,最后数控系统控制y轴移动系统带动环形激光传感器沿y轴方向移动至待测板簧卷耳中;环形激光传感器外接控制系统,环形激光传感器检测板簧卷耳的数值信号,环形激光传感器将检测的数值信号反馈给控制系统,控制系统分析环形激光传感器反馈的数值信号快速准确的计算出板簧卷耳平行度和垂直度;然后控制系统比对板簧卷耳平行度和垂直度是否超出设定的允许误差值;如果所测板簧卷耳的平行度和垂直度的数值不超过允许误差,板簧卷耳平行度和垂直度达标,如果所测板簧卷耳的平行度和垂直度的数值超过允许误差,板簧卷耳平行度和垂直度不达标;检测合格的产品可以进入下一道工序,检测不合格的产品则需要重新进行修
正,再次检验,直至合格。测量过程中不需要手动调节环形激光传感器位置和测量工具测量板簧卷耳的平行度和垂直度,自动化水平高,检测过程简单可靠,效率高,测量结果准确。外接控制系统还可以根据环形激光传感器反馈的数值信号快速准确的计算出待测板簧卷耳实际孔径大小、实际板簧弧高和板簧跨距等重要参数;外接控制系统还设有对外数据传输功能,用于在线监测待测板簧卷耳实际孔径大小、实际板簧弧高和实际板簧跨距等重要参数与对应的理论数值的区别,能够更好的完成人机沟通。
[0007]
优选的,所述的x轴移动系统包括底座一和伺服电机一,底座一设置平台上方一侧,且底座一长度方向与平台长度方向一致,底座一上设置滚珠丝杠一,滚珠丝杠一一端贯穿底座一左侧壁与伺服电机一连接,滚珠丝杠一另一端与底座一右侧壁连接;与滚珠丝杠一配合使用的螺母一固定连接滑块一,滑块一上方设置z轴移动系统。伺服电机一通过滚珠丝杠一带动滑块一在底座一上沿x轴方向移动,滑块一带动z轴移动系统通过y轴移动系统连接的环形激光传感器沿x轴方向移动。
[0008]
优选的,所述的z轴移动系统包括底座二和伺服电机二,底座二竖向垂直设置在滑块一上,底座二上设置滚珠丝杠二,滚珠丝杠二一端贯穿底座二上侧壁与伺服电机二连接,滚珠丝杠二另一端与底座二下侧壁连接;与滚珠丝杠二配合使用的螺母二固定连接滑块二,滑块二上设置y轴移动系统。伺服电机二通过滚珠丝杠二带动滑块二在底座二上沿z轴方向移动,滑块二带动y轴移动系统连接的环形激光传感器沿z轴方向移动。
[0009]
优选的,所述的y轴移动系统包括底座三和伺服电机三,底座三设置在滑块二上,且底座三与底座一和底座二同时垂直,底座三上设置滚珠丝杠三,滚珠丝杠三一端贯穿底座三一侧侧壁与伺服电机三连接,滚珠丝杠三另一端与底座三另一侧侧壁连接;与滚珠丝杠三配合使用的螺母三固定连接滑块三,滑块三上设置环形激光传感器。伺服电机三通过滚珠丝杠三带动滑块三在底座三上沿y轴方向移动,滑块三带动环形激光传感器沿y轴方向移动。
[0010]
优选的,所述的环形激光传感器连接传感器固定杆一端,传感器固定杆另一端与传感器固定座连接,传感器固定座固定在滑块三上。环形激光传感器通过传感器固定杆、传感器固定座与滑块三连接,保证了环形激光传感器通过y轴移动系统与z轴移动系统和x轴移动系统的连接。
[0011]
优选的,所述的底座二与滑块一通过l型固定座连接,底座二与l型固定座竖直端连接,滑块一与l型固定座水平端连接。l型固定座的设置保证了底座二与滑块一的垂直连接。
[0012]
优选的,所述的l型固定座的水平端和竖直端之间设有加强筋。加强筋增加l型固定座的强度,使底座二与滑块一的固定更加牢固。
[0013]
优选的,所述的v型块的上、下两个面为平行平面。板簧呈弧形,底部中间部分为平面,板簧底部中间平面部分与v型块完美贴合,使板簧固定牢固,保证测量精度,v型块的厚度为固定值,方便控制系统后期数据计算。
[0014]
优选的,所述的靠山座上设有多组安装孔,靠山定位块数量为2,靠山定位块通过螺钉和安装孔与靠山座固定连接。不同位置的两个靠山定位块安装孔使两个靠山定位块之间的距离可以调节;不同板簧中间部分的平面长度不一致,调节两个靠山定位块之间的距离适应板簧不同的平面长度,使板簧侧面与靠山定位块贴合更加紧密,保证测量精度。
[0015]
本发明与现有技术相比所具有的有益效果是:
[0016]
本发明结构设计合理,通过x轴移动系统、z轴移动系统和y轴移动系统自动调整环形激光传感器的位置至板簧卷耳中测量板簧卷耳的垂直度和平行度,测量过程中不需要手动调节环形激光传感器的位置和测量工具测量计算板簧卷耳的垂直度和平行度,自动化水平高,检测过程简单可靠,效率高,测量结果准确。
附图说明
[0017]
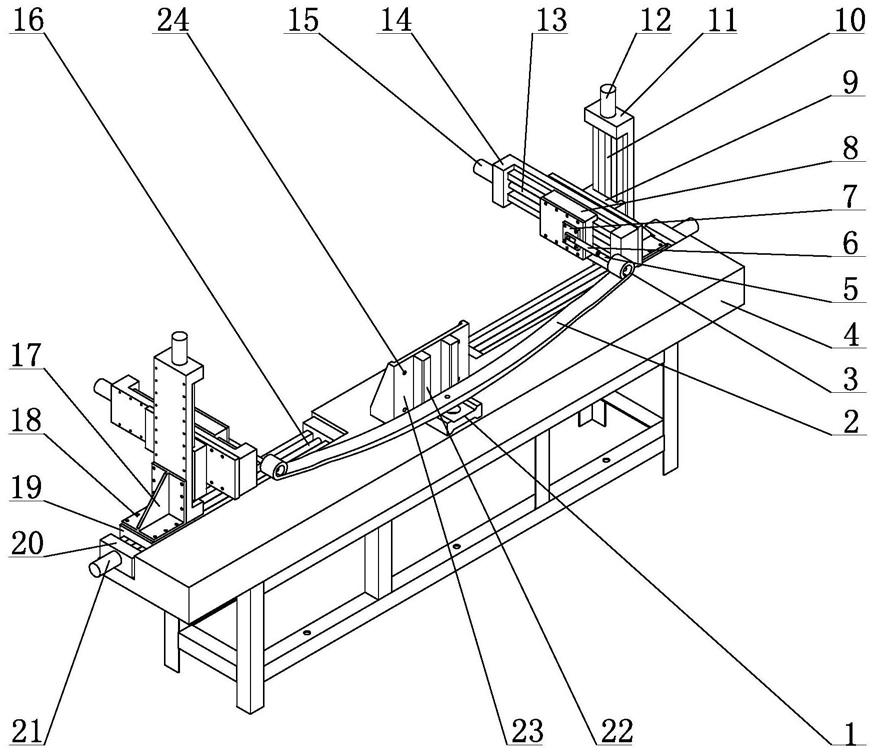
图1、板簧吊耳自动检测设备结构示意图;
[0018]
图2、板簧吊耳自动检测设备正视图;
[0019]
图3、板簧吊耳自动检测设备俯视图。
[0020]
图中:1、v型块;2、板簧;3、板簧卷耳;4、平台;5、环形激光传感器;6、传感器固定杆;7、传感器固定座;8、滑块三;9、滑块二;10、滚珠丝杠二;11、底座二;12、伺服电机二;13、滚珠丝杠三;14、底座三;15、伺服电机三;16、滚珠丝杠一;17、加强筋;18、l型固定座;19、滑块一;20、底座一;21、伺服电机一;22、靠山定位块;23、靠山座;24、安装孔。
具体实施方式
[0021]
下面结合附图对本发明做进一步描述:
[0022]
如图1-图3所示,本发明所述的板簧吊耳自动检测设备,包括平台4,平台4上方一侧中间位置固定v型块1,对应v型块1的平台4上设有靠山座23,近v型块1的靠山座23一侧设有靠山定位块22,且靠山定位块22与平台4底面垂直,v型块1一侧延伸至靠山定位块22;平台4两端分别设置相对的x轴移动系统,x轴移动系统上方设置z轴移动系统,z轴移动系统一侧设置y轴移动系统,y轴移动系统一侧设置环形激光传感器5,环形激光传感器5与平台4底面平行,且环形激光传感器5正对设有v型块1的平台4一侧。
[0023]
本实施例中:
[0024]
x轴移动系统包括底座一20和伺服电机一21,底座一20设置平台4上方一侧,且底座一20长度方向与平台4长度方向一致,底座一20上设置滚珠丝杠一16,滚珠丝杠一16一端贯穿底座一20左侧壁与伺服电机一21连接,滚珠丝杠一16另一端与底座一20右侧壁连接;与滚珠丝杠一16配合使用的螺母一固定连接滑块一19,滑块一19上方设置z轴移动系统。伺服电机一21通过滚珠丝杠一16带动滑块一19在底座一20上沿x轴方向移动,滑块一19带动z轴移动系统通过y轴移动系统连接的环形激光传感器5沿x轴方向移动。
[0025]
z轴移动系统包括底座二11和伺服电机二12,底座二11竖向垂直设置在滑块一19上,底座二11上设置滚珠丝杠二10,滚珠丝杠二10一端贯穿底座二11上侧壁与伺服电机二12连接,滚珠丝杠二10另一端与底座二11下侧壁连接;与滚珠丝杠二10配合使用的螺母二固定连接滑块二9,滑块二9上设置y轴移动系统。伺服电机二12通过滚珠丝杠二10带动滑块二9在底座二11上沿z轴方向移动,滑块二9带动y轴移动系统连接的环形激光传感器5沿z轴方向移动。
[0026]
y轴移动系统包括底座三14和伺服电机三15,底座三14设置在滑块二9上,且底座三14与底座一20和底座二11同时垂直,底座三14上设置滚珠丝杠三13,滚珠丝杠三13一端贯穿底座三14一侧侧壁与伺服电机三15连接,滚珠丝杠三13另一端与底座三14另一侧侧壁
连接;与滚珠丝杠三13配合使用的螺母三固定连接滑块三8,滑块三8上设置环形激光传感器5。伺服电机三15通过滚珠丝杠三13带动滑块三8在底座三14上沿y轴方向移动,滑块三8带动环形激光传感器5沿y轴方向移动。
[0027]
环形激光传感器5连接传感器固定杆6一端,传感器固定杆6另一端与传感器固定座7连接,传感器固定座7固定在滑块三8上。环形激光传感器5通过传感器固定杆6、传感器固定座7与滑块三8连接,保证了环形激光传感器5通过y轴移动系统与z轴移动系统和x轴移动系统的连接。
[0028]
底座二11与滑块一19通过l型固定座18连接,底座二11与l型固定座18竖直端连接,滑块一19与l型固定座18水平端连接。l型固定座18的设置保证了底座二11与滑块一19的垂直连接。
[0029]
l型固定座18的水平端和竖直端之间设有加强筋17。加强筋17增加l型固定座18的强度,使底座二11与滑块一19的固定更加牢固。
[0030]
v型块1的上、下两个面为平行平面。板簧2呈弧形,底部中间部分为平面,板簧2底部中间平面部分与v型块1完美贴合,使板簧2固定牢固,保证测量精度,v型块1的厚度为固定值,方便控制系统后期数据计算。
[0031]
靠山座23上设有多组安装孔24,靠山定位块22数量为2,靠山定位块22通过螺钉和安装孔24与靠山座23固定连接。不同位置的两个靠山定位块22安装孔24使两个靠山定位块22之间的距离可以调节;不同板簧2中间部分的平面长度不一致,调节两个靠山定位块22之间的距离适应板簧2不同的平面长度,使板簧2侧面与靠山定位块22贴合更加紧密,保证测量精度。
[0032]
使用时,将待测板簧2中间位置放置在v型块1的v型槽中,板簧2一侧边缘与靠山定位块22贴合;伺服电机一21、伺服电机二12和伺服电机三15均外接数控系统,数控系统中输入待测板簧2的理论跨距,数控系统根据输入的跨距值先控制启动伺服电机一21通过滚珠丝杠一16带动滑块一19沿x轴方向移动,滑块一19带动环形激光传感器5沿x轴方向移动至与待测板簧卷耳3轴线纵向位置一致;然后数控系统启动伺服电机二12通过滚珠丝杠二10带动滑块二9沿z轴方向移动,滑块二9带动环形激光传感器5沿z轴方向移动至与板簧卷耳3轴线高度位置一致;最后数控系统启动伺服电机三15通过滚珠丝杠三13带动滑块三8在底座三14上沿y轴方向移动,滑块三8带动环形激光传感器5沿y轴方向移动至板簧卷耳3中。环形激光传感器5外接控制系统,环形激光传感器5检测板簧卷耳3的数值信号,环形激光传感器5将检测的数值信号反馈给控制系统,控制系统分析环形激光传感器5反馈的数值信号快速准确的计算出板簧卷耳3的平行度和垂直度;然后控制系统比对板簧卷耳3平行度和垂直度是否超出设定的允许误差值;如果所测板簧卷耳3的平行度和垂直度的数值不超过允许误差,板簧卷耳3平行度和垂直度达标,如果所测板簧卷耳3的平行度和垂直度的数值超过允许误差,板簧卷耳3平行度和垂直度不达标,检测合格的产品可以进入下一道工序,检测不合格的产品则需要重新进行修正,再次检验,直至合格。外接控制系统还可以根据环形激光传感器5反馈的数值信号快速准确的计算出待测板簧卷耳3实际孔径大小、实际板簧2弧高和实际板簧2跨距等重要参数;外接控制系统还设有对外数据传输功能,用于在线监测待测板簧卷耳3实际孔径大小、实际板簧2弧高和实际板簧2跨距等重要参数与对应的理论数值的区别,能够更好的完成人机沟通。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1