一种双沟道球轴承外圈检测装置及控制系统的制作方法
1.本发明涉及轴承检测技术,更具体地说,它涉及一种双沟道球轴承外圈检测装置及控制系统。
背景技术:
2.双列深沟球轴承的设计基本上与单列深沟球轴承相同。深沟球轴形的滚道加上滚道与钢球之间有极好的密合度。双列深沟球轴承除了承受径向负荷外,还可以承受作用在两个方向的轴向负荷。
3.双列深沟球轴承或单沟道球轴承均有轴承外圈、轴承内圈、位于轴承外圈和轴承内圈之间的保持架组成,且保持架上转动连接若干环形阵列分布的滚珠,在轴承外圈上常开设容纳滚珠的沟道,人们需对轴承外圈上沟道的沟位、沟径沟道对端面的对称度等参数进行检测,人们需经过多道的工序,检测效率低下而导致轴承外圈生产效率低的问题。
4.因此需要提出一种新的方案来解决这个问题。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的在于提供一种双沟道球轴承外圈检测装置及控制系统。
6.本发明的上述技术目的是通过以下技术方案得以实现的:一种双沟道球轴承外圈检测装置,包括机架,所述机架上设有送料轨道,所述送料轨道上设有压感式的上料工位,所述机架内设有位于上料工位一侧的支撑座,所述支撑座上滑动连接有若干位移板,所述位移板上可拆卸连接有用于固定轴承外圈的仿形卡板,所述仿形卡板上固定连接有用于嵌至沟道内的定位测球,所述支撑座上固定连接有位于仿形卡板上方用于检测轴承外圈边沿处倒角的红外线测量传感器,所述支撑座上固定连接有用于检测仿形卡板位移的第一红外测距传感器。
7.通过采用上述技术方案,轴承外圈沿送料轨道滚至上料工位上,通过上料工位进行上料操作,将轴承外圈套设在若干仿形卡板上,通过位移板带动仿形卡板位移,位于支撑座上的第一红外测距传感器对仿形卡板位移的距离进行测量,使得定位测球嵌至轴承外圈的沟道内,对轴承外圈内沟道的沟径进行检测,通过位于仿形卡板上方的红外线测量传感器,对轴承外圈边沿的倒角进行检测,能对轴承外圈上沟道的沟径以及倒角进行检测,自动化程度高,便于人们操作,且提高轴承外圈生产的加工效率。
8.本发明进一步设置为:所述仿形卡板为三个,三个所述仿形卡板呈90
°
间隔的三点阵列分布设置,水平设置的两个所述仿形卡板通过螺栓与位移板固定连接。
9.通过采用上述技术方案,三块仿形卡板呈90
°
间隔的三点阵列分布设置,能在轴承外圈套设在仿形卡板上时,对轴承外圈具有良好的固定强度,提高轴承外圈检测的精度。
10.本发明进一步设置为:位于同一仿形卡板上的两个所述定位测球之间的间距等于若干沟道之间的沟心距。
11.通过采用上述技术方案,定位测球之间的间距等于沟道之间的沟心距,使得仿形卡板位移时,能对待测的轴承外圈进行检测,通过仿形卡板之间的间距,得知沟道之间沟心距是否小于标准。
12.本发明进一步设置为:所述上料工位和支撑座上固定连接有若干朝向轴承外圈端面方向设置的第二红外测距传感器。
13.通过采用上述技术方案,通过第二红外测距传感器对轴承外圈的两端面进行检测,采用多点检测的方式,测得轴承外圈端面至上料工位、支撑座之间的间距,若各个第二红外测距传感器测得的数值之间存在较大的差异,说明轴承外圈两端面的平行度存在瑕疵,提高了轴承外圈检测的工作效率,且具有良好的检测精度和便捷性。
14.本发明进一步设置为:还包括与若干第二红外测距传感器连接的微处理器,所述微处理器接收第二红外测距传感器采集第二红外测距传感器至轴承外圈的间距以输出游隙数据,响应于若干游隙数据之间差值大于预设值时输出平行异常信号。
15.通过采用上述技术方案,通过微处理器与第二红外测距传感器连接,能对轴承外圈两端至支撑座以及上料工位之间的间距进行采集并比较,从而判断轴承外圈端面的平行度,采用自动化检测,更加方便、效率。
16.本发明进一步设置为:所述机架上固定连接若干位于送料轨道上方的限位气缸,相邻所述限位气缸之间设有用于容纳单个轴承外圈的间隙,若干所述限位气缸均连接有用于驱动限位气缸间隔伸缩的控制器。
17.通过采用上述技术方案,通过限位气缸的设置,依次间隔的伸缩,能使位于两限位气缸之间的轴承外圈沿送料轨道依次滑移至上料工位,方便轴承外圈检测时的有序上料。
18.本发明进一步设置为:所述上料工位处设有定位托架,所述定位托架的顶端设有呈v形的定位部,所述定位托架的底端固定连接有用于驱动定位托架升降的升降气缸。
19.通过采用上述技术方案,通过呈v形的定位托架,使得沿送料轨道滑至定位托架处时,能起到缓冲的作用,且通过升降气缸升起定位托架,从而实现轴承外圈的固定。
20.一种双沟道球轴承外圈检测装置的控制系统,用于驱动双沟道球轴承外圈检测装置,包括与微处理器连接的plc控制器、压感电路以及开关电路;
21.若干第二红外测距传感器,用于采集其固定点至轴承外圈端面的间距,以输出间距数据;
22.第一红外测距传感器,用于采集相邻仿形卡板之间间距,以输出用于检测轴承外圈沟径的沟径数据;
23.两个红外线测量传感器,用于采集其固定点至轴承外圈外沿倒角处的距离,以输出倒角参数;
24.微处理器,与第一红外测距传感器、第二红外测距传感器以及红外线测量传感器连接,用于接收间距数据、沟径数据以及倒角数据,响应于两倒角数据差异大于设定误差时输出缺角信号,响应于沟径数据小于设定沟径预值时输出沟径异常信号,接收间距数据以响应于位于轴承外圈同侧的间距数据之间差值大于容差时输出平行异常信号;
25.压感电路,通过微处理器与plc控制器连接,响应于轴承外圈位于定位托架以输出为高电平的压感信号给plc控制器;
26.所述plc控制器与升降气缸连接,响应于压感信号以驱动升降气缸提升轴承外圈,
所述plc控制器与两限位气缸连接用以间歇驱动相邻限位气缸。
27.通过采用上述技术方案,通过压感电路的设置,在轴承外圈滚至定位托架处时,能通过微处理器和plc控制器能驱动升降气缸提升定位托架和轴承外圈,自动化程度高,并通过plc控制器与限位气缸连接,使得限位气缸能间歇的往复伸缩,提高上料的顺畅度。
28.本发明进一步设置为:所述plc控制器的输出端连接有与定位托架固定连接的推拉气缸,所述推拉气缸用于驱动定位托架朝向仿形卡板往复位移,所述plc控制器的控制流程包括:
29.步骤s1,间歇驱动相邻限位气缸,在一限位气缸伸长时,驱动相邻限位气缸收缩,如此往复,实现位于送料轨道上的轴承外圈逐个进料;
30.步骤s2,轴承外圈滚动至定位托架上,压感电路检测轴承外圈的压感时,压感信号通过微处理器输送至plc控制器,驱动升降气缸伸长,提升轴承外圈;
31.步骤s3,通过位于定位托架正上方的红外传感器检测轴承外圈提升至最高点时,微处理器触发plc控制器驱动推拉气缸位移上料工位,使轴承外圈套设在三个仿形卡板外,压感电路失去压感,驱动推拉气缸伸缩,上料工位复位;
32.步骤s4,位于仿形卡板上方的第一红外测距传感器检测轴承外圈时,微处理器触发plc控制器驱动水平设置的位移板相互背离运动,定位测球嵌至轴承外圈的沟道内;
33.步骤s5,第一红外测距传感器检测仿形卡板朝向第一红外检测传感器位移的距离并输送沟径数据给微处理器,沟径数据大于或小于预设沟径设定的容差时,判断轴承外圈不合格;
34.步骤s6,红外线测量传感器照射轴承外圈端面边沿的倒角并输送倒角数据给微处理器,微处理器响应于倒角数据小于设定数值时,判断轴承外圈缺倒角;
35.步骤s7,微处理器接收位于轴承外圈两侧第二红外测距传感器测得的间距数据,并依次对比位于同侧的第二红外测距传感器测得的间距数据,实现判断轴承外圈两端面的平行度。
36.本发明进一步设置为:所述微处理器包括单片机最小系统、第一晶振电路和第二晶振电路,所述第一晶振电路的时钟振荡频率为8mhz,所述第二晶振电路的时钟振荡频率为12mhz。
37.通过采用上述技术方案,基于单片机最小系统且通过第一晶振电路和第二晶振电路提供8mhz和12mhz的振荡频率,能提供单片机最小系统的处理速度,当需要进行高速处理的时候选择高频时钟,当需要低速运行的时候则可以选择低频时钟,具有节能高效的特点。
38.综上所述,本发明具有以下有益效果:
39.轴承外圈沿送料轨道滚至上料工位上,通过上料工位进行上料操作,将轴承外圈套设在若干仿形卡板上,通过位移板带动仿形卡板位移,位于支撑座上的第一红外测距传感器对仿形卡板位移的距离进行测量,使得定位测球嵌至轴承外圈的沟道内,对轴承外圈内沟道的沟径进行检测,通过位于仿形卡板上方的红外线测量传感器,对轴承外圈边沿的倒角进行检测,能对轴承外圈上沟道的沟径以及倒角进行检测,自动化程度高,便于人们操作,且提高轴承外圈生产的加工效率。
附图说明
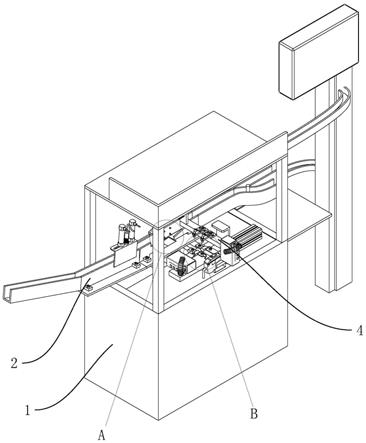
40.图1为本发明的结构示意图一;
41.图2为本发明的结构示意图二;
42.图3为图2的b部放大示意图;
43.图4为图2的a部放大示意图,用于显示定位托架与上料工位的连接结构;
44.图5为本发明中仿形卡板与轴承外圈连接的结构示意图;
45.图6为本发明中检测原理的示意图;
46.图7为本发明中控制系统的系统框图。
47.图中:1、机架;2、送料轨道;3、上料工位;4、支撑座;5、位移板;6、仿形卡板;7、定位测球;8、红外线测量传感器;9、第一红外测距传感器;10、第二红外测距传感器;11、限位气缸;12、plc控制器;13、压感电路;14、开关电路。
具体实施方式
48.下面结合附图和实施例,对本发明进行详细描述。
49.实施例一:一种双沟道球轴承外圈检测装置,如图1至图4所示,包括机架1,机架1上固定连接有送料轨道2,送料轨道2上设置压感式的上料工位3,机架1内固定连接有位于上料工位3一侧的支撑座4,支撑座4上滑动连接有若干位移板5,位移板5上可拆卸连接有用于固定轴承外圈的仿形卡板6,仿形卡板6上固定连接有用于嵌至沟道内的定位测球7,支撑座4上固定连接有位于仿形卡板6上方用于检测轴承外圈边沿处倒角的红外线测量传感器8,支撑座4上固定连接有用于检测仿形卡板6位移的第一红外测距传感器9,并且上料工位3和位移板5上固定连接有若干朝向轴承外圈端面方向设置的第二红外测距传感器10。
50.如图3和图4所示,仿形卡板6为三个,三个仿形卡板6呈90
°
间隔的三点阵列分布设置,并且水平设置的两个仿形卡板6通过螺栓与位移板5固定连接,每一个仿形卡板6相互背向的一侧通过焊接的方式固定连接有两个定位测球7,且位于同一仿形卡板6上的两个定位测球7之间的间距等于两沟道之间的沟心距,
51.如图7所示,还包括与若干第二红外测距传感器10连接的微处理器,微处理器接收第二红外测距传感器10采集第二红外测距传感器10至轴承外圈的间距以输出游隙数据,响应于若干游隙数据之间差值大于预设值时输出平行异常信号,并且机架1上固定连接若干位于送料轨道2上方的限位气缸11,相邻限位气缸11之间设置用于容纳单个轴承外圈的间隙,若干限位气缸11均连接有用于驱动限位气缸11间隔伸缩的控制器。
52.如图4所示,上料工位3处滑动连接有定位托架,定位托架的顶端向下凹陷形成呈v形的定位部,定位托架的底端固定连接有用于驱动定位托架升降的升降气缸。
53.工作过程:轴承外圈沿送料轨道2滚至上料工位3上,通过上料工位3进行上料操作,将轴承外圈套设在若干仿形卡板6上,通过位移板5带动仿形卡板6位移,位于支撑座4上的第一红外测距传感器9对仿形卡板6位移的距离进行测量,使得定位测球7嵌至轴承外圈的沟道内,对轴承外圈内沟道的沟径进行检测,通过位于仿形卡板6上方的红外线测量传感器8,对轴承外圈边沿的倒角进行检测,能对轴承外圈上沟道的沟径以及倒角进行检测,自动化程度高,便于人们操作,且提高轴承外圈生产的加工效率。
54.实施例二:一种双沟道球轴承外圈检测装置的控制系统,用于驱动双沟道球轴承
外圈检测装置,如图7所示,包括与微处理器连接的plc控制器12、压感电路13以及开关电路14,其中,若干第二红外测距传感器10,用于采集其固定点至轴承外圈端面的间距以输出间距数据,而第一红外测距传感器9用于采集相邻仿形卡板6之间间距,以输出用于检测轴承外圈沟径的沟径数据,两个红外线测量传感器8用于采集其固定点至轴承外圈外沿倒角处的距离以输出倒角参数。
55.在本实施例中,微处理器与第一红外测距传感器9连接,用于接收检测仿形卡板6相对位移以输出沟径数据,响应于沟径数据小于设定沟径预值时输出沟径异常信号,微处理器与第二红外测距传感器10,用于接收检测上料工位3以及支撑座4至轴承外圈端面的间距数据,响应于位于轴承外圈同侧的间距数据之间差值大于容差时输出平行异常信号,微处理器与红外线测量传感器8连接,用于接收检测轴承外圈外沿出的倒角参数,且响应于两倒角数据差异大于设定误差时输出缺角信号。
56.在本实施例中,压感电路13采用压敏电阻组成的惠斯通电桥电路,且惠斯通电桥电路的输出端通过a/d转换电路以及微处理器与plc控制器12连接,在响应于轴承外圈位于定位托架输出为高电平的压感信号给plc控制器12,并且plc控制器12与升降气缸连接,响应于压感信号以驱动升降气缸提升轴承外圈,plc控制器12与两限位气缸11连接用以间歇驱动相邻限位气缸11,并且plc控制器12的输出端连接有与定位托架固定连接的推拉气缸,推拉气缸用于驱动定位托架朝向仿形卡板6往复位移,具体的,推拉气缸固定连接在机架1上,且推拉气缸的伸缩端通过螺栓与上料工位3固定连接,且升级气缸的固定端固定连接在上料工位3的底端,且升降气缸的伸缩端与定位托架固定连接,实现对定位托架的支撑和升降。
57.在本实施例中,微处理器包括单片机最小系统、第一晶振电路和第二晶振电路,第一晶振电路的时钟振荡频率为8mhz,第二晶振电路的时钟振荡频率为12mhz,具体的,单片机最小系统基于stm32系列的单片机芯片,且单片机最小系统的输出端通过rs232串口与plc控制器12实现数据通讯,且plc控制器12的输出端连接有基于开关三极管和继电器的开关电路14,且开关电路14的输出端分别与推拉气缸、限位气缸11、位移气缸以及升降气缸连接,其中位移气缸固定连接在支撑座4的下方,且位移气缸的伸缩端与位移板5固定连接。
58.plc控制器12的控制流程包括:步骤s1,间歇驱动相邻限位气缸11,在一限位气缸11伸长时,驱动相邻限位气缸11收缩,如此往复,实现位于送料轨道2上的轴承外圈逐个进料;
59.步骤s2,轴承外圈滚动至定位托架上,压感电路13检测轴承外圈的压感时,压感信号通过微处理器输送至plc控制器12,驱动升降气缸伸长,提升轴承外圈;
60.步骤s3,通过位于定位托架正上方的红外传感器检测轴承外圈提升至最高点时,微处理器触发plc控制器12驱动推拉气缸位移上料工位3,使轴承外圈套设在三个仿形卡板外,压感电路13失去压感,驱动推拉气缸伸缩,上料工位3复位;
61.步骤s4,位于仿形卡板上方的第一红外测距传感器9检测轴承外圈时,微处理器触发plc控制器12控制位移气缸,使得位移气缸驱动水平设置的位移板5相互背离运动,定位测球7嵌至轴承外圈的沟道内;
62.步骤s5,第一红外测距传感器9检测仿形卡板6朝向第一红外检测传感器位移的距离并输送沟径数据给微处理器,沟径数据大于或小于预设沟径设定的容差时,判断轴承外
圈不合格;
63.步骤s6,红外线测量传感器8照射轴承外圈端面边沿的倒角并输送倒角数据给微处理器,微处理器响应于倒角数据小于设定数值时,判断轴承外圈缺倒角;
64.步骤s7,微处理器接收位于轴承外圈两侧第二红外测距传感器10测得的间距数据,并依次对比位于同侧的第二红外测距传感器10测得的间距数据,实现判断轴承外圈两端面的平行度。
65.通过基于单片机最小系统的微处理器与plc控制器12连接,实现红外线测量传感器8、第一红外测距传感器9和第二红外测距传感器10进行数据的采集,并经由微处理器进行比较,且配合plc控制器12达到对轴承外圈的自动上下料、自动检测,具有精度高、自动化程度高的特点,方便人们的操作,且提高轴承外圈生产完成后质量检测的工作效率。
66.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1