一种拼点、检测一体的装置的制作方法
[0001]
本实用新型属于工装设备技术领域,具体涉及一种拼点、检测一体的装置。
背景技术:
[0002]
目前,变速箱安装时需要使用到四个孔,变速箱安装座拼点时四个孔分两组,位于面板上的两个孔为一组,位于小支座上的两个孔为一组,为了满足装配要求,相互之间的尺寸就需要严格按图纸要求,而拼点时即要保证平面尺寸,还要保证相对高度尺寸,简单的划线无法满足工艺要求,因此就需要做拼点工装;拼点、焊接过程中零部件因受热变形,两组孔之间的尺寸是否符合图纸,用简单的测量工具及方法难以测量准确,就需要做专门的检具,由于现场产品种类多,各产品需要的拼点工装、检具很多,存放及管理就成了大问题。
技术实现要素:
[0003]
本实用新型提供一种拼点、检测一体的装置,拼点和检测为一体是一个两用的检具,不仅提高拼点、检测效率而且降低了检具使用数量以及成本。
[0004]
本实用新型解决其技术问题所采用的技术方案是:一种拼点、检测一体的装置,包括框架本体,所述框架本体包括两根a横梁、b横梁以及c横梁,在两根平行设置的所述a横梁两端分别设置有b横梁与c横梁,其中,所述b横梁设置于两根所述a横梁一端靠近端头处之间,两根所述a横梁另一端靠近端头处架设在所述c横梁上;
[0005]
还包括四块底板,四块所述底板分别设置于所述框架本体底部四端;
[0006]
还包括四个销轴,四个所述销轴分别安装在四块所述底板上。
[0007]
作为本实用新型的进一步优选,还包括若干a筋板,位于所述b横梁两端下方的两块所述底板通过所述a筋板分别与两根所述a横梁连接。
[0008]
作为本实用新型的进一步优选,还包括若干b筋板和c筋板;所述b筋板和所述c筋板平行设置在所述c横梁两端下方的两块所述底板上,并均与所述a横梁连接。
[0009]
作为本实用新型的进一步优选,所述b筋板远离所述a横梁的一端连接有所述a筋板。
[0010]
作为本实用新型的进一步优选,所述销轴包括第一销轴和第二销轴,所述第一销轴轴径为φ21.7mm~φ21.8mm,所述第二销轴轴径为φ21.4mm~φ21.5mm的销轴。
[0011]
通过以上技术方案,相对于现有技术,本实用新型具有以下有益效果:
[0012]
1、本实用新型在符合标准规定的情况下,对变速箱上的四个孔进行拼点;
[0013]
2、本实用新型可以检测焊接后的变速箱上两组孔是否依旧符合标准规定;
[0014]
3、本实用新型为拼点、检测两用的检具,通过更换不同轴径的销轴即可完成拼点和检测,减少了时间成本和装置制作成本;
[0015]
4、本实用新型提高拼点、检测效率,实用性高。
附图说明
[0016]
下面结合附图和实施例对本实用新型进一步说明。
[0017]
图1是变速箱结构示意图;
[0018]
图2是变速箱上两组孔的位置示意图;
[0019]
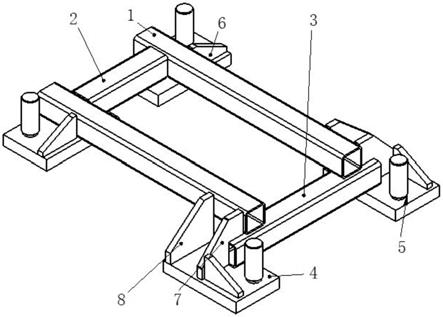
图3是本实用新型的整体结构示意图。
[0020]
图中:1、a横梁;2、b横梁;3、c横梁;4、底板;5、销轴;6、a筋板;7、b筋板;8、c筋板。
具体实施方式
[0021]
现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
[0022]
目前,对变速箱上四个孔的拼点和焊接后的检测没有一体化的装置,因此现有技术中,拼点和检测需要采用不同工装不同的工艺进行,由于现场产品种类多,各产品需要的拼点工装、检具很多,在存放及管理上就会出现问题。
[0023]
如图1所示,变速箱包括面板和小支座,所述面板与所述小支座存在一定高度差,如图2所示,所述面板上开设有两个孔,该两个孔为一组,所述小支座上开设有两个孔,该两个孔为一组,为了两组孔的拼点和焊接后的检测提供了如图3所示的一种拼点、检测一体的装置。
[0024]
实施例1
[0025]
如图3所示,本实施例提供了一个最优实施方案,一种拼点、检测一体的装置(本装置严格按照规定尺寸制作),包括框架本体,所述框架本体由两根a横梁1、b横梁2和c横梁3构成,两根所述a横梁1平行设置,其两端分别设置有所述b横梁2与所述c横梁3,所述b横梁2设置于两根所述a横梁1一端靠近端头处之间与两根a横梁1垂直并处于同一平面,两根所述a横梁1另一端靠近端头处架设在所述c横梁3上。所述b横梁2底面与所述c横梁3底面之间的高度差与所述面板与所述小支座之间的高度差一致。
[0026]
本方案还包括四块底板4、a筋板6、b筋板7以及c筋板8,在两根所述a横梁1连接有所述b横梁2的一端,所述b横梁2两端与两根所述a横梁1连接处的底部分别设置一块所述底板4,此处的所述底板4将所述a横梁1与所述b横梁2连接固定在一起,为了保证强度,在所述a横梁1朝向外部环境的一侧固定连接有所述a筋板6,且所述a筋板6底部与所述底板4固定连接;
[0027]
在两根所述a横梁1连接有所述c横梁3的一端,所述c横梁3底部分别固定连接一块所述底板4,为了连接各个结构以及保证强度,在所述a横梁1朝向外部环境的一侧固定连接了平行设置的所述b筋板7和所述c筋板8,所述c筋板8设置于所述底板4靠近所述a横梁1的一侧,所述c筋板8长度方向沿着所述底板4宽度方向固定连接,所述c筋板8高度方向与所述a横梁1固定连接;所述b筋板7距所述c筋板8一定距离,所述b筋板7长度方向沿着所述底板4宽度方向固定连接,所述b筋板7高度方向与所述a横梁1固定连接,同时所述b筋板7沿所述c横梁3长度方向嵌入所述c横梁3内;因所述底板4仅与所述c横梁底部连接,靠所述b筋板7和所述c筋板8的固定强度不够,因此在所述b筋板朝向外部环境的一侧端头处沿所述底板4长度方向固定连接一所述a筋板6。
[0028]
本方案中所述a横梁1、所述b横梁2、所述c横梁3、所述底板4、所述a筋板6、所述b筋
板7、所述c筋板8连接处均采用焊接方式。
[0029]
本方案还包括销轴5,所述销轴5分为两组,每组具有四个,第一组为第一销轴,所述第一销轴轴径为φ21.7mm~φ21.8mm,当需进行拼点时,四个所述第一销轴分别垂直安装在四块所述底板4上;第二组为第二销轴,所述第二销轴轴径为φ21.4mm~φ21.5mm,当焊接后需要检验时,拆掉四个所述第一销轴安装上四个所述第二销轴,四个所述第二销轴分别垂直设置于四块所述底板4上。
[0030]
综上所述,本方案在符合标准规定的情况下,对变速箱上的四个孔进行拼点;可以检测焊接后的变速箱上四个孔是否依旧符合标准规定;本方案为拼点、检测两用的检具,拼点时采用第一销轴,检测时采用第二销轴;本方案提高拼点、检测效率,实用性高。
[0031]
本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语)具有与本申请所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
[0032]
本申请中所述的“和/或”的含义指的是各自单独存在或两者同时存在的情况均包括在内。
[0033]
本申请中所述的“连接”的含义可以是部件之间的直接连接也可以是部件间通过其它部件的间接连接。
[0034]
以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1