一种无缝钢管测试装置的制作方法
[0001]
本实用新型属于密封测试技术领域,尤其涉及一种无缝钢管测试装置。
背景技术:
[0002]
无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。
[0003]
无缝钢管的密封性是工业输送石油、天然气、煤气等最基本的安全保障,因此测试无缝钢管的密封性对安全生产工作十分重要。
[0004]
在进行无缝钢管密封性测试时,通常采用冒泡法来检测钢管是不是具有泄漏情况,这种方法采用密封工装接头堵塞钢管两端,然后向钢管内进行气体加压,但一些钢管进行密封测试时气压高达0.8mpa(甚至更高),密封工装接头难以承受钢管内部气压而弹出,导致测试具有一定难度和危险。
[0005]
因此,发明一种无缝钢管测试装置显得非常必要。
技术实现要素:
[0006]
为了解决上述技术问题,本实用新型提供一种无缝钢管测试装置,以解决密封工装接头难以承受钢管内部超高气压而弹出,导致测试具有一定难度和危险的问题。一种无缝钢管测试装置,包括尾端密封盖,牙条丝杆,翼形螺母,气压阀,加压密封盖,填充接头和橡胶垫圈;所述的牙条丝杆采用2条,并分别设置在第一丝杆通孔和第二丝杆通孔内,将尾端密封盖和加压密封盖连接,给钢管密封增加一个机械拉力,大大的增加了尾端密封盖和加压密封盖与钢管之间的密封性,提高了其气压承受能力,避免高压下密封工装被弹出的问题;所述的翼形螺母与牙条丝杆配合连接,并位于在加压密封盖的一端;所述的气压阀与进气管密封连接,进气管直接设置到密封工装上,实现密封加压一体化,方便气体加压管的连接和后期的加压测试工作;所述的橡胶垫圈采用2个,并分别设置在尾端密封盖和加压密封盖内部。
[0007]
所述的尾端密封盖包括第一盖体,第一环形板和第一丝杆通孔;所述的第一环形板焊接在第一盖体外侧中间位置;所述的第一丝杆通孔开设2个,并开设在第一环形板上两侧位置,且该第一丝杆通孔直径与牙条丝杆相匹配;所述的第一盖体内部中心设置有1个填充接头。
[0008]
所述的加压密封盖包括第二盖体,第二环形板,第二丝杆通孔和进气管;所述的第二环形板焊接在第二盖体外侧底部位置;所述的第二丝杆通孔开设2个,并开设在第二环形板上两侧位置;所述的第二盖体内部中心设置有1个填充接头;所述的进气管密封贯穿设置在第二盖体的中心位置,并贯穿通过第二盖体内设置的填充接头。
[0009]
所述的第一盖体和第二盖体内直径与测试的无缝钢管的外直径相匹配。
[0010]
所述的填充接头设置成圆柱形,且其直径与测试的无缝钢管的内直径相匹配,填充接头增加了尾端密封盖和加压密封盖在钢管两端的稳定性,有利于钢管对准橡胶垫圈,方便钢管的密封工作。
[0011]
所述的橡胶垫圈与尾端密封盖和加压密封盖的连接方式为热硫化粘合。
[0012]
与现有技术相比,本实用新型具有如下有益效果:
[0013]
1.本实用新型牙条丝杆和翼形螺母的设置,将尾端密封盖和加压密封盖连接,给钢管密封增加一个机械拉力,大大的增加了尾端密封盖和加压密封盖与钢管之间的密封性,提高了其气压承受能力,避免高压下密封工装被弹出的问题;
[0014]
2.本实用新型填充接头的设置,增加了尾端密封盖和加压密封盖在钢管两端的稳定性,有利于钢管对准橡胶垫圈,方便钢管的密封工作;
[0015]
3.本实用新型进气管和气压阀的设置,进气管直接设置到密封工装上,实现密封加压一体化,方便气体加压管的连接和后期的加压测试工作。
附图说明
[0016]
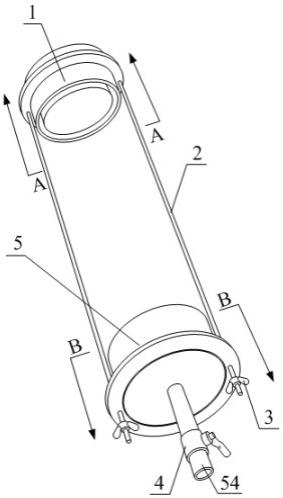
图1是本实用新型的结构示意图。
[0017]
图2是本实用新型尾端密封盖的外观图。
[0018]
图3是本实用新型a-a剖视图。
[0019]
图4是本实用新型加压密封盖的前方视图。
[0020]
图5是本实用新型加压密封盖的后方视图。
[0021]
图6是本实用新型b-b剖视图。
[0022]
图中:
[0023]
1-尾端密封盖,11-第一盖体,12-第一环形板,13-第一丝杆通孔,2-牙条丝杆,3-翼形螺母,4-气压阀,5-加压密封盖,51-第二盖体,52-第二环形板,53-第二丝杆通孔,54-进气管,6-填充接头,7-橡胶垫圈。
具体实施方式
[0024]
为了使本技术领域的人员更好地理解本实用新型方案,下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分的实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
[0025]
如附图1-6所示。
[0026]
本实用新型提供的一种油管接头,包括尾端密封盖1,牙条丝杆2,翼形螺母3,气压阀4,加压密封盖5,填充接头6和橡胶垫圈7;所述的牙条丝杆2采用2条,并分别设置在第一丝杆通孔13和第二丝杆通孔53内,将尾端密封盖1和加压密封盖5连接,给钢管密封增加一个机械拉力,大大的增加了尾端密封盖1和加压密封盖5与钢管之间的密封性,提高了其气压承受能力,避免高压下密封工装被弹出的问题;所述的翼形螺母3与牙条丝杆2配合连接,并位于在加压密封盖5的一端;所述的气压阀4与进气管54密封连接,进气管54直接设置到密封工装上,实现密封加压一体化,方便气体加压管的连接和后期的加压测试工作;所述的
橡胶垫圈7采用2个,并分别设置在尾端密封盖1和加压密封盖5内部。
[0027]
所述的尾端密封盖1包括第一盖体11,第一环形板12和第一丝杆通孔13;所述的第一环形板12焊接在第一盖体11外侧中间位置;所述的第一丝杆通孔13开设2个,并开设在第一环形板12上两侧位置,且该第一丝杆通孔13直径与牙条丝杆2相匹配;所述的第一盖体11内部中心设置有1个填充接头6。
[0028]
所述的加压密封盖5包括第二盖体51,第二环形板52,第二丝杆通孔53和进气管54;所述的第二环形板52焊接在第二盖体51外侧底部位置;所述的第二丝杆通孔53开设2个,并开设在第二环形板52上两侧位置;所述的第二盖体51内部中心设置有1个填充接头6;所述的进气管54密封贯穿设置在第二盖体51的中心位置,并贯穿通过第二盖体51内设置的填充接头6。
[0029]
所述的第一盖体11和第二盖体51内直径与测试的无缝钢管的外直径相匹配。
[0030]
所述的填充接头6设置成圆柱形,且其直径与测试的无缝钢管的内直径相匹配,填充接头6增加了尾端密封盖1和加压密封盖5在钢管两端的稳定性,有利于钢管对准橡胶垫圈,方便钢管的密封工作。
[0031]
所述的橡胶垫圈7与尾端密封盖1和加压密封盖5的连接方式为热硫化粘合。
[0032]
工作原理
[0033]
本实用新型,进行无缝钢管气密性测试时,首先将尾端密封盖1卡接进无缝钢管的一端,然后将加压密封盖5卡接进无缝钢管的另一端,接着将2个牙条丝杆2穿过第一丝杆通孔13和第二丝杆通孔53,然后通过翼形螺母3将牙条丝杆2进行固定,随着翼形螺母3的拧紧,尾端密封盖1和加压密封盖5与被测试无缝钢管之间的压力也越来越大,在橡胶垫圈7的作用下,实现无缝钢管的密封工作,最后将外界气体加压装置与进气管54连接,即可进行冒泡法测试。
[0034]
利用本实用新型所述技术方案,或本领域的技术人员在本实用新型技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1